
Most buyers specify PUF sandwich panels based on thickness alone. That’s a costly mistake. A 100mm panel with foam density below 36 kg/m³ will drive energy bills up by 40% within the first year — and the end client will trace that problem straight back to whoever sourced the material. After 15 years of manufacturing insulated panel systems, we’ve seen exactly where spec sheets mislead and where they deliver. This article lays out the real performance criteria behind PUF sandwich panel applications: how to match thickness and density to actual operating conditions, which joint systems prevent thermal bridging in cold storage, and what procurement standards separate reliable panels from the kind that fail at year three.
PUF panels consist of a polyurethane foam core bonded between two metal facings under controlled factory conditions. That foam delivers thermal conductivity around 0.022 W/m·K — the number that makes large-scale cold storage insulation panels viable. But conductivity is one variable among several. Foam density, facing thickness, joint design, and manufacturing consistency all determine whether a panel holds its rated performance for 15 years or degrades rapidly after installation. Our production line runs over 1,700 square meters daily across 50 countries, and the field problems we see are remarkably consistent: buyers save 8-10% on upfront cost by accepting lower-density foam or steel facings below 0.40mm, then spend three times that savings on energy losses and premature panel replacements.
What follows is a practical breakdown of PUF panel thermal insulation functions and their specific industrial applications — from freezer rooms operating at -30°C to clean rooms requiring sterile, airtight envelopes. You’ll also find a procurement framework for evaluating panel suppliers on the metrics that actually predict long-term performance, not just the ones that look good on a quotation.

Table of Contents
Core Functions of PUF Sandwich Panels
PUF sandwich panels deliver their core value through three mechanisms: conductive resistance via closed-cell polyurethane foam, convective blocking by trapping stagnant air within cells, and structural weatherproofing that prevents moisture-driven thermal degradation.
Thermal Insulation Mechanics
Thermal transfer through any building envelope happens via three pathways: conduction, convection, and radiation. PUF sandwich panels are engineered to address all three simultaneously. The polyurethane foam core is the primary workhorse here. Its closed-cell structure consists of millions of tiny gas-filled pockets, each acting as an independent barrier to heat flow. Since the gas trapped inside these cells has a much lower thermal conductivity than solid materials, heat moves through the panel at a drastically reduced rate. PUF sandwich panels typically achieve R-values ranging from R-5 to R-8 per inch of thickness, depending on foam density and formulation.
The conduction resistance is straightforward: heat simply struggles to travel through the foam’s disjointed cell walls and the low-conductivity gas sealed within them. But convection prevention is equally critical and often overlooked. Open-cell or low-density foams allow internal air movement, which creates convective loops that transport heat across the panel. Proper closed-cell PUF foam eliminates this by trapping air in isolated pockets, preventing any circulation. That stagnant air effectively doubles down on the insulating effect.
This is where foam density becomes a non-negotiable quality parameter. Panels with foam density below 36 kg/m³ are a well-documented failure point in the industry. The cells are under-expanded, creating irregular air pockets and voids that function as internal thermal bridges. These defects don’t just reduce the rated R-value on paper—they cause localized cold spots where condensation forms, which then accumulates in the voids and progressively destroys the insulation from the inside out. Our production line maintains strict density control during the continuous foaming process, precisely because we’ve seen what happens when this step is compromised. Batch-pour manufacturing, still used by some lower-tier suppliers, is particularly susceptible to uneven density distribution and void formation.
The bond between the foam core and the facing material is the other structural element that directly affects long-term thermal performance. Poor adhesion leads to delamination, where micro-gaps form between the foam and the metal skin. These gaps allow moisture ingress, which degrades the foam’s insulating properties and compromises the panel’s structural integrity. In our factory, the polyurethane foam is injected between the two facings and allowed to expand and bond under controlled conditions, ensuring a continuous adhesive layer with no dead zones.
Weather and Sound Resistance
Weather resistance in PUF panels operates on two fronts: the facing material and the joint system. The metal facings—typically steel or aluminum—serve as the first barrier against rain, UV exposure, and wind-driven moisture. But the real measure of a panel’s weather performance is what happens at the seams. In applications with extreme temperature differentials of 50 to 70 degrees Celsius between exterior and interior environments, any gap or poorly sealed joint becomes a thermal bridge. Warm, humid air penetrates through these weak points, condenses on cold interior surfaces, and over time causes ice formation, mold growth, and progressive structural damage.
This is precisely why joint design matters as much as panel quality. Standard tongue-and-groove joints are often insufficient for cold chain or high-humidity environments. Cam-lock joint systems provide a mechanical interlock that compresses the seal between panels, eliminating the gap that causes thermal bridging. When evaluating PUF panels for weather-exposed installations, the joint system should be specified with the same rigor as the foam core.
Moisture absorption is the single most destructive force acting on insulated panel systems over their service life. When PUF panels absorb even 1 to 2 percent moisture by volume, thermal conductivity degrades by 15 to 25 percent. In sub-zero environments, this moisture freezes and thaws repeatedly, physically fracturing the foam cell structure from within. The damage is cumulative and irreversible. Specifying panels with verified closed-cell content above 90 percent and testing water absorption rates to recognized standards is the only reliable way to mitigate this risk.
Sound resistance in PUF panels is a function of mass, stiffness, and damping characteristics. The sandwich construction inherently performs well as an acoustic barrier because the dissimilar materials—rigid metal skins and a viscoelastic foam core—disrupt sound transmission at the material boundaries. Sound waves lose energy as they pass from the dense facing into the lightweight foam and back out through the second facing. This impedance mismatch makes PUF panels effective at attenuating mid-to-high frequency airborne noise. For industrial facilities located near residential areas, or for buildings housing noise-sensitive operations, this acoustic damping is a practical secondary benefit that doesn’t require any additional material investment.

Cold Storage and Temperature-Controlled Uses
Cold storage panel failures rarely stem from the core material itself—they stem from mismatched thickness specs, inadequate joint systems, and moisture infiltration that silently degrades thermal conductivity by up to 25% before anyone notices the compressor working overtime.
Freezer Room Insulation
PUF sandwich panels serve as the primary thermal barrier in freezer rooms and cold storage facilities, where the operating temperature differential between interior and exterior routinely spans 50–70°C. The polyurethane foam core delivers low thermal conductivity, which directly reduces the cooling load required to maintain consistent sub-zero temperatures. For cold room walls and ceilings, PUF panels remain the preferred choice over PIR or Rockwool when the priority is balancing insulation performance with weight and installation speed.
The critical failure point in freezer room construction is not the panel itself—it is the joint system. Standard tongue-and-groove connections are inadequate for sustained temperature differentials this extreme. Any micro-gap at the panel interface becomes a thermal bridge, allowing warm, humid air to penetrate the envelope. In freezer environments operating at -20°C or below, this moisture freezes on interior surfaces, compounding energy loss and creating structural ice buildup over time. Cam-lock joint systems with integrated gasketing are the minimum acceptable standard for these applications.
Moisture absorption is the single most destructive force in cold storage insulation. When panels absorb just 1–2% moisture by volume, thermal conductivity degrades by 15–25%. In sub-zero environments, that moisture undergoes repeated freeze-thaw cycles that physically destroy the foam core from within. This is why panel facing selection matters as much as core selection—GRP/FRP and stainless steel facings provide superior vapor barrier performance compared to standard metal sheets in high-humidity cold room environments.
Panel thickness must be matched to the specific operating temperature zone. There is no universal “cold storage thickness.” The engineering requirement differs significantly depending on whether the space maintains +5°C for chilled storage, -20°C for standard freezing, or -40°C for blast freezing applications. Under-specifying thickness leads to chronic energy overconsumption and temperature fluctuations that compromise stored goods. Over-specifying wastes capital on insulation capacity the facility never utilizes.
- +2°C to +8°C (Chilled storage): 80–100mm PUF panels typically sufficient
- -5°C to -18°C (Standard freezer): 100–150mm PUF panels recommended
- -25°C to -40°C (Blast freezer/deep cold): 150–200mm PUF panels required
In our production experience at Rax Panel, the most common specification error we see from cold storage contractors is selecting panel density below 36 kg/m³ to reduce material costs. Low-density foam creates air pockets and uneven cell structure during the foaming process, producing localized thermal bridges inside the panel core itself. These defects are invisible after installation but manifest as condensation spots and mold growth within 3–5 years. Our engineering team conducts experimental testing on every custom cold storage order to verify that foam density and cell uniformity meet the thermal conductivity data standards the project requires.
Pharmaceutical Storage Environments
Pharmaceutical storage demands a different tier of environmental control beyond standard cold storage. Facilities storing vaccines, biologics, and temperature-sensitive compounds must maintain tight temperature bands—often within ±2°C—while simultaneously meeting clean room hygiene standards. PUF and PIR sandwich panels are specified for these environments because they provide both the thermal insulation and the smooth, non-particulating wall surfaces that pharmaceutical compliance requires.
The modular nature of sandwich panel construction offers a distinct advantage in pharmaceutical facility design. Clean rooms, controlled environment storage areas, and temperature-staged processing zones can be configured, assembled, and later reconfigured as regulatory requirements or production lines change. This flexibility is particularly relevant for contract manufacturing organizations that frequently adapt their facilities to different product lines with varying storage parameters.
Panel facing material becomes a critical specification decision in pharmaceutical environments. Stainless steel sandwich panels and GRP/FRP panels with gelcoat surfaces provide the chemical resistance and cleanability required for GMP-compliant spaces. The facing must withstand repeated cleaning with industrial disinfectants without degrading, delaminating, or creating micro-fissures that harbor microbial contamination. For pharmaceutical storage specifically, the vapor barrier performance of the panel system must be engineered to prevent any moisture penetration that could compromise both the insulation values and the hygienic integrity of the storage environment.
From our experience supplying composite panels for pharmaceutical and controlled environments, the procurement evaluation process extends well beyond comparing thermal conductivity ratings. B2B buyers in this sector consistently prioritize three supplier criteria: documented material traceability for every production batch, third-party test certifications verifying compliance with relevant clean room and fire safety standards, and the manufacturer’s ability to provide consistent joint systems that eliminate thermal bridging without requiring specialized installation crews. Our factory’s daily production capacity exceeding 1,700 square meters allows us to maintain batch consistency across large pharmaceutical projects, which eliminates the variations in foam density and facing quality that occur when orders are split across multiple production runs.

Industrial and Prefabricated Building Uses
Industrial and prefabricated construction demands panels that balance structural load capacity, thermal performance, and installation speed—getting any one of these wrong compounds costs across the entire building lifecycle.
Roofing and Wall Cladding
PUF sandwich panels have become the default choice for industrial roofing and wall cladding in pre-engineered buildings (PEB) across manufacturing facilities, warehouses, and logistics hubs. The core function is straightforward: the polyurethane foam core provides thermal insulation while the metal facings carry structural loads and weather exposure. The critical factor that separates a 25-year installation from one requiring replacement in under five years comes down to two specifications most procurement teams underweight—facing thickness and coating grade.
Steel facing thickness below 0.40mm is a well-documented failure point. Thin facings dent during handling and installation, and they corrode faster in coastal or chemically active environments. Once the facing compromises, the insulation core is exposed to moisture ingress, and the panel’s thermal performance degrades rapidly. In our production line, we maintain strict minimum thickness tolerances for this exact reason—panel facing is not the place to shave cost. For industrial projects in aggressive environments, stainless steel or Aluzinc facings paired with PU foam cores provide substantially better corrosion resistance than standard galvanized options.
Coating selection carries equal weight. Standard polyester (PE) coatings are adequate for moderate climates, but under sustained UV exposure—particularly in regions like the Indian subcontinent, the Middle East, or tropical Southeast Asia—PE surfaces begin chalking and fading within two to three years. This isn’t merely cosmetic. Coating breakdown exposes the underlying metal to oxidation, and what starts as surface discoloration progresses to structural rust. For projects in high-UV regions, PVDF or SMP coatings are the correct specification, offering two to three times the weathering resistance of standard PE finishes.
Panel profile also affects long-term performance. Profiled panels with higher ribs provide greater rigidity and spanning capacity, which reduces the substructure required for roofing applications. Flat or plain panels suit wall cladding where aesthetics dominate, but they demand closer purlin spacing to prevent deflection under wind loads. Matching the profile to the structural requirements of the specific application prevents both over-engineering and premature panel deformation.
Modular Structural Implementations
Prefabricated and modular construction relies on factory-produced components that can be assembled rapidly on-site with minimal skilled labor. PUF sandwich panels fit this model naturally because they arrive fully formed, cut to specification, and ready for mechanical fastening. This eliminates the wet-trade dependencies of traditional construction—no on-site pouring, curing, or plastering—and compresses project timelines by 40% to 60% compared to conventional builds.
The structural performance of PUF panels in modular applications depends heavily on the composite action between the facings and the foam core. Under load, the two facings resist bending and compression while the core transfers shear forces between them. This sandwich behavior allows panels to span significant distances without intermediate supports, making them viable for both load-bearing walls and roof decking in single-story and low-rise modular structures. For multi-story applications, panels typically serve as infill within a steel or concrete frame rather than as primary structural elements.
Panel joint design is where most modular projects either succeed or fail. In our experience engineering panel systems for global B2B clients, the joint is always the weakest thermal and structural link. For modular buildings operating in climates with extreme temperature differentials, standard tongue-and-groove joints are often insufficient. Cam-lock joint systems provide superior airtightness by mechanically compressing the joint seal during assembly, eliminating the thermal bridging that occurs when warm, humid air penetrates gaps between panels. This is particularly critical for modular structures housing temperature-sensitive operations.
Thickness selection for modular applications should be driven by three variables: the local climate zone, the internal temperature setpoint, and the expected service life of the installation. Thicker panels with higher-density foam cores cost more upfront but deliver measurably lower energy consumption over the building’s operational life. For modular commercial offices and retail spaces, panels in the 50mm to 80mm range typically suffice. Industrial facilities with controlled environments—clean manufacturing, food processing, pharmaceutical staging—require 100mm to 150mm panels with foam densities at or above 36 kg/m³ to prevent the air pockets and voids that create thermal bridges inside the core.
The environmental credentials of PUF panels in modular construction are worth noting. Because they reduce operational energy consumption through effective insulation, they lower the building’s carbon emissions across its lifetime. Combined with the reduced construction waste inherent in factory-produced modular systems, PUF sandwich panels align well with green building certification requirements increasingly mandated in commercial construction across European and North American markets.
Clean Rooms and Healthcare Environments
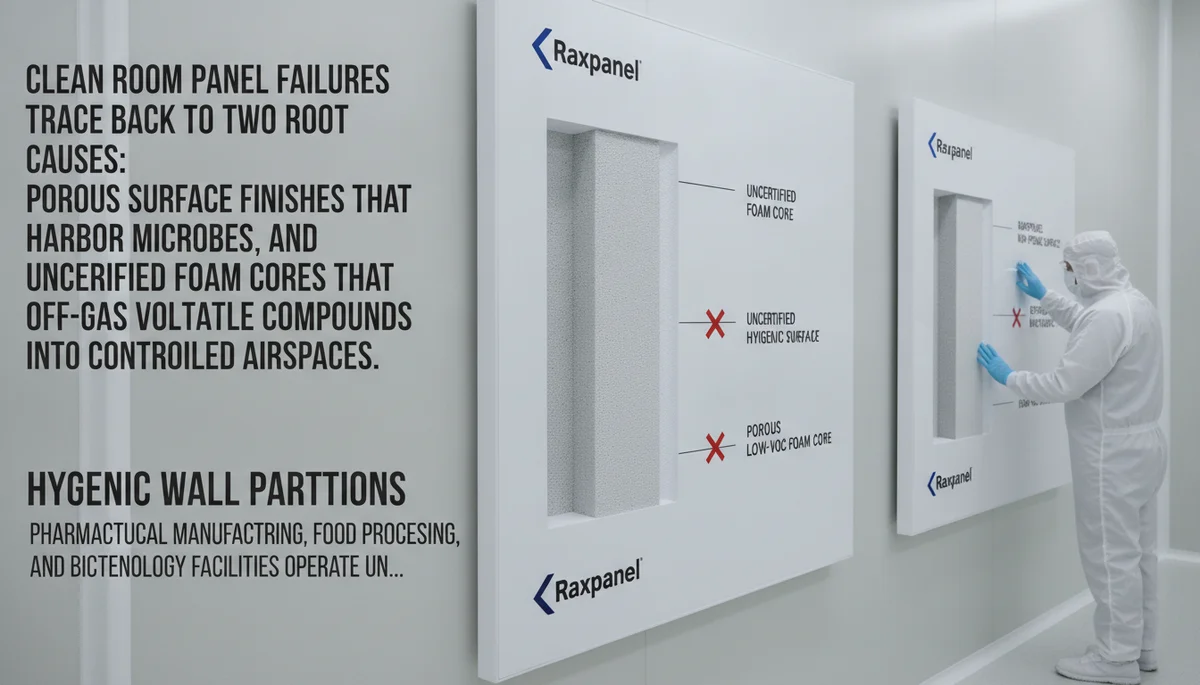
Clean room panel failures trace back to two root causes: porous surface finishes that harbor microbes, and uncertified foam cores that off-gas volatile compounds into controlled airspaces.
Hygienic Wall Partitions
Pharmaceutical manufacturing, food processing, and biotechnology facilities operate under particulate and microbial limits that standard construction materials cannot meet. Hygienic wall partitions in these environments must deliver three things simultaneously: a non-porous, cleanable surface; a thermally stable core that prevents condensation; and joint systems that eliminate gaps where contaminants could accumulate. PUF sandwich panels, particularly those with stainless steel or food-grade GRP facings, have become the default specification because they satisfy all three requirements in a single factory-finished module.
Surface integrity is where most panel failures originate. In our experience auditing clean room installations, we have repeatedly found that panels with gelcoat-finished GRP or 304/316 stainless steel skins outperform painted metal surfaces over a 10-year service life. Paint micro-cracks under repeated chemical wipe-down cycles, creating crevices where bacteria colonize. Gelcoat and stainless facings do not suffer this degradation, which is why they carry higher upfront costs but lower lifecycle costs in GMP-compliant facilities.
The joint detailing between panels is equally critical. Cam-lock joining systems with integrated gaskets create hermetic seals that prevent air infiltration at panel interfaces. Any thermal bridge at a joint causes localized condensation, and in a clean room operating at 20°C with 45% relative humidity, even minor condensation events can trigger out-of-specification particle counts and microbial excursions.
Controlled Laboratory Environments
Laboratories differ from clean rooms in that the contamination risk flows in both directions. The environment must be protected from external contaminants, but the laboratory must also contain hazardous materials, chemical vapors, and biological agents within its envelope. This dual containment requirement places different demands on panel selection.
For laboratories handling volatile chemicals, PIR and PUR core panels offer superior chemical resistance compared to standard PUF. The closed-cell structure of PIR foam resists moisture absorption below 1% by volume even after prolonged exposure to high-humidity environments, which is critical when laboratories maintain negative pressure differentials that draw ambient air through every micro-gap in the building envelope.
Fire performance in laboratories is non-negotiable. Panels must meet fire resistance standards appropriate to the jurisdiction, which in practice means ISO 9001 manufacturing certification for the panel producer and fire test data from accredited third-party laboratories. Panels manufactured without traceable quality certifications frequently fail fire safety audits. This creates cascading problems: rejected shipments, project delays, insurance complications, and in the worst case, liability exposure if an incident occurs before the non-compliance is discovered. We maintain ISO-certified production precisely because our laboratory and healthcare clients cannot afford this risk.
Acoustic insulation is an overlooked requirement in laboratory design. Analytical equipment such as mass spectrometers and electron microscopes are sensitive to vibration and ambient noise. The dense polyurethane foam core in sandwich panels provides sound attenuation that reduces noise transmission between adjacent zones, supporting the environmental stability that sensitive instruments require without necessitating separate acoustic insulation systems.
Compliance and Certification Considerations
Specifying panels for healthcare and laboratory environments requires verifying that the manufacturer can provide complete documentation: material safety data sheets, fire test certificates, thermal conductivity reports, and traceability records for every production batch. Panels lacking these certifications may appear functionally identical on the surface, but without documented compliance, they cannot pass validation protocols required by pharmaceutical GMP standards, hospital accreditation bodies, or laboratory safety committees.
Our engineering team conducts experimental testing on every custom panel configuration to validate that thermal, structural, and hygiene performance data meet the specified standards before full-scale production begins. This pre-production validation step eliminates the costly scenario of discovering specification failures after panels have been installed in a controlled environment where remediation requires shutdown and decontamination procedures.

Advanced Functions in Smart Buildings
Modern building envelopes have evolved from static barriers into active systems. By integrating IoT monitoring and advancing fire-retardant chemistry, composite panels now directly manage structural safety and energy efficiency.
Integrated Smart Sensors
Smart buildings require real-time data to maintain operational efficiency. Burying sensors within the foam core or at the panel joints allows facility managers to monitor structural shifts, moisture ingress, and thermal bridging before they become catastrophic failures. This proactive approach is critical for large-scale commercial projects where undetected leaks lead to massive energy waste.
Continuous monitoring tracks several vital metrics across the building envelope:
- Thermal performance: Detecting localized drops in temperature that indicate compromised insulation.
- Moisture detection: Identifying condensation build-up inside the joint systems to prevent mold and core degradation.
- Structural stress: Measuring load distribution in prefabricated modular construction.
Our engineering team integrates wireways and sensor housing directly into the panel design phase. Instead of retrofitting cables after installation, we route the infrastructure for monitoring devices within the joint systems, ensuring the insulation core remains completely uncompromised.
Fire Resistance Innovations
Fire safety compliance dictates material selection in commercial construction. Traditional polyurethane (PUF) panels offer excellent insulation but require strict fire-retardant additives to meet modern building codes. To achieve higher fire ratings, the industry has shifted toward modified chemistry and non-combustible cores.
Polyisocyanurate (PIR) foam modifies the standard polyurethane formula, significantly increasing the char yield when exposed to flame. This char layer acts as a physical barrier, slowing the spread of fire and drastically reducing smoke emission compared to standard foams. For environments requiring absolute non-combustibility, manufacturers rely entirely on mineral-based cores.
- PIR cores: Provide a balance of high thermal insulation and improved fire performance, suitable for most industrial applications.
- Rockwool cores: Deliver non-combustible fire protection for high-risk areas, capable of withstanding extreme temperatures without producing toxic fumes.
In our production facility, we formulate PIR core panels to achieve strict fire classification standards without compromising the thermal resistance required for temperature-sensitive environments. We also manufacture specialized panels using dense Rockwool cores for applications where local fire codes demand zero flame spread, ensuring global compliance for our B2B partners.
Selecting PUF Panels for Target Applications
Selecting PUF panels without engineering the thickness to your specific operating temperature is the fastest way to burn capital on either energy waste or unnecessary over-specification.
Matching Panel Thickness to Application Requirements
Panel thickness is not a “thicker is better” equation. It is a calculated balance between the internal operating temperature, the ambient climate, and the acceptable payback period for insulation investment. Specifying a 75 mm panel for a -20 °C freezer in a hot climate guarantees the compressor runs continuously, while installing 150 mm panels in a +5 °C produce room ties up capital in thermal capacity you will never utilize.
The industry uses thermal resistance (R-value) as the primary selection metric. A 125 mm PUF panel delivers an R-value of approximately 5.7 m²·K/W, while a 75 mm panel achieves roughly 3.4 m²·K/W. That numerical gap represents a measurable, continuous difference in heat gain that your refrigeration system must counter for the entire service life of the facility. Over a 15-year operational timeline, the energy penalty of under-specifying by even 25 mm can exceed the original cost of the panels themselves.
Practical thickness mapping generally follows the operating temperature zone:
- +2 °C to +10 °C (Cold Rooms): 60–80 mm panels are typically sufficient for standard ambient conditions.
- -5 °C to +2 °C (Chill Storage): 80–100 mm panels provide the necessary thermal barrier for consistent temperature holding.
- -20 °C to -5 °C (Frozen Storage): 100–150 mm panels are the standard specification to minimize heat ingress through the envelope.
- -40 °C to -20 °C (Deep Freeze): 150–200 mm panels are essential to handle extreme temperature differentials of 60–70 °C between interior and exterior.
These are baseline ranges. High-ambient environments, high-humidity locations, or facilities with frequent door openings require upward adjustments within these ranges. In our engineering work at Rax Panel, we review the specific thermal load profile of each project before finalizing the specification, because a standard thickness chart cannot account for the operational realities of a busy distribution warehouse versus a static storage facility.
Evaluating Supplier Quality and Manufacturing Consistency
The single most deceptive quality variable in PUF panels is foam density. Panels produced with foam density below 36 kg/m³ contain air pockets and uneven cell structures that create internal thermal bridges. These defects are invisible to the naked eye once the panel is assembled, but they manifest within 3–5 years as sagging cores, localized condensation, and escalating energy consumption. The initial savings from cheaper, low-density panels are negligible compared to the premature replacement costs.
Manufacturing process consistency is equally critical. Continuous production lines maintain uniform foam distribution, consistent skin adhesion, and predictable dimensional tolerances across the entire panel run. Batch-pour or discontinuous processes are more susceptible to voids, uneven density, and weak bonding at the skin-to-core interface. When evaluating a supplier, the production method is a stronger quality indicator than any sales brochure claim.
A rigorous supplier evaluation should focus on verifiable indicators:
- Production Capability: Does the manufacturer operate a continuous production line with documented daily output? Consistent volume capacity indicates process stability and investment in modern equipment.
- Density Verification: Request third-party test reports confirming foam density meets or exceeds 36 kg/m³. Internal lab data is acceptable if the manufacturer has calibrated testing equipment on-site.
- Certifications: Verify compliance with relevant standards such as ISO and any regional requirements like IS 14925. Non-compliant panels risk insurance rejection and regulatory failure during audits.
- Joint System Engineering: For cold storage applications, evaluate whether the supplier offers cam-lock joint systems designed to eliminate thermal bridging at panel connections, rather than standard tongue-and-groove profiles.
- Customization Track Record: Assess whether the supplier has engineering staff capable of adjusting core formulations, skin materials, and joint details to match specific project parameters.
Our production line at Rax Panel exceeds 1,700 square meters of daily output, and every production run undergoes density and adhesion testing before shipping. We have found that the most reliable indicator of long-term panel performance is not the initial specification sheet, but the manufacturer’s willingness to provide test data, accommodate third-party inspection, and stand behind the material with technical support after delivery. Suppliers who resist transparency on density, process, or certification details are signaling exactly what you will receive.
Conclusion
PUF panels deliver the best cost-to-insulation ratio for cold storage operating between -40°C and 5°C. PIR cores make sense when fire resistance tops your priority list — pharmaceutical clean rooms benefit from that trade-off. Rockwool handles extreme fire but adds 40% more structural weight. For freezer rooms, PUF with cam-lock joints and density above 38 kg/m³ eliminates thermal bridging at the seams. Below 36 kg/m³, air pockets destroy insulation within five years.
Getting thickness wrong costs more than the panels themselves. Undersized panels force compressors to work 30% harder, shortening equipment lifespan across your entire cold chain. Our engineering team at Rax Panel reviews your operating temperatures and wall orientations before recommending thickness configurations. With 15 years of manufacturing data across projects in 50 countries, we flag compatibility issues before you commit capital. Share your project dimensions for a technical assessment with our engineers.
Frequently Asked Questions
What are PUF sandwich panels made of?
They consist of a high-performance polyurethane foam (PUF) core securely sandwiched between two rigid outer layers. These facing materials commonly include steel, aluminum, fiberglass, or advanced composite sheets. This robust layered construction provides exceptional structural strength while remaining incredibly lightweight.
Are PUF sandwich panels environmentally friendly?
Yes, these panels significantly lower carbon emissions due to their superior energy efficiency and thermal retention properties. Their lightweight structure also drastically reduces fuel consumption during global transportation and daily installation. Raxpanel is committed to advancing eco-friendly material technologies to support sustainable construction worldwide.
Can PUF panels be custom engineered?
Absolutely, Raxpanel provides deep customization capabilities tailored to your specific project requirements. Our experienced engineers conduct rigorous experimental testing to develop custom composite materials that meet stringent data standards. We offer a rich variety of core materials and skins to ensure cost-effective and precise solutions.
What is the standard production lead time?
Thanks to Raxpanel’s state-of-the-art production line capable of producing over 1,700 square meters daily, we ensure highly scalable and efficient manufacturing. Standard production lead times typically range from 15 to 25 days depending on order volume and customization complexity. This robust capability guarantees consistent quality and timely delivery for global B2B clients.
What is the sample policy for PUF panels?
Raxpanel gladly provides material samples so B2B clients can verify our superior composite quality firsthand. Standard material samples are typically provided free of charge, though the buyer generally covers the international courier or express shipping costs. Please contact our international sales team to arrange your customized sample dispatch.