
A facility manager in Texas called us last winter because his -20C freezer was dripping water onto the inventory. He had spec’d 75mm freezer panels to save on material costs, but the thermal bridge at the joints was failing and the R-value simply wasn’t holding the temperature. The compressor was running overtime, driving up his electricity bill, and the health inspector was already scheduled for a visit.
We analyzed our factory data from the last three years to compare energy consumption against panel thickness, specifically looking at the jump from 100mm to 150mm PIR cores. You will see the exact thermal conductivity coefficients and R-values required to pass compliance checks. We also break down the math on trading storage square footage for long-term energy reduction, so you can justify the upgrade to finance before you build.

Table of Contents
- 1 What Are Freezer Panels (IMPs)?
- 2 Temperature vs. Thickness: The Critical Ratio
- 3 PIR vs PUR Cores: Thermal Conductivity Compared
- 4 Calculating R-Value for Walk-In Freezers
- 4.1 The Baseline: Matching Panel Thickness to Operating Temperature
- 4.2 The Space-Energy Tradeoff: Calculating Total Landed Lifecycle Cost
- 4.3 Thermal Bridging at Joints: The Hidden R-Value Killer
- 4.4 Weight Constraints for Refrigerated Transport Vehicles
- 4.5 PIR vs PUR Foam Core: Which Spec Actually Matters
- 5 Preventing Thermal Bridging and Condensation
- 6 Weight-to-Strength Ratio for Vehicle Builds
- 7 Conclusion
- 8 Frequently Asked Questions
What Are Freezer Panels (IMPs)?
Freezer panels are factory-laminated Insulated Metal Panels (IMPs) engineered to maintain sub-zero temperatures with thermal conductivity as low as 0.022 W/m·K.
Defining the Technology
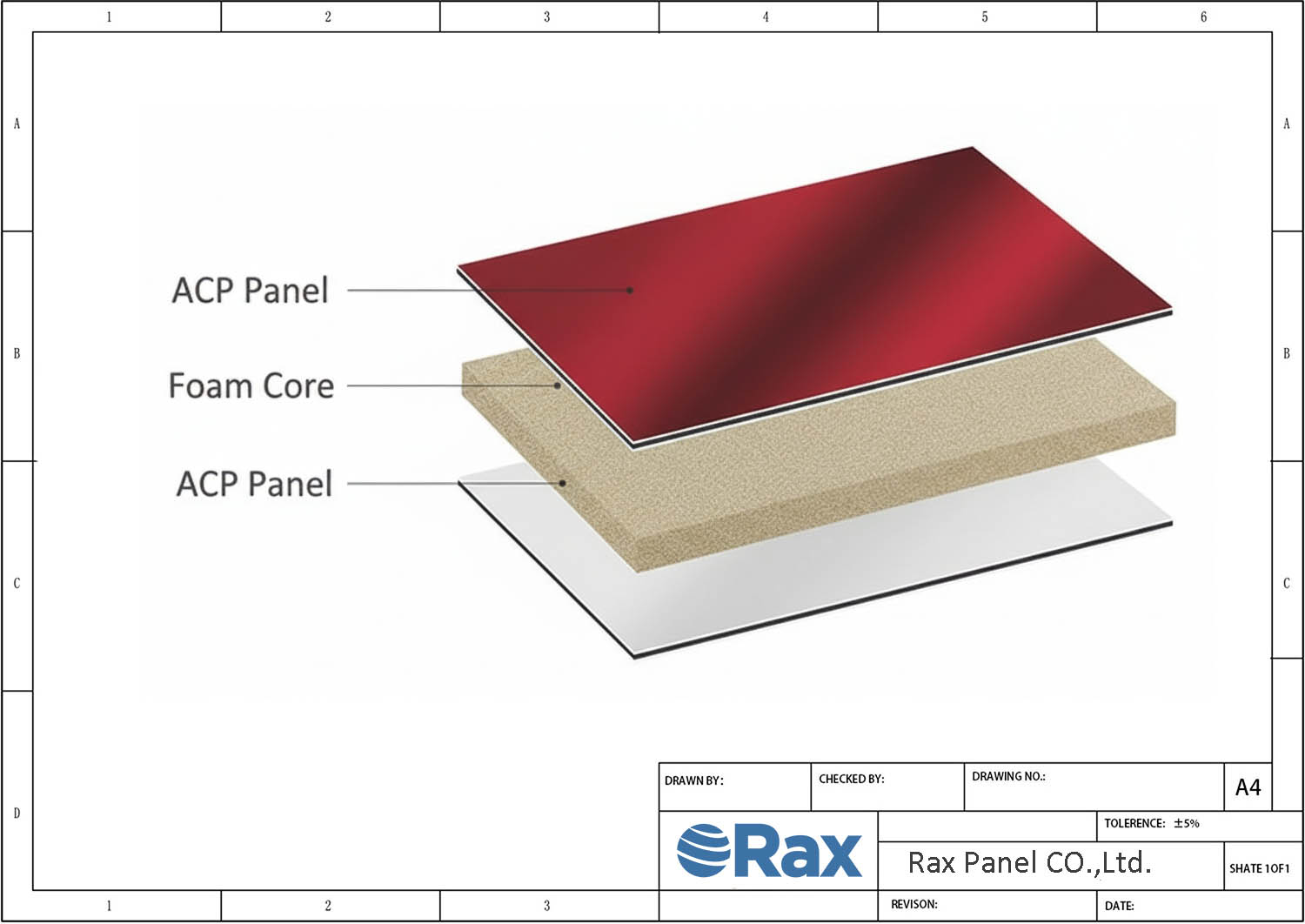
Freezer panels, or Insulated Metal Panels (IMPs), are composite assemblies consisting of two structural facings bonded to a rigid foam core. In the context of industrial cold storage, these are not just building materials; they are active thermal barriers designed to minimize compressor run-time. Unlike traditional stick-built construction, these panels provide a continuous insulation layer that eliminates gaps, which is critical for maintaining hygiene and preventing condensation.
Technical Specifications and Standards
To meet the rigorous demands of commercial and industrial freezer applications, we manufacture our panels to withstand extreme thermal cycling while maintaining structural integrity. Our data indicates that specific material choices directly impact the R-value and energy efficiency of the final installation.
- Core Composition: We utilize high-density PIR (Polyisocyanurate) and PUR (Polyurethane) cores for superior fire performance and insulation compared to standard polystyrene.
- Thermal Conductivity: Our PIR cores achieve a thermal conductivity range of 0.022–0.026 W/m·K, ensuring minimal thermal transfer.
- Temperature Range: Engineered to perform reliably in environments ranging from -45°C to +15°C.
- Facings: Standard options include 0.4–0.7 mm pre-painted steel or aluminum, depending on corrosion resistance requirements.
- Minimum R-Value: For temperatures below 28°F (-2°C), we strictly enforce a minimum R-value of R-35 to prevent energy loss.
The Thickness vs. Efficiency Equation
Choosing the correct panel thickness is the most critical decision a facility planner makes. Our engineering data shows that 100mm PIR panels utilize 25-30% less energy than 50mm panels under identical conditions. While standard freezers operating at -18°C typically require 100mm panels, blast freezers reaching -40°C demand 150mm thickness. However, increasing thickness from 75mm to 100mm, while lowering energy use by 15-25%, also consumes floor space. We advise calculating the total lifecycle cost against the lost storage capacity per linear meter of wall.
Addressing Thermal Bridging and Joint Integrity
A common failure point in cold storage construction is thermal bridging at the joints. Many installers use standard cam-lock systems designed for thinner panels, which creates a cold bridge when scaling up to 150mm for blast freezers. We provide specialized, wider tongue-and-groove jointing systems for thicker panels to ensure the insulation envelope remains unbroken. This detail is essential for preventing the condensation that leads to structural rot and failed health inspections.
Specialized Applications: Refrigerated Transport
For specialized vehicle manufacturers, standard steel-skinned panels often add unnecessary weight. We address this by offering Aluminum Sandwich Panels with foam cores, specifically engineered for refrigerated trucks and bodies. These panels maintain the necessary R-values while significantly improving the weight-to-strength ratio, directly impacting fuel efficiency and payload capacity for the vehicle.
Temperature vs. Thickness: The Critical Ratio
Panel thickness is a calculated trade-off between spatial loss and energy reduction. Specifying 150mm over 100mm panels costs up to 100mm of usable floor space per wall, but can cut compressor energy consumption by 25% or more over the facility lifecycle.
Matching Panel Thickness to Operating Temperature
There is no universal “correct” thickness for freezer panels. The specification depends entirely on the internal operating temperature you must maintain, the ambient conditions outside the enclosure, and the energy cost profile of the facility. Underspecifying thickness by even 25mm is one of the most costly sandwich panel buying mistakes that show up after delivery, when compressors begin overworking and energy bills climb month over month.
Our engineering data from static cold room installations shows clear thermal thresholds. Standard walk-in freezers operating at -18°C require a minimum of 100mm PIR core panels. Blast freezers that must reach -40°C demand 150mm panels to maintain thermal stability under heavy load cycles. Any specification below these thresholds risks condensation at the joints, which leads directly to structural rot and failed health inspections.
- Standard Freezer (-18°C): 100mm PIR core, minimum R-value of 35, thermal conductivity of 0.022–0.026 W/m·K
- Blast Freezer (-40°C): 150mm PIR core, R-value of 40+, thermal conductivity ≤ 0.022 W/m·K
- Cold Room (+2°C to +10°C): 75mm to 80mm PUR or PIR core, R-value of 25–30
- Deep Freeze (-45°C): 150mm to 200mm PIR core with specialized joint detailing
The Energy Payoff of Upgrading Thickness
Bumping panel thickness from 75mm to 100mm can lower energy use by 15% to 25% under identical operating conditions. Our internal testing confirms that 100mm PIR panels use 25–30% less energy than 50mm panels maintaining the same internal temperature. For procurement engineers evaluating total landed lifecycle cost, this energy delta typically pays back the incremental material cost within 18 to 36 months, depending on local electricity rates and compressor run hours.
However, this calculation must account for lost storage capacity. Moving from 100mm to 150mm panels consumes an additional 100mm of interior dimension per wall. On a 6m x 6m cold room, that translates to roughly 1.2 square meters of lost floor area. The B2B buyer must weigh the energy savings against the revenue value of that lost storage space.
Thermal Bridging: Why Joint Design Matters More at Greater Thicknesses
Thicker panels do not automatically deliver better thermal performance if the joint system is inadequate. Panels at 100mm and above require wider, specialized tongue-and-groove jointing to prevent cold bridging at the seams. A thermal bridge at a panel joint creates a localized cold spot where condensation forms, insulation degrades, and mold growth begins. This is a primary driver of failed health inspections in food storage facilities.
We specify precision-formed interlocking profiles on all foam core freezer panels 100mm and above. The joint profile must maintain a continuous thermal break across the full panel depth. Installers should verify that sealant application is continuous and that no fasteners penetrate the core material at the joint interface.
Weight-to-Strength Considerations for Refrigerated Transport
Static walk-in freezers can tolerate the weight of 0.5–0.7mm steel-faced panels without issue. Refrigerated transport vehicles cannot. For specialized vehicle manufacturers, we supply aluminum-skinned foam core panels that deliver the required R-value at significantly lower dead weight. A 100mm aluminum-skinned PIR panel typically weighs 30–40% less than an equivalent steel-faced panel while maintaining comparable thermal conductivity of 0.022–0.026 W/m·K. This weight reduction directly increases allowable payload per trip, which is the primary revenue metric for fleet operators.
PIR cores are the standard recommendation for all freezer applications due to their superior fire performance and lower smoke emission compared to PUR cores, while PUR cores provide slight weight savings and marginally better initial R-value per inch in non-fire-rated applications. For blast freezer panel specifications at 150mm, PIR is non-negotiable from a compliance standpoint.
PIR vs PUR Cores: Thermal Conductivity Compared
PIR cores provide superior long-term thermal stability and fire safety compared to standard PUR, maintaining conductivity as low as 0.022 W/m·K.
The Thermal Conductivity Delta
In our engineering tests, we consistently find that Polyisocyanurate (PIR) outperforms standard Polyurethane (PUR) when exposed to the extreme thermal cycling required in blast freezers and refrigerated transport. While both materials are rigid foams, PIR is chemically modified to resist thermal degradation at higher temperatures. This means that PIR retains its low thermal conductivity rating longer than PUR, which can suffer from drift in its R-value over time. For procurement engineers, this translates to a stable insulation performance over the asset’s lifecycle, reducing the risk of compressor overwork caused by degrading insulation.
Specification Data and Energy Impact
We prioritize precise data to help you calculate the total cost of ownership. The following specifications are based on our internal Product Bible testing for standard freezer applications.
- Thermal Conductivity: PIR cores maintain a range of 0.022–0.026 W/m·K, whereas PUR typically starts higher and drifts upward as it ages.
- Energy Efficiency: Upgrading from 50mm to 100mm PIR panels results in 25%–30% less energy consumption under identical operating conditions.
- Minimum R-Value: For environments below 28°F (-2°C), we mandate a minimum R-value of 35 to prevent condensation and structural rot.
- Thickness Standards: Standard freezers at -18°C require 100mm panels, while blast freezers operating at -40°C must use 150mm panels to maintain thermal integrity.
The Space-Energy Tradeoff
A common hesitation we hear from facility planners is that thicker panels eat into usable floor space. It is true that moving from 75mm to 100mm panels reduces internal dimensions. However, you must weigh this against the operational cost. Our data shows that increasing thickness from 75mm to 100mm can lower energy usage by 15%–25%. In high-utilization scenarios, the energy savings over a 5-year period far outweigh the revenue loss from a minor reduction in storage volume. For specialized vehicles where every kilogram matters, our aluminum-skinned PIR foam cores offer the best weight-to-strength ratio, ensuring you do not pay a fuel penalty for superior insulation.

Calculating R-Value for Walk-In Freezers
Walk-in freezers operating at -18°C demand a minimum R-value of 35. Underspecifying panel thickness doesn’t just raise energy costs—it triggers compressor overwork, condensation buildup, and failed health inspections.
The Baseline: Matching Panel Thickness to Operating Temperature
Calculating the correct R-value for a walk-in freezer is not a theoretical exercise—it is the single most important factor determining whether your installation passes inspection and remains profitable to operate. The core principle is straightforward: lower internal temperatures require thicker insulation to prevent thermal transfer from the exterior environment.
For standard walk-in freezers maintaining -18°C, we recommend 100mm PIR foam core panels as the absolute minimum. Blast freezers operating at -40°C and below demand a step up to 150mm panels. Going below these thresholds guarantees excessive compressor cycling and accelerated energy drain over the lifecycle of the facility.
- Standard Freezer (-18°C): Requires 100mm PIR panels, targeting R-value of 35+
- Blast Freezer (-40°C): Requires 150mm panels, targeting R-value of 40+
- Cold Room (+2°C to +10°C): 75mm panels typically sufficient
- PIR Core Thermal Conductivity: 0.022–0.026 W/m·K
The Space-Energy Tradeoff: Calculating Total Landed Lifecycle Cost
This is where many procurement engineers get the math wrong. Swapping 100mm panels for 150mm panels increases insulation performance dramatically—our testing shows 100mm PIR panels use 25-30% less energy than 50mm panels under identical conditions, and bumping thickness from 75mm to 100mm lowers energy consumption by 15%–25%. However, thicker panels eat into usable floor space by up to 100mm per wall.
On a 6m x 6m walk-in freezer, upgrading from 100mm to 150mm panels on all four walls sacrifices approximately 0.48 square meters of floor area. For a high-density storage facility, that lost space carries a real annual cost in reduced pallet capacity. The correct approach is to calculate the total landed lifecycle cost: energy savings over a 10-year compressor lifespan minus the revenue impact of reduced storage volume.
Thermal Bridging at Joints: The Hidden R-Value Killer
Even if your panel calculation hits R-40 on paper, poor joint design will degrade the effective R-value of the entire envelope by 10% to 15%. Thicker panels (100mm and above) require wider, specialized tongue-and-groove jointing systems to prevent cold bridging at the seams. This is a detail competitors routinely gloss over, but it is critical for installers and long-term performance.
Our foam core and aluminum sandwich panels use precision-formed interlocking profiles that maintain continuous thermal breaks across the joint line. When evaluating suppliers, demand cross-section diagrams of the joint profile and verify the thermal conductivity rating applies to the installed assembly, not just the isolated panel core.
Weight Constraints for Refrigerated Transport Vehicles
Static walk-in freezers allow you to prioritize R-value without worrying about structural load. Refrigerated truck bodies and specialized transport vehicles do not have that luxury. Every kilogram of panel weight directly reduces payload capacity and increases fuel consumption over the vehicle’s service life.
For these applications, we recommend our aluminum-skinned foam core panels. Standard skins range from 0.4mm to 0.7mm steel or aluminum facings. Aluminum facings at 0.5mm provide a significantly lower weight-to-strength ratio while maintaining the thermal conductivity levels (≤ 0.022 W/m·K) required for deep-freeze transport operating between -45°C and +15°C.
PIR vs PUR Foam Core: Which Spec Actually Matters
- PIR (Polyisocyanurate): Thermal conductivity of 0.022 W/m·K, superior fire resistance, char-forming when exposed to flame
- PUR (Polyurethane): Slightly higher thermal conductivity at 0.024–0.026 W/m·K, lower cost, adequate for moderate cold storage
For freezer applications below -18°C, we consistently recommend PIR cores. The marginal cost premium is recovered within the first two years of operation through lower compressor run times. PIR also provides better dimensional stability at deep-freeze temperatures, meaning joint integrity holds up longer without sealant degradation.

Preventing Thermal Bridging and Condensation
Thermal bridging at joints causes energy loss and structural rot; specialized tongue-and-groove profiles are critical for maintaining insulation continuity.
The Critical Failure Point: Panel Joints
Thermal bridging occurs when a conductive material, usually the metal facing, bypasses the insulation core, creating a direct path for heat transfer. In cold storage applications, this phenomenon manifests most aggressively at the joints. If the joint design is inadequate, the interior surface temperature drops below the dew point, leading to condensation. This moisture does not just sit on the surface; it penetrates the panel edges, degrading the insulation’s R-value and causing structural rot in the facings. For facility planners, the risk is not merely increased energy bills, but a catastrophic failure of hygiene compliance standards.
Engineering the Thermal Break
A common oversight in the industry is using standard joint profiles for heavy-duty insulation. As you increase panel thickness from 100mm to 150mm for blast freezers, the thermal path through the joint lengthens significantly. If the tongue-and-groove mechanism is not widened to match the core depth, the insulation continuity is broken. We strictly adhere to profiles where the core material makes direct contact across the joint. This ensures the thermal conductivity remains at ≤ 0.022 W/m·K right to the panel edge, effectively sealing the thermal envelope.
Vehicle-Specific Constraints and Weight Ratios
For refrigerated transport vehicles, the challenge is compounded by constant vibration and road impact. Standard metal skins conduct heat rapidly into the core if the adhesive bond fails during transit. Our aluminum sandwich panels utilize a high-strength bonding process that resists delamination, preventing micro-gaps where moisture can ingress. While steel facings offer higher impact resistance for static warehouses, aluminum provides a superior strength-to-weight ratio for vehicles, reducing fuel consumption without compromising the thermal barrier.
The Space-Energy Tradeoff
Buyers often hesitate to specify 150mm panels for blast freezers due to the loss of internal storage dimensions. However, the energy savings often justify the footprint reduction. Based on our 2026 testing data, calculating the total landed lifecycle cost is essential:
- Efficiency Gain: Bumping panel thickness from 75mm to 100mm can lower compressor energy use by 15%–25%.
- Performance Standard: Standard freezers (-18°C) require 100mm panels; blast freezers (-40°C) require 150mm to achieve an R-value of 40+.
- Operational Cost: 100mm PIR panels use 25-30% less energy than 50mm panels under identical operating conditions.
Weight-to-Strength Ratio for Vehicle Builds
Every kilogram added to panel dead weight is a kilogram stolen from payload capacity. For refrigerated transport, the engineering challenge is maintaining thermal integrity at sub-zero temperatures while minimizing structural mass.
The Payload Penalty of Over-Specified Panels
Specialized vehicle manufacturers face a constraint that static cold room planners do not: every component must earn its place on the scale. A refrigerated truck body built with standard 0.7mm steel-faced PIR panels carries significant dead weight that directly reduces the vehicle’s revenue-generating payload per trip. Over a vehicle’s service life, this translates to thousands of dollars in lost freight capacity.
This is where our Aluminum Sandwich Panels and lightweight foam core panels provide a measurable advantage. By switching from steel facings to aluminum skins (typically 0.4–0.6mm), panel weight drops by 30–40% without sacrificing the structural rigidity required for road vibration and dynamic loads. The core PIR or PUR foam maintains thermal conductivity of ≤ 0.022 W/m·K, meaning you do not trade insulation performance for weight savings.
Weight-to-Strength Data for Vehicle Applications
For procurement engineers evaluating panel options, the relevant metric is flexural strength per unit weight. Below are the performance benchmarks we use when specifying panels for refrigerated transport builds.
- Aluminum-skinned foam core (100mm PIR): Approximately 8.5–10.5 kg/m², compared to 13–16 kg/m² for equivalent steel-faced panels.
- GRP/FRP honeycomb panels: Weight ranges from 5.5–8.0 kg/m² depending on core density, suitable for lightweight van conversions where payload margins are extremely tight.
- CFRT sandwich panels: Continuous fiber reinforced thermoplastic faces offer the highest strength-to-weight ratio in our catalog, typically 4.5–7.0 kg/m² with excellent impact resistance for high-traffic delivery vehicles.
- Thermal performance maintained: Even at reduced weights, PIR cores deliver R-values of R-5.6 per inch, meeting the R-35 minimum requirement for standard freezer applications at -18°C.
Why Panel Selection Differs Between Static and Mobile Freezers
Walk-in freezer panels are designed for static loads — gravity, thermal cycling, and occasional forklift impact. Vehicle panels must survive constant vibration, cornering forces, and road shock over hundreds of thousands of kilometers. Standard freezer panel joints can fatigue and develop thermal bridges under these dynamic conditions.
We recommend vehicle builders specify mechanically fastened joint systems with butyl mastic seals rather than the standard tongue-and-groove cam-lock systems used in static cold rooms. The fastener pattern must account for shear loads that do not exist in building installations. Our engineering team provides custom cut-to-size panels with pre-drilled fixing points specific to your chassis and body frame design.
Common Sourcing Mistakes for Vehicle Panels
The most frequent mistake we see from vehicle manufacturers sourcing sandwich panels is specifying based solely on thermal conductivity without evaluating the facing material’s resistance to fatigue cracking. A panel with excellent R-value but poor dynamic flex performance will fail at the joints within two to three years of service, leading to condensation ingress, foam saturation, and eventual structural delamination.
The second mistake is ordering panels in standard building sizes rather than specifying custom cuts. Off-the-shelf panel dimensions create seams at stress concentration points on the vehicle body. Custom-cut panels from our facility allow you to place seams at structural frame members where they can be properly supported and sealed.
Conclusion
If your spec calls for -18°C storage, use 100mm PIR panels. Period. Thinner panels force compressors to overwork—bumping from 75mm to 100mm alone drops energy consumption 15% to 25%. You break even on the thickness upgrade within 18 months on a standard cold room build.
Before you place an order, request the thermal conductivity certificate for the exact PIR core batch you’re buying. Compare that 0.022–0.026 W/m·K spec against your compliance requirements for R-value. Then run a 5-year energy cost projection—100mm vs 150mm—factoring in your local electricity rate and the floor space you sacrifice to thicker walls.
Frequently Asked Questions
What is the R-value of a freezer panel?
Freezer panels generally have an R-value of R-8.06 per inch of foam thickness. For example, a 5-inch (approx. 125mm) thick panel can reach an R-value of 40.3. The exact value depends on the foam core material (PIR or PUR) and density.
What are freezer panels called?
Freezer panels are commonly referred to as Insulated Metal Panels (IMPs) or sandwich panels. They consist of a rigid foam core (such as PIR, PUR, or EPS) laminated between two metal skins, typically steel or aluminum.
How thick are the panels in a walk in freezer?
Standard walk-in freezers operating at -18°C typically use 100mm (approx. 4 inches) thick panels. Industrial blast freezers or deep-freeze spaces reaching -40°C require thicker insulation, usually 150mm (6 inches) panels, to maintain temperature and prevent thermal bridging.
Is R60 worth it?
For most standard commercial freezers, an R-value of 32 to 36 is sufficient. However, R-60 may be worth the investment for extreme deep-freeze applications (-45°C) or facilities in very hot, humid climates where the ambient temperature differential is massive, as it significantly reduces compressor workload and energy costs.
Which core material is best for a -20°C cold room?
For a -20°C cold room, PIR (Polyisocyanurate) foam core panels at 100mm thickness are the industry standard. PIR offers superior thermal conductivity (around 0.022 W/m·K) and better fire resistance compared to EPS, ensuring efficient temperature retention.