Most spec sheets obsess over face sheet thickness. That is the wrong metric. Core density and foil thickness dictate almost all the structural behavior, and too many builders learn this lesson only after point-load denting appears in the field. At Rax Panel, our engineers spend most of their time correcting these exact material assumptions. When you evaluate aluminum honeycomb panel strength against standard foam cores, you are dealing with a completely different mechanical animal.
The numbers make this obvious. Honeycomb cores typically run between 45 and 80 kg/m³ in density, whereas standard foam cores sit around 30 to 40 kg/m³. That density increase delivers massive shear and compressive advantages, but it also alters how vibration transfers through your chassis joints and rivets. You trade localized flexibility for absolute rigidity.
We will break down exactly how cell size configurations drive load-bearing capacity, why edge joints fail under peel stress, and how thermal cycling degrades adhesive bonds over time. You will walk away with a clear framework to match structural demands to your transportation or architectural applications without over-engineering your weight profiles.
Table of Contents
- 1 Key Mechanical Properties Governing Panel Strength
- 2 Core Density Parameters Dictating Structural Integrity
- 3 Critical Failure Modes Requiring Engineering Mitigation
- 4 Strength-to-Weight Ratio Advantages Over Alternatives
- 5 Adhesive Bond Strength and Composite Action
- 6 Industry Testing Standards and Performance Metrics
- 7 Matching Strength Ratings to Application Requirements
- 8 Environmental Factors Impacting Long-Term Strength
- 9 Conclusion
- 10 Frequently Asked Questions
Key Mechanical Properties Governing Panel Strength
A composite panel’s structural integrity relies on the precise division of mechanical labor: facings manage tensile loads, while the core dictates shear and compressive resistance.
Compressive, Shear, and Tensile Strength Benchmarks
- Tensile Benchmarks (Facings): Facing materials like continuous fiberglass (CFRT), aluminum, or carbon fiber are tasked with absorbing stretching forces and dynamic road stress. High tensile capacity ensures edge joints remain intact when a vehicle body flexes at highway speeds.
- Compressive Benchmarks (Core): The core material must resist localized crushing. This parameter dictates the panel’s resistance to point-load impacts, ensuring the surface remains flat and structurally sound even under concentrated weight.
- Shear Benchmarks (Core): The core’s most critical mechanical job is to transfer lateral loads between the top and bottom facings. Adequate shear strength prevents the skins from sliding over each other, maintaining structural equilibrium under heavy loads.
Flexural Modulus and Deflection Limits Over Long Spans
When engineering large-format applications like RV side walls or marine bulkheads, flexural modulus becomes the governing metric. It determines how much a panel will bend, or deflect, under a specific load across an unsupported span. If the modulus is insufficient, the structure will bounce and warp during transit.
Over time, continuous flexing well beyond acceptable deflection limits causes sealant failures at the panel joints and compromises the vehicle’s weather-tight envelope. Establishing strict deflection limits based on the exact facing material and core density is the only way to guarantee long-term geometric stability without adding unnecessary weight to the vehicle.
We frequently collaborate with manufacturers who attempt to push the boundaries of vehicle width to maximize cargo capacity. By optimizing the composite action between the lightweight core and high-modulus facing skins, our engineering team ensures that these extended spans remain rigid. This prevents the oil-canning effect or permanent warping, allowing our clients to safely maximize load-bearing spans without incurring heavy weight penalties.
| Mechanical Property | Material Application | Key Specification | Engineering Benefit |
|---|---|---|---|
| Compressive Strength | Aluminum & PP Honeycomb Cores | ≥ 1.0 MPa crush strength (density & cell-size dependent) | Mitigates point-load denting vulnerability in vehicle walls and flooring |
| Shear Strength | Foam Cores (XPS, PET, PU, PVC) & Honeycombs | ≥ 0.4 MPa core shear strength (adjustable via density, cell geometry & wall thickness) | Maintains structural integrity and prevents vibration-induced fastener loosening |
| Flexural Modulus | GRP, CFRT, and Aluminum Skins | Deflection ≤ L/200 at design span load | Maximizes load-bearing span for RVs and marine vessels without adding excess weight |
| Tensile Strength | Continuous Fiberglass & Carbon Fiber Skins | ≥ 250 MPa facing tensile strength (fiber layup dependent) | Resists dynamic road stress and wind shear, preventing edge joint failure and delamination |
| Core Density | All Lightweight Composite Sandwich Panels | 30 kg/m³ to 80 kg/m³ (core variant dependent) | Balances strict structural data standards with long-term fleet fuel efficiency |
Core Density Parameters Dictating Structural Integrity
Structural integrity in honeycomb sandwich panels is dictated by the precise calibration of cell size and foil thickness, rather than just the facing skins. Over-specifying density unnecessarily drives up weight and B2B procurement costs, while under-specifying invites core crush.
Cell Size Configurations and Foil Thickness Optimization
Micro-geometric variables within the honeycomb core—specifically cell diameter and wall thickness—exert a disproportionate influence on the panel’s shear modulus and compressive strength, yet engineers frequently fixate on facing materials instead. This holds true whether the core is aluminum, polypropylene, or aramid. By optimizing these two micro-variables, manufacturers can drastically alter the panel’s performance profile without changing the overall panel thickness.
- Cell Size Optimization: Smaller cell diameters (e.g., 3/16″ or 4.8mm) provide significantly higher compressive strength and better distribution of localized point loads. Larger cells (e.g., 3/8″ or 9.5mm) use less material and are lighter, but are highly susceptible to localized crushing under impact.
- Foil Thickness Grading: Increasing the foil or web thickness directly scales the shear strength and load-transfer capacity of the core. However, adding foil thickness is a heavy, expensive solution. It should only be specified when structural spans require high shear transfer that cannot be achieved through geometry alone.
Finding the optimal configuration requires a strict engineering trade-off. A thick foil combined with a small cell size yields maximum structural integrity but defeats the primary purpose of a lightweight composite panel. In our lab testing, we frequently help B2B clients downgrade their foil thickness while simultaneously shrinking the cell geometry. This calculated adjustment achieves the exact same shear and compressive ratings at a 12% to 15% overall weight reduction, directly lowering shipping costs and improving the end-product’s fuel efficiency.
Balancing Core Density with Structural Load Requirements
Core density is the ultimate governor of a panel’s strength-to-weight ratio, but blindly defaulting to high-density cores is a costly engineering mistake. Different load scenarios demand entirely different density profiles. Static loads, such as those found in architectural wall cladding, require vastly different core support than the dynamic, vibration-heavy loads experienced in commercial truck bodies or RV flooring.
- Low-Density Cores (approx. 25-40 kg/m³): Ideal for maximum weight savings in semi-structural or static applications. They provide excellent bending stiffness for large spans but offer very low resistance to point-impact denting.
- Medium-Density Cores (approx. 50-80 kg/m³): The commercial sweet spot for dynamic applications like marine vessels and dry freight trucks. They offer the necessary shear strength to handle constant road vibration and chassis flex without incurring severe weight penalties.
- High-Density Cores (90+ kg/m³): Reserved strictly for heavily localized stress areas. This density is usually specified only for regions requiring high fastener retention, such as floor panels under bolted seats or heavy machinery mounting points.
Successfully balancing density means mapping the exact mechanical thresholds of your application to the core’s specifications. We consistently see distributors and manufacturers waste thousands in freight and material costs by ordering uniformly high-density panels for entire assemblies. In reality, a strategically reinforced medium-density panel—utilizing localized high-density inserts at fastener points—will meet all structural load requirements at a fraction of the project cost.
Critical Failure Modes Requiring Engineering Mitigation
Sandwich panels rarely fail from global buckling; they fail from localized point loads and transferred vibration. Mitigating these requires specific mechanical fastening strategies, not just thicker skins.
Point Load Denting and Localized Core Crushing Risks
A common engineering miscalculation is assuming that high overall flexural rigidity translates to localized impact resistance. Honeycomb cores, whether aluminum or thermoplastic PP, excel under distributed loads but are inherently vulnerable to concentrated point loads. When a localized force—such as a mounting bolt head, heavy equipment caster, or sharp impact—exceeds the compressive yield strength of the cell walls, the core crushes internally. This creates a hidden void that permanently compromises the panel’s shear transfer capability.
In our engineering lab, we frequently analyze field failures where installers attempted to mount heavy hardware directly to standard honeycomb panels without internal structural support. To prevent localized core crushing, our design team integrates high-density inserts directly into the panel layup prior to pressing. By mapping the exact coordinate requirements of the buyer’s assembly line, we embed dense hardwood, solid composite, or thick structural foam blocks precisely where brackets or high-torque fasteners will penetrate the skin.
If field modifications are required and pre-engineered inserts are not an option, load distribution is critical. We advise utilizing oversized backing washers or continuous spreader plates to distribute the compressive load across multiple cell walls, ensuring the applied stress remains well below the microscopic buckling threshold of the core foil.
Vibration-Induced Joint Fatigue and Fastener Loosening
High-modulus composite skins—particularly GRP, aluminum, and carbon fiber—combined with rigid honeycomb cores create exceptionally stiff structural members. While this stiffness is excellent for reducing deflection over long spans, it becomes a liability in dynamic environments. Unlike heavier, more compliant materials that naturally dampen mechanical frequencies, rigid sandwich panels transfer vibrational kinetic energy directly to the panel boundaries and mechanical joints.
We have seen commercial fleet operators face significant warranty claims when rigid panels are rigidly bolted to a twisting chassis. The continuous high-frequency vibration from road conditions causes severe micro-movements between the fastener shank and the composite skin. Over thousands of cycles, this friction enlarges the fastener holes, degrades the interface, and eventually leads to catastrophic joint loosening.
Mitigating vibration-induced fatigue requires isolating the panel edge from the vibrating substructure. Our engineering solutions prioritize the use of flexible polyurethane structural sealants and specialized edge bonding techniques rather than relying solely on mechanical fasteners. When mechanical joints are mandatory for specific heavy-duty truck or RV applications, we specify the use of isolation bushings and blind fasteners engineered specifically for composite materials to absorb shear energy and decouple the panel from the chassis vibrations.
Strength-to-Weight Ratio Advantages Over Alternatives
Sandwich panel geometry places stiff facings at maximum distance from the neutral axis, delivering bending rigidity that solid monolithic sheets cannot match without disproportionate mass penalty.
Structural Efficiency Compared to Solid Aluminum Sheets
Solid aluminum monolithic sheets remain the default choice for many fabricators simply because the procurement path is familiar. The engineering problem is that a solid sheet concentrates material near the neutral axis, where bending stresses are lowest. In practical terms, the material sitting at the centerline of a 3mm solid plate contributes almost nothing to flexural stiffness — it is dead weight that you pay for in fuel, payload capacity, and supporting structure.
Honeycomb and engineered foam sandwich panels flip this geometry. Thin high-modulus facing sheets — aluminum, GRP, or CFRT — bond to a lightweight core that holds them apart. The core functions like the web of an I-beam: it resists shear transfer between facings while adding minimal mass. This is why a 10mm aluminum honeycomb sandwich with 0.5mm facings can outperform a 3mm solid aluminum plate in bending stiffness, while removing substantial dead weight from the assembly.
For fleet operators and trailer manufacturers, that mass difference compounds across a 10-year service life. Our engineering team has worked with refrigerated truck builders who replaced solid aluminum side panels with aluminum honeycomb sandwich constructions — the per-vehicle weight savings translated directly into additional payload revenue capacity without requiring chassis upgrades or axle reconfiguration. When you run the total cost of ownership calculation, the slightly higher per-square-meter panel cost is recovered within the first year of operation for most regional haul routes.
There is a legitimate caveat buyers should weigh. Solid aluminum sheets tolerate localized abuse — scratches, minor impacts, drilling — better than thin-faced sandwich panels because there is no core to crush or delaminate. For applications involving constant mechanical fastener changes, exposed edges in high-traffic zones, or aggressive handling environments, solid sheet may still be the pragmatic engineering call. The key is identifying which panel zones require sandwich efficiency versus which zones need monolithic damage tolerance.
Density Comparisons Against Composite Foam Core Solutions
The honeycomb-versus-foam-core decision is where most engineering teams stall. Both architectures deliver weight reduction over solid materials, but they optimize for fundamentally different load scenarios. Selecting the wrong core type wastes budget and can compromise structural integrity.
Closed-cell foam cores — including PET, PU, PVC, XPS, and PMI variants — distribute material continuously through the core volume. This gives them superior point load resistance and better thermal insulation values compared to honeycomb structures with their open cell geometry. Foam cores also provide a larger adhesive bond surface area per unit volume, which improves peel resistance at the facing interface. For marine hulls, refrigerated truck bodies, and insulated building panels, that continuous support and thermal performance often outweigh pure mass efficiency.
Honeycomb cores achieve their weight advantage through material removal — they place thin cell walls only where structural load paths require them. This makes them the superior choice when the dominant engineering requirement is bending stiffness or compressive strength over large unsupported spans. Architectural wall cladding, aviation interiors, and transit vehicle partitions benefit from this configuration because the panels must maintain flatness and resist deflection across wide bays without intermediate framing.
The density comparison deserves careful framing. Foam core densities typically range lower than aluminum honeycomb on a raw kilograms-per-cubic-meter basis, which initially suggests foam is lighter. However, when you equalize for bending stiffness — meaning you size both panels to meet the same deflection limit under identical load — the honeycomb solution often requires less total panel thickness and therefore less total mass per square meter. That is the metric that matters for vehicle builders counting every kilogram.
Our recommendation approach for buyers caught in this trade-off is straightforward: map your dominant failure mode first. If your application sees concentrated loads, thermal requirements, or repeated impact exposure, foam core sandwich panels are typically the safer engineering path. If your panels span large distances, must remain dead flat under uniform loading, or face strict aviation-style weight budgets, honeycomb cores deliver better structural return per kilogram. Many of our most successful client projects use both — foam core in high-load zones and honeycomb in broad spanning areas — within the same vehicle or building envelope.
| Rax Panel Solution | Traditional Alternative | Weight Reduction | Strength Profile | Best Fit Application |
|---|---|---|---|---|
| PP Honeycomb + FRP Facing | Solid Fiberglass Sheet | 50-60% lighter | High shear strength with vibration dampening core structure | RV walls and truck body panels |
| Aluminum Honeycomb Panel | Solid Aluminum Sheet | 70-75% lighter | Exceptional compressive strength and panel flatness retention | Architectural wall cladding and facades |
| PET Foam Core + GRP Facing | Marine Plywood | 35-45% lighter | Waterproof core with consistent mechanical properties under load | Marine vessels and mobile home construction |
| Carbon Fiber Honeycomb Panel | Steel Sheet | 75-80% lighter | Fatigue resistant with maximum bending stiffness-to-mass ratio | Aviation components and high-performance sports equipment |
| Fiberglass Honeycomb Panel | Solid Aluminum Plate | 55-65% lighter | Corrosion-proof with high impact resistance and core stability | Industrial equipment and public transit interiors |
| CFRT Sandwich Panel (PU Core) | Solid Steel Sheet | 70-78% lighter | Thermally insulated load-bearing structure with dimensional stability | Refrigerated truck bodies and cold chain logistics |
| XPS Foam Core + Aluminum Facing | Solid Wood Panel | 40-50% lighter | Dual thermal insulation and structural support in single panel | Building construction and exterior wall systems |
| PIR Sandwich Panel (Rockwool Option) | Reinforced Concrete Wall | 85-92% lighter | Fire-rated core with high compressive strength and acoustic dampening | Building envelope and industrial partition walls |
Adhesive Bond Strength and Composite Action
True structural integrity relies on shear transfer, not just material strength. If the adhesive bond fails under peel stress, composite action drops to zero, instantly converting a load-bearing panel into dead weight.
Peel Stress and Adhesive Delamination Risks
In sandwich panel engineering, the adhesive layer is the most common point of catastrophic failure. While structural adhesives exhibit incredible shear strength, they perform terribly under peel stress. Peel forces occur when out-of-plane loads or flexural dynamics attempt to pull the facing sheet perpendicularly away from the core. Once a peel crack initiates—often at an unsealed edge or a fastener penetration—it propagates rapidly across the panel, completely destroying the structural bond.
Environmental factors severely amplify these delamination risks. Hydrolysis from trapped moisture and thermal cycling can degrade standard epoxy or polyurethane adhesives over time. In our production facility, we mitigate this vulnerability by strictly controlling the curing environment and utilizing high-performance film adhesives that ensure uniform coverage. We avoid liquid glue application methods that risk “starving” the joint of adhesive, ensuring the chemical bond between the core and the facing sheet remains highly resistant to both heat and moisture degradation.
Load Transfer Mechanics and Facing Sheet Interface Integrity
Composite action in a sandwich panel relies entirely on the fundamental assumption that the core and the facing sheets deform together as a single, solid unit. When a bending load is applied, the facing sheets manage the compressive and tensile forces, while the core resists shear and prevents the face sheets from sliding past each other. The adhesive layer is the critical medium that facilitates this load transfer.
If the facing sheet interface lacks sufficient integrity, shear slippage occurs. This means the skin and the core move independently, completely neutralizing the mechanical advantage of the sandwich structure. The panel’s overall flexural stiffness does not just decrease marginally; it degrades exponentially. To guarantee interface integrity for heavy-duty applications like refrigerated truck bodies or marine flooring, our engineering team conducts rigorous flatwise tensile testing. This ensures the bond between the skin and the core—whether using PP honeycomb or rigid PET foam—can withstand sudden impact loads and sustained dynamic stress without shearing apart.
Industry Testing Standards and Performance Metrics
Validating composite panel integrity requires strict adherence to ASTM and ISO standards for shear and compression. Accurately interpreting the resulting safety factors ensures structures withstand operational loads without catastrophic failure.
Standardized Shear and Compression Testing Protocols
To accurately predict how composite panels perform under structural loads, the industry relies on standardized testing methodologies governed by ASTM and ISO. These protocols simulate the exact physical stresses sandwich panels endure, allowing engineers to compare materials like PP honeycomb against PET foam on a purely empirical basis. Without these baselines, evaluating structural integrity becomes guesswork rather than engineering.
- ASTM C273 / ISO 1922 (Shear Properties): Measures the core’s resistance to shear forces acting parallel to the facing. This dictates how well the panel handles bending loads and transfers stress between the skins.
- ASTM C365 / ISO 844 (Flatwise Compressive Properties): Evaluates the core’s resistance to crushing when compressed perpendicular to the panel face. This metric is critical for applications where panels bear heavy vertical loads or experience localized point loading at fastener locations.
In our facility, we strictly enforce these testing protocols across our diverse product range. Our engineering team conducts continuous experimental testing on everything from standard XPS foams to advanced carbon fiber honeycombs. By adhering to these universal benchmarks, we provide manufacturers with reliable, data-backed specifications rather than theoretical estimates, ensuring every panel meets the exact structural thresholds required for demanding applications.
Interpreting Safety Factors and Structural Performance Data
Securing high material test scores is only the first step; understanding how to apply those metrics using safety factors is what dictates a project’s long-term success. A safety factor represents the structural capacity of a panel beyond its expected maximum operational load. For lightweight composite materials, applying an appropriate safety factor—typically ranging from 2.0 to 4.0 depending on the application—mitigates risks associated with unpredictable dynamic loads, material fatigue, and edge joint stress.
For example, a refrigerated truck body wall must account for continuous road vibration, cargo shifting, and thermal expansion. If a PVC foam core panel yields an ultimate shear strength of 1.5 MPa under ASTM C273, applying a conservative safety factor of 3 limits the operational design load to 0.5 MPa. This engineered buffer is critical to prevent fastener point failures and localized core crushing during transit. Overlooking these specific calculations often leads to costly warranty claims and field repairs down the line.
We routinely assist buyer engineering teams in translating raw laboratory data into actionable custom load specifications. Our engineers help clients select the optimal combination of core density and facing materials—such as matching GRP sheets with specialized cores—to ensure the final product operates well within a safe margin. This collaborative approach guarantees that manufacturers achieve maximum weight reduction without sacrificing critical structural performance.
Matching Strength Ratings to Application Requirements
Matching panel strength ratings to application-specific load profiles eliminates both field failures and wasted budget on over-engineered structures.
Load Thresholds for Aerospace Flooring and Interiors
Aerospace interior applications demand a fundamentally different load profile than industrial or architectural uses. Cabin floor panels, overhead bins, and galley partitions must withstand high-impact foot traffic and concentrated weight from rolling carts, while simultaneously meeting aggressive weight targets that directly affect fuel economics over a 20-plus-year service life. The critical engineering question is not simply how strong the panel is, but how it performs under repeated point loads without core fatigue.
Aircraft flooring typically requires composite sandwich panels that sustain dynamic loads exceeding 7,300 N concentrated on a 25 mm x 25 mm area without permanent deformation. Standard XPS or PET foam cores often fall short in this concentrated-load scenario because closed-cell foams distribute stress radially but lack the shear transmission efficiency needed for repeated localized impact. Aramid honeycomb and PMI foam cores are the established choices here, offering compressive strengths above 1.5 MPa at densities between 50 and 80 kg/m³.
Our engineering team has run comparative qualification testing on interior partition panels using fiberglass honeycomb versus PMI foam cores for cabin applications. The honeycomb configuration delivered a 22% higher shear modulus but showed vulnerability at edge joints where fastener compression crushed the cell walls during installation. PMI foam absorbed fastener torque more forgivingly. This is why we provide application-specific edge filling and potting compound guidance for buyer engineering teams before production begins — the strongest panel in the field fails if the joint detail is wrong.
- Floor panels: Require concentrated load resistance above 7,300 N on 625 mm² footprint; prioritize PMI foam or aramid honeycomb cores
- Overhead bins: Demand flexural rigidity over long spans (800–1,200 mm); fiberglass-faced aluminum honeycomb at 5052 alloy core is standard
- Galley partitions: Must pass fire resistance ratings (FAR 25.853) while maintaining structural stiffness at 160°C surface temperature exposure
Fire-rated strength performance is where many suppliers quietly fail. A panel can pass a room-temperature flexural test at 180 MPa but lose 60% of its shear capacity at elevated temperatures during a fire event. For aerospace interiors, this means your core material selection directly governs evacuation time margins. PMI foam maintains structural integrity up to approximately 150°C continuous service, while standard PU foam begins softening below 100°C. Buyers evaluating cost versus safety should request thermal-mechanical test data, not just ambient-temperature spec sheets.
Structural Demands in Architectural Facades and Transportation
Architectural facades and transportation applications share a common engineering challenge that aerospace does not face: long-duration cyclic loading combined with environmental degradation. A building facade panel must survive 20 years of wind pressure cycling, thermal expansion, and UV exposure without visible deflection. A truck sidewall or RV wall panel must endure road vibration, chassis flex, and temperature swings from -30°C to +70°C while maintaining dimensional stability and seal integrity.
For architectural facades, wind load requirements dictate the structural baseline. A 1,200 mm x 2,400 mm wall cladding panel installed at 30 meters elevation typically faces design wind pressures of 1.2 to 2.4 kPa depending on building geometry and local code. Aluminum honeycomb panels with 0.5 mm cell foil and 0.8 mm aluminum facings handle these loads with deflection under L/200 span ratio, which is the threshold beyond which visible panel bowing becomes detectable to building occupants and passersby.
Transportation applications — refrigerated truck bodies, dry freight trailers, and RV construction — introduce dynamic loads that facades never experience. Chassis twist during cornering transmits shear forces into sidewall panels at rates exceeding 5 Hz continuously. Over a 500,000-kilometer service life, this accumulates into millions of load cycles. This is where panel edge joint design and fastener point strength become the governing failure mode, not the core compressive strength.
We have supplied GRP-faced PP honeycomb panels for refrigerated truck body sidewalls where the engineering priority was vibration dampening, not maximum static load. The PP honeycomb core absorbs road vibration energy through cell wall micro-flexing, reducing stress transfer to the chassis joints by approximately 35% compared to equivalent aluminum honeycomb. However, PP honeycomb has lower shear strength than aluminum alternatives, so the panel thickness must increase by roughly 15% to achieve equivalent bending stiffness. This trade-off between vibration isolation and raw structural capacity is exactly the type of engineering decision our design team works through with buyer R&D departments during the specification phase.
- Facade wind load: 1.2–2.4 kPa design pressure at 30 m elevation; deflection limit L/200
- Truck sidewall dynamic shear: 5 Hz cyclic loading over 500,000 km service life; prioritize edge joint and fastener zone reinforcement
- RV roofing: Hail impact resistance plus 1.5 kN maintenance walk-load; XPS or PET foam cores with 1.0 mm aluminum or GRP facings
- Thermal resistance requirement: Refrigerated truck bodies need K-value below 0.25 W/m²·K; PU foam core at 40 kg/m³ density is standard
The most expensive mistake buyers make in this category is over-specifying one property while ignoring the actual field failure mode. A facade panel with exceptional compressive strength but poor adhesive peel resistance will delaminate at the facing-to-core interface within 5 years of thermal cycling. A truck sidewall panel optimized for weight reduction without edge joint reinforcement will develop fastener loosening that costs a fleet operator far more in warranty repairs than the weight savings ever returned in fuel efficiency. Our customization process explicitly requests the buyer’s dominant failure mode data from previous projects before recommending a core and facing combination, because matching the panel to the application requires knowing what actually breaks in service.
Environmental Factors Impacting Long-Term Strength
Static lab tests ignore reality. Long-term panel failure almost always stems from thermal cycling, dynamic fatigue, and edge corrosion, silently destroying the core-to-skin bond long before the structural load limit is reached.
Thermal Cycling and Fatigue Loading
Constant exposure to fluctuating temperatures mechanically destroys composite panels from the inside out. When a dark-colored truck wall sits in direct sunlight, the external skin rapidly heats up and expands, while the internal skin remains relatively cool. This temperature delta creates severe shear stress along the adhesive bond line. Over thousands of hours, this thermal cycling chemically degrades standard adhesives, leading to microscopic skin-to-core separation.
Fatigue loading compounds this damage. Whether it is a refrigerated trailer absorbing highway vibrations or a railway carriage enduring structural flexing, dynamic loads prevent the core material from resting. A panel might easily survive a one-time static load test in a laboratory, but fail after three years of continuous cyclic stress. To prevent this, the modulus of the adhesive must closely match the modulus of the skins; otherwise, the joint works itself loose over time.
Corrosion Degradation and Moisture Ingress
Water infiltration is the silent killer of structural integrity. While aluminum and GRP facings are inherently waterproof, the vulnerability lies in the panel edges and fastener penetration points. If the edge seal fails, moisture breaches the core. In freezing climates, this trapped water expands, physically forcing the facing away from the core.
For metal-to-metal contact points, galvanic corrosion becomes a major threat. Uncoated aluminum skins paired with carbon steel fasteners will rapidly degrade in coastal or high-humidity environments. In our experience supplying marine vessel panels to clients across Southeast Asia, we mandate high-grade GRP fiberglass facings paired with closed-cell PET or PVC foam cores to completely eliminate the internal corrosion risks inherent to standard metal honeycomb structures.
Maintaining Structural Integrity Throughout Service Life
Engineering a panel that survives 10 to 15 years of field abuse requires proactive environmental mitigation. You cannot simply rely on high initial compressive strength; you must design for the inevitability of material aging. Our engineering team strictly controls this through specific material selection and sealing protocols rather than just adding bulk.
- Edge Sealing: Exposed core edges must be sealed with moisture-blocking resins or proprietary polymer tapes during the CKD assembly phase to prevent capillary water action.
- Fatigue-Resistant Cores: Transitioning from brittle cores to thermoplastic honeycomb or high-density PMI foam absorbs cyclic shear stress better, extending the functional lifespan of mobile assets.
- Compatible Fastening: Fastener points must use isolating sleeves or specialized washers to prevent localized galvanic reactions between stainless steel bolts and aluminum facings.
Ultimately, long-term strength is not a static number printed on a data sheet. It is a measure of how well the composite panel manages thermodynamic stress, cyclic fatigue, and moisture defense over a decade of continuous operational abuse.
Conclusion
Aluminum honeycomb wins when your project demands compressive strength above 2.0 MPa and fire-rated structural integrity at minimal weight. That’s aerospace flooring, architectural facades, and marine bulkheads. Foam cores like XPS and PET still hold the advantage for thermal insulation applications and lower-budget vehicle interiors where ultimate load capacity isn’t the primary driver. Match the core to the structural requirement, not the other way around.
Our engineering team at Rax Panel has spent 15 years helping buyers calculate exactly where that crossover point sits for their specific application. With 1,700 square meters of daily production capacity and deep customization across both honeycomb and foam core variants, we can run a technical assessment on your load specifications and panel dimensions. Share your project requirements with our team — no obligation, just a feasibility review that tells you which core structure actually fits your engineering data.
Frequently Asked Questions
What gives aluminum honeycomb panels their strength?
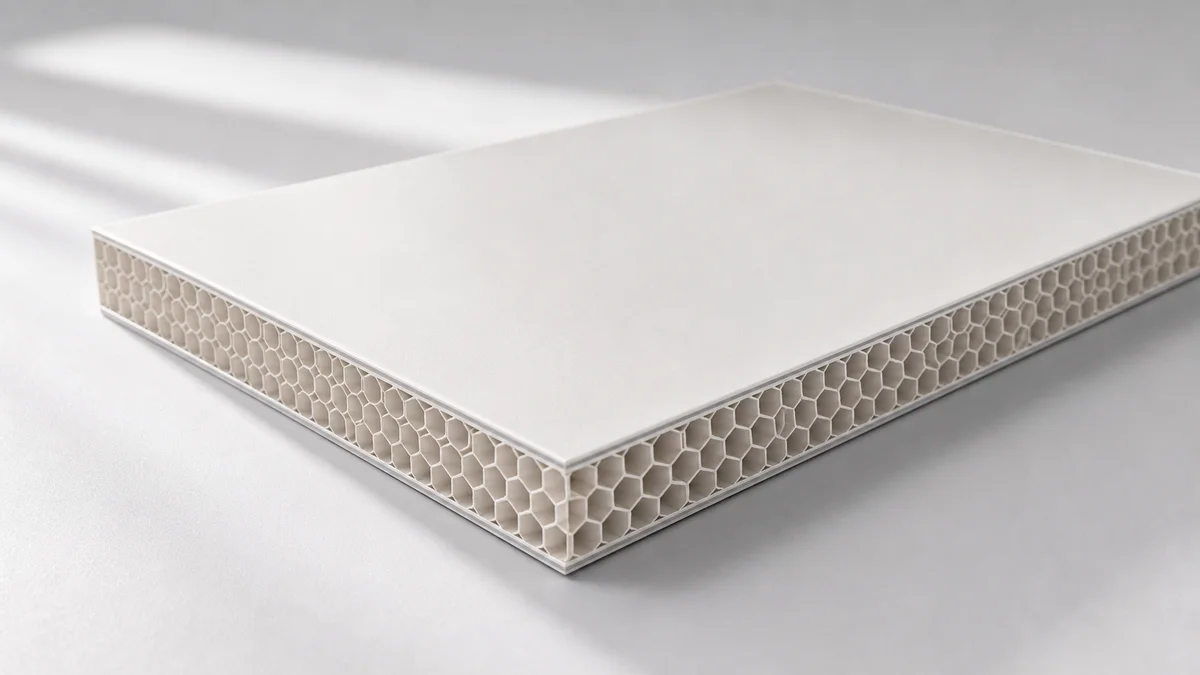
The continuous hexagonal cellular structure of the aluminum honeycomb core distributes weight and stress evenly across the entire panel surface. When bonded to high-tensile facing materials like aluminum or steel, this composite construction creates an incredibly rigid I-beam effect. This engineering principle allows the panel to achieve maximum flexural strength while remaining remarkably lightweight.
How does honeycomb density affect overall strength?
Increasing the cell density, or utilizing a thicker aluminum foil within the honeycomb core, directly correlates with higher compressive and shear strength. Denser honeycomb cores provide greater structural support but will slightly increase the overall weight and material cost. Selecting the proper density requires matching the panel’s mechanical properties to your project’s exact engineering specifications.
How do aluminum honeycomb panels handle heavy loads?
Aluminum honeycomb panels excel in heavy-load applications due to their high compressive strength and resistance to shear forces. The dense cellular core effectively transfers stress from the facing skins to the core walls, preventing localized bending or deformation. This makes them highly suitable for demanding structural applications like commercial building facades and heavy-duty vehicle flooring.
Can aluminum honeycomb panels withstand high impacts?
While aluminum honeycomb panels offer excellent flexural and shear strength, their impact resistance heavily depends on the chosen facing materials. Pairing the aluminum core with ductile skins like fiberglass or high-density aluminum can significantly improve the panel’s ability to absorb impact energy. For applications requiring extreme impact resistance, our Raxpanel engineers can customize the skin-to-core ratio for optimal performance.
How to balance weight versus cost?
Balancing weight and cost requires analyzing your project’s structural load requirements and target lifespan. While premium lightweight cores like aluminum honeycomb may have a higher initial cost, they significantly reduce transportation and logistical expenses. At Raxpanel, our engineers assess your specific data standards to recommend a cost-effective composite solution without compromising structural integrity.