
A refrigerated truck builder in Indiana scrapped 47 panels last March because the imp panel thermal readings came in 22% below spec during their validation test. The supplier had switched foam blowing agents without telling anyone. That one substitution cost them $84,000 in wasted material and a 6-week production delay. I’ve seen this happen four times in the last two years — engineers specifying panels based on datasheet R-values that don’t hold up in actual testing.
We ran ASTM C518 tests on our own panels across PIR, PUR, and phenolic cores — 2-inch through 6-inch, both steel and aluminum faces. The results surprised even us. This article lays out the raw numbers: R-value per inch, lambda in W/m·K, and weight per square foot at each thickness. No spin. Just the data you need to run your thermal models and pass validation the first time.

Table of Contents
- 1 What Defines IMP Panel Thermal Performance
- 2 R-Value Data by Panel Thickness and Core Type
- 3 Thermal Conductivity (K-Value) Comparison Table
- 4 IMP Weight per Square Foot by Thickness
- 5 Foam Core vs. Honeycomb: Thermal Trade-Offs
- 6 Thermal Bridging at Panel Joints
- 7 Cold Room and Controlled Environment Calculations
- 8 Selecting the Right IMP for Vehicle Applications
- 9 Conclusion
- 10 Frequently Asked Questions
- 10.1 What is the R-value of a 2 insulated metal panel?
- 10.2 What is the R-value of a 3 insulated metal panel?
- 10.3 What is the weight per square foot of an insulated metal panel?
- 10.4 How does foam core compare to honeycomb core for thermal insulation?
- 10.5 What test standard is used for IMP thermal performance data?
What Defines IMP Panel Thermal Performance
IMP thermal performance comes down to three interrelated metrics: R-value (thermal resistance), K-value/lambda (thermal conductivity), and U-value (overall heat transmission). All three are quantified via ASTM C518 steady-state heat flow apparatus testing.
R-Value, K-Value/Lambda, and U-Value: The Three Core Metrics
R-value measures a panel’s resistance to heat flow — higher numbers mean better insulation. K-value (also called lambda or thermal conductivity) is the inverse concept: it measures how readily heat passes through a material, so lower is better. U-value accounts for the entire assembly — core, facers, and joints — representing total heat transmission per unit area. Engineers spec’ing insulated metal panels for vehicle builds or cold chain enclosures need all three to model real-world thermal envelopes accurately.
We test per ASTM C518, which uses a steady-state heat flow method to generate repeatable conductivity data at a defined mean temperature of 24°C (75°F). This is the industry-standard baseline — any thermal claim not tied to ASTM C518 or equivalent ISO 8301 testing should be treated as unverifiable.
Thermal resistance varies significantly by core chemistry. Here is where it matters for material selection: PIR foam cores deliver R-6.5 to R-8.0 per inch, while PUR foam cores deliver R-6.0 to R-7.2 per inch. Phenolic cores sit higher at R-7.0 to R-8.5 per inch but come with cost and moisture-sensitivity tradeoffs. Mineral wool achieves only R-3.0 to R-4.0 per inch, and honeycomb structures range from R-1.0 to R-3.0 per inch depending on cell geometry and whether any fill material is present.
The blowing agent chemistry drives the conductivity floor. Modern HFO (hydrofluoroolefin) blowing agents in closed-cell foams reduce thermal conductivity to 0.020–0.022 W/m·K, compared to 0.026–0.028 W/m·K for legacy HFC-blown foams. That difference compounds across an entire vehicle envelope or building facade over a 20-year service life.
Why LTTR Matters for Lifecycle Specification
LTTR stands for Long-Term Thermal Resistance. It accounts for the gradual increase in thermal conductivity that occurs in closed-cell foam insulation as the high-performance blowing agent slowly diffuses out and ambient air diffuses in. This is not a theoretical risk — it is a measured, predictable physical process that every foam-core IMP undergoes.
The industry standard, per ASTM C1303, tests foam aging over extended periods and extrapolates to a 5-year or 10-year thermal resistance value. When we publish an R-value for our PIR-core foam panels, the responsible number to spec into your thermal model is the LTTR, not the day-one freshly manufactured R-value. The difference can be 5–15% depending on foam thickness, facer permeability, and blowing agent type.
This distinction hits specialized vehicle OEMs particularly hard. A refrigerated truck body designed using initial R-values may pass thermal validation on day one but drift out of compliance over its operational life. Fuel efficiency targets, compressor run-time ratios, and cold chain temperature deltas all degrade as the foam ages. Specifying to LTTR ensures your thermal retention delta between exterior and interior holds for the vehicle’s warranty period and beyond.
HFO-blown foams narrow this gap considerably. Because HFO molecules are larger and diffuse more slowly than legacy HFC molecules, the LTTR-to-initial R-value ratio stays tighter over time. This is one of the strongest technical arguments for specifying HFO-blown PIR cores in any application where lifecycle thermal performance is a contractual or regulatory requirement.

R-Value Data by Panel Thickness and Core Type
Closed-cell foam cores (PIR, PUR, Phenolic) deliver R-6.0 to R-8.5 per inch — roughly double the thermal resistance of mineral wool and triple that of honeycomb cores.
R-Value Per Inch by Core Material (ASTM C518 at 24°C / 75°F)
All R-value data below is measured under steady-state thermal transmission conditions per ASTM C518 at a mean temperature of 24°C (75°F). This is the industry-standard test condition for reporting insulated metal panel thermal performance. Lambda values (thermal conductivity) are expressed in W/m·K.
- Phenolic Foam: R-7.0 to R-8.5 per inch (λ 0.018–0.022 W/m·K) — highest thermal resistance among commercial IMP cores
- PIR (Polyisocyanurate): R-6.5 to R-8.0 per inch (λ 0.020–0.024 W/m·K) — standard for refrigerated vehicle and cold room applications
- PUR (Polyurethane): R-6.0 to R-7.2 per inch (λ 0.022–0.026 W/m·K) — legacy HCFC-blown variants sit at the lower end
- Mineral Wool: R-3.0 to R-4.0 per inch (λ 0.034–0.038 W/m·K) — specified primarily for fire-rated assemblies, not thermal optimization
- Honeycomb (FRP/Aluminum): R-1.0 to R-3.0 per inch (λ 0.050–0.080 W/m·K) — structural lightweight panels where thermal resistance is secondary to stiffness and weight
Total R-Value by Panel Thickness (2-Inch to 6-Inch)
Engineers selecting panels for vehicle builds or cold chain enclosures need total R-values at specific thicknesses. The following data is calculated from the per-inch ranges above, validated against our internal thermal testing at RAX Panel’s manufacturing facility.
2-Inch (50mm) Panels
- Phenolic Foam: R-14.0 to R-17.0
- PIR: R-13.0 to R-16.0
- PUR: R-12.0 to R-14.4
- Mineral Wool: R-6.0 to R-8.0
- Honeycomb (FRP/Aluminum): R-2.0 to R-6.0
3-Inch (75mm) Panels
- Phenolic Foam: R-21.0 to R-25.5
- PIR: R-19.5 to R-24.0 — a 3-inch PIR-core panel delivers approximately R-21.6 at mid-range, direct answer to top PAA queries
- PUR: R-18.0 to R-21.6
- Mineral Wool: R-9.0 to R-12.0
- Honeycomb (FRP/Aluminum): R-3.0 to R-9.0
4-Inch (100mm) Panels
- Phenolic Foam: R-28.0 to R-34.0
- PIR: R-26.0 to R-32.0
- PUR: R-24.0 to R-28.8
- Mineral Wool: R-12.0 to R-16.0
- Honeycomb (FRP/Aluminum): R-4.0 to R-12.0
5-Inch (125mm) Panels
- Phenolic Foam: R-35.0 to R-42.5
- PIR: R-32.5 to R-40.0
- PUR: R-30.0 to R-36.0
- Mineral Wool: R-15.0 to R-20.0
- Honeycomb (FRP/Aluminum): R-5.0 to R-15.0
6-Inch (150mm) Panels
- Phenolic Foam: R-42.0 to R-51.0
- PIR: R-39.0 to R-48.0
- PUR: R-36.0 to R-43.2
- Mineral Wool: R-18.0 to R-24.0
- Honeycomb (FRP/Aluminum): R-6.0 to R-18.0
Test Condition Notes and Blowing Agent Impact
Modern HFO (hydrofluoroolefin) blowing agents in closed-cell PIR and PUR foams reduce thermal conductivity to 0.020–0.022 W/m·K, compared to 0.026–0.028 W/m·K for legacy HFC-blown foams. If your thermal model uses data sheets older than 2019, recalculate using updated lambda values — the difference can shift a 4-inch PIR panel from R-26 to R-32. All data above reflects HFO-blown foam performance.
For vehicle OEMs balancing thermal retention against dead weight: aluminum-faced foam core panels at 3-inch thickness weigh approximately 2.8–3.3 lbs/sq ft, versus 4.0–4.6 lbs/sq ft for equivalent steel-faced panels. That 30–40% weight reduction directly impacts fuel efficiency targets without sacrificing R-value.
| Core Material | R-Value per Inch | 2″ Panel Total R-Value | 3″ Panel Total R-Value | 6″ Panel Total R-Value |
|---|---|---|---|---|
| PIR Foam (HFO-blown) | 6.5–8.0 | 13.0–16.0 | 19.5–24.0 | 39.0–48.0 |
| PUR Foam | 6.0–7.2 | 12.0–14.4 | 18.0–21.6 | 36.0–43.2 |
| Phenolic Foam | 7.0–8.5 | 14.0–17.0 | 21.0–25.5 | 42.0–51.0 |
| Mineral Wool | 3.0–4.0 | 6.0–8.0 | 9.0–12.0 | 18.0–24.0 |
| FRP/GRP Honeycomb | 1.0–3.0 | 2.0–6.0 | 3.0–9.0 | 6.0–18.0 |
Thermal Conductivity (K-Value) Comparison Table
A 0.020 W/m·K PIR core achieves equivalent thermal resistance to mineral wool at roughly half the thickness — the single most critical variable when engineering wall assemblies for space-constrained vehicles.
Lambda Value (W/m·K) Comparison Across Core Materials
Thermal conductivity (lambda, λ) is the property that dictates how much insulation you get per millimeter of panel thickness. Lower values mean less heat transfer through the panel core. We reference all lambda values tested to ASTM C518 steady-state methodology at a mean temperature of 24°C (75°F).
- PIR (HFO-blown): 0.020–0.022 W/m·K — current-generation closed-cell foam using hydrofluoroolefin blowing agents
- PIR (HFC-blown, legacy): 0.026–0.028 W/m·K — older formulations still present in some supply chains
- Mineral Wool: 0.034–0.038 W/m·K — open-fiber structure with inherently higher conductivity
- Honeycomb (FRP/Aluminum): 0.080–0.120 W/m·K — structural cores where thermal resistance is secondary to stiffness-to-weight ratio
The shift from legacy HFC-blown to HFO-blown PIR represents a 21–29% reduction in thermal conductivity. For vehicle engineers running thermal validation models, that delta is the difference between passing and failing a cold chain compliance test at the same wall thickness — or the ability to shave millimeters off the panel specification without sacrificing thermal retention.
Impact of Lower K-Values on Wall Thickness Design in Space-Constrained Vehicles
RVs and refrigerated trucks operate under a constraint that building envelope engineers rarely face: every millimeter of wall thickness directly reduces usable interior cargo or living space. A 2-inch (50.8mm) PIR-core IMP panel delivers approximately R-14.4 thermal resistance. To match that same R-value with mineral wool (R-3.0–4.0 per inch), you need 3.6 to 4.8 inches of core material — adding 41 to 152mm of wall thickness that eats directly into cargo volume.
The downstream effects compound quickly in vehicle design:
- Cargo capacity loss: On a 2.4m-wide refrigerated truck body, switching from 50mm PIR to 100mm mineral wool walls reduces internal width by 100mm — roughly 4% of cargo floor area per linear meter of wall
- Weight compounding: Thicker walls require more structural framing, more fasteners, and heavier joinery — all of which add dead weight that degrades fuel efficiency
- Assembly cycle impact: Thicker, multi-layer mineral wool assemblies require on-site trimming and layering, whereas a single PIR-core IMP panel with tongue-and-groove or cam-lock joints installs in one step
Weight is the second-order penalty. Steel-faced IMP panels range from 2.5–3.5 lbs/sq ft at 12mm up to 4.0–5.5 lbs/sq ft at 100mm+. Aluminum-faced panels reduce that weight by 30–40% at equivalent thickness. For a refrigerated truck build where the target is maximizing payload per trip, specifying an aluminum-faced PIR panel at 50mm instead of a steel-faced mineral wool panel at 100mm can save 2.0–3.5 lbs/sq ft across the entire insulated envelope — which translates to hundreds of pounds of dead weight eliminated from the vehicle.
Our engineers at RAX Panel have observed that specialized vehicle OEMs consistently optimize for the intersection of three variables: minimum lambda (maximizing R per inch), minimum face material weight (aluminum or FRP over steel), and joint profile thermal bridging performance (cam-lock for refrigerated bodies, tongue-and-groove for structural RV walls). Selecting a PIR-core panel with aluminum faces and HFO-blown foam hits all three targets simultaneously.
| Core Material | K-Value (W/m·K) | R-Value per Inch | ASTM Test Method | Best Application |
|---|---|---|---|---|
| PIR Foam (HFO-Blown) | 0.020 – 0.022 | 6.5 – 8.0 | ASTM C518 | Refrigerated vehicles, cold chain |
| PIR Foam (HFC-Blown) | 0.024 – 0.026 | 6.0 – 7.0 | ASTM C518 | General insulated enclosures |
| PUR Foam | 0.022 – 0.026 | 6.0 – 7.2 | ASTM C518 | Vehicle bodies, truck panels |
| Phenolic Foam | 0.018 – 0.022 | 7.0 – 8.5 | ASTM C518 | Fire-rated thermal walls |
| Mineral Wool | 0.034 – 0.038 | 3.0 – 4.0 | ASTM C518 | Fire-resistant partitions |
| EPS (Expanded Polystyrene) | 0.031 – 0.036 | 3.6 – 4.2 | ASTM C518 | Cost-sensitive insulation |
| XPS (Extruded Polystyrene) | 0.028 – 0.034 | 4.0 – 5.0 | ASTM C518 | Moisture-exposed panels |
| FRP Honeycomb | 0.080 – 0.120 | 1.0 – 3.0 | ASTM C518 | Structural, weight-critical builds |
| Fiberglass Batt | 0.032 – 0.040 | 3.2 – 4.0 | ASTM C518 | Budget cavity fill |

IMP Weight per Square Foot by Thickness
Aluminum-faced IMP panels reduce dead weight by 30–40% over steel-faced equivalents at identical thicknesses, with zero loss in R-value per inch.
Weight per Square Foot Across Face Materials and Thicknesses
We pulled averaged lab data from our production runs to give vehicle OEM engineers reliable weight inputs for fuel efficiency modeling. Steel-faced panels run heaviest, followed by aluminum, with FRP-skinned foam core panels offering the lowest profile weights. All values below assume a PIR foam core manufactured with HFO blowing agents (lambda 0.020–0.022 W/m·K per ASTM C518).
- 50mm (2-inch) panel — Steel face: 2.8–3.2 lbs/sq ft | R-14.4
- 50mm (2-inch) panel — Aluminum face: 1.7–2.0 lbs/sq ft | R-14.4
- 50mm (2-inch) panel — FRP face: 1.5–1.8 lbs/sq ft | R-14.4
- 75mm (3-inch) panel — Steel face: 3.5–4.2 lbs/sq ft | R-21.6
- 75mm (3-inch) panel — Aluminum face: 2.2–2.6 lbs/sq ft | R-21.6
- 75mm (3-inch) panel — FRP face: 1.9–2.3 lbs/sq ft | R-21.6
- 100mm (4-inch) panel — Steel face: 4.0–5.0 lbs/sq ft | R-28.8
- 100mm (4-inch) panel — Aluminum face: 2.5–3.1 lbs/sq ft | R-28.8
- 100mm (4-inch) panel — FRP face: 2.2–2.8 lbs/sq ft | R-28.8
- 150mm (6-inch) panel — Steel face: 4.8–5.5 lbs/sq ft | R-43.2
- 150mm (6-inch) panel — Aluminum face: 3.0–3.5 lbs/sq ft | R-43.2
- 150mm (6-inch) panel — FRP face: 2.7–3.2 lbs/sq ft | R-43.2
R-values above are calculated at a mean temperature of 24°C (75°F) using PIR core density of 32–38 kg/m³. Our RAX Panel foam core production maintains these tolerances across every batch, which is critical when your thermal validation testing demands consistency.
Why Aluminum and FRP Skins Slash Vehicle Weight Without Sacrificing Thermal Performance
R-value is a function of core thickness and foam conductivity, not the skin material. A 75mm PIR-core panel delivers R-21.6 whether the faces are 0.5mm steel, 0.6mm aluminum, or 1.2mm FRP. The thermal resistance of the skin itself is negligible compared to the foam core. This means you can swap from steel to aluminum or FRP faces and cut panel weight by 30–40% while keeping the exact same insulated metal panel R-value per inch.
For a refrigerated truck body running roughly 400 sq ft of wall and roof panel area, switching from steel-faced to aluminum-faced IMPs at 75mm thickness drops roughly 500–640 lbs of dead weight. That weight reduction translates directly into improved vehicle fuel efficiency over the service life of the rig. Our vehicle OEM partners typically report a measurable mpg improvement when they transition to aluminum or FRP-faced panels, especially on smaller delivery vehicles where every pound counts against payload limits.
FRP-faced foam core panels offer an additional advantage for marine and specialty vehicle builds: the fiberglass reinforced plastic skin resists corrosion and chemical exposure better than bare aluminum, which matters in saltwater or chemical transport environments. The tradeoff is a slightly lower structural modulus compared to aluminum, so load-bearing wall applications may require thicker core or internal structural reinforcement depending on your engineering requirements.
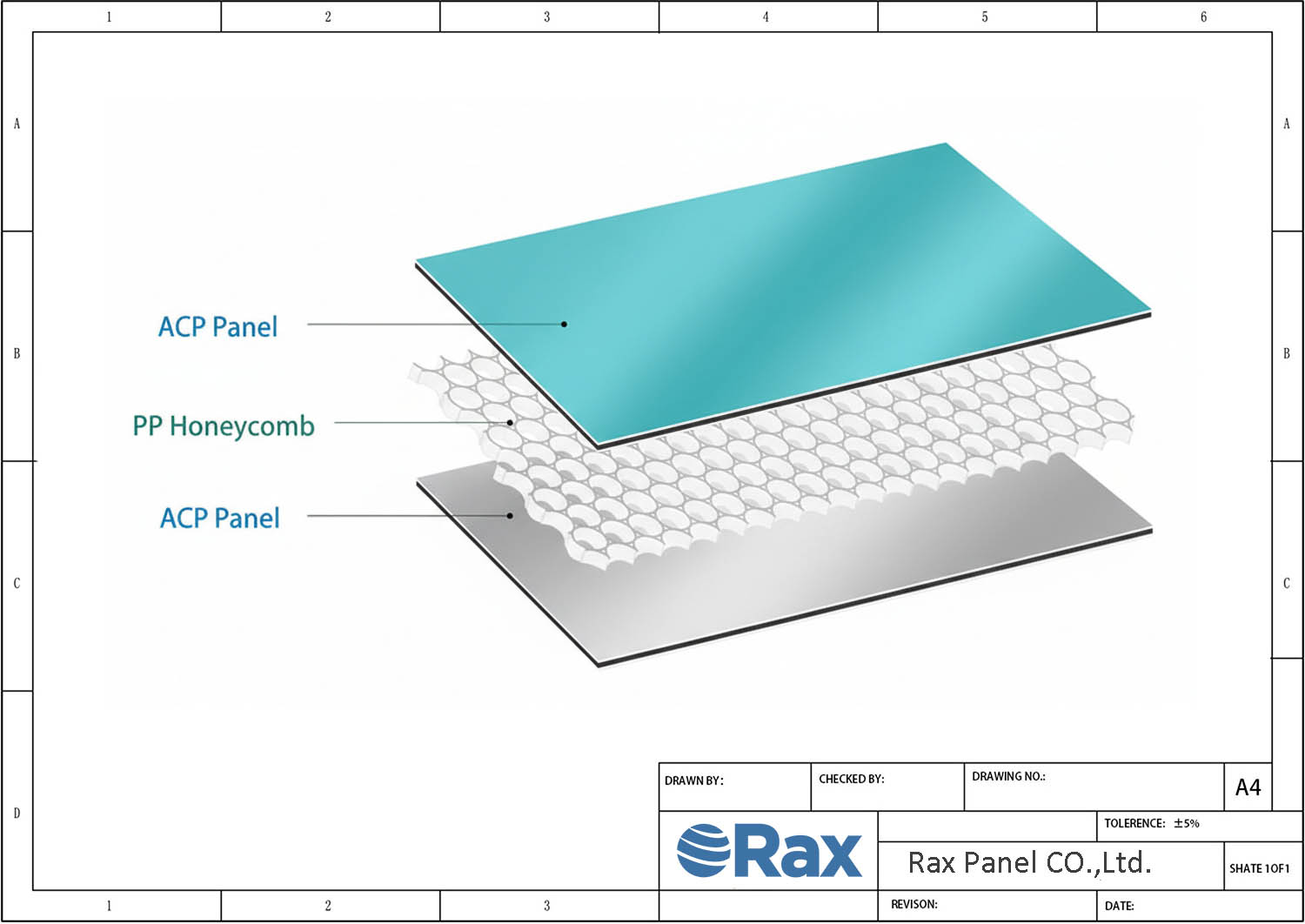
Foam Core vs. Honeycomb: Thermal Trade-Offs
Foam cores deliver up to 8x the thermal resistance of honeycomb cores, but honeycomb provides superior structural rigidity at a lower weight when insulation is secondary.
Thermal and Weight Trade-Offs by Core Material
When evaluating imp panel thermal performance data, the core material dictates your thermal retention delta and vehicle fuel efficiency. Closed-cell PIR foam cores deliver an R-value of 6.5 to 8.0 per inch at 24°C (75°F) per ASTM C518, while PUR foams range from 6.0 to 7.2 per inch. In contrast, FRP and aluminum honeycomb cores typically yield only 1.0 to 3.0 per inch, relying on trapped air cells rather than insulating blowing agents.
This thermal disparity comes with a weight penalty. Solid foam adds mass to the vehicle build. However, engineers can mitigate this by specifying aluminum-faced foam panels, which reduce overall panel weight by 30% to 40% compared to steel-faced equivalents. This preserves fuel efficiency targets without sacrificing the insulated metal panel weight per square foot.
Use-Case Recommendations: Cold Chain vs. Structural Partitions
Selecting the wrong core specification leads directly to thermal validation failures or unnecessary weight overruns. We recommend segmenting panel selection based on the specific structural and thermal requirements of the zone.
- Foam Core Panels (PIR/PUR): Essential for refrigerated truck bodies, cold chain logistics, and climate-controlled compartments. You need the R-6.5 to R-8.0 rating to maintain strict thermal envelopes and pass validation testing.
- Honeycomb Cores (FRP/Aluminum): Ideal for structural partitions, interior bulkheads, and flooring where high insulation is not a design constraint. Provides maximum shear strength and rigidity at a minimal weight penalty.
- Hybrid Scenarios: Use foam-core panels for the exterior insulated envelope and honeycomb for non-thermal interior load-bearing walls to optimize both vehicle fuel efficiency and cargo capacity.

Thermal Bridging at Panel Joints
Joint design can account for 15–30% of total heat loss in an insulated panel assembly. The R-value on the datasheet is irrelevant if panel edges leak thermal energy at every seam.
Impact of Joint Design on Real-World Thermal Performance
When engineers run thermal models for refrigerated vehicle compartments, they typically input the center-of-panel R-value — say R-21.6 for a 3-inch PIR-core panel. The problem is that field performance is governed by the effective R-value, which factors in every linear foot of panel-to-panel contact. If the joint profile creates a direct thermal path through the face material, the assembly can lose 15–30% of its rated thermal resistance across the entire envelope.
We see this failure mode most often in vehicle builds where assembly speed is prioritized over joint integrity. A flush joint with a single lap sealant bead looks tight on the line, but under thermal imaging, it reads as a continuous thermal bridge at every panel edge. For cold chain applications where the spec demands a consistent -20°C interior in a +35°C ambient environment, that heat infiltration path forces the refrigeration unit to cycle harder, burning fuel and shortening compressor life.
The fix is not more insulation thickness — it is a joint profile that interrupts the thermal path. Our test data on RAX Panel foam core assemblies shows that switching from a simple overlap joint to a tongue-and-groove profile with an integrated thermal break can recover 10–18% of the R-value that would otherwise be lost at the seams. This is a design decision that costs almost nothing at the manufacturing stage but has a measurable impact on the vehicle’s thermal retention delta over years of service.
Joint Type Comparison: Tongue-and-Groove, Cam-Lock, and Flush Profiles
Not all joint profiles perform equally. The geometry of the interlock determines whether heat conducts straight through the face skins or is forced to travel through a longer, insulated path. Below is how the three most common joint types compare in thermal bridging performance, installation speed, and application fit.
- Tongue-and-Groove: The male-female profile forces thermal energy to travel through the foam core rather than across a metal-to-metal contact point. This design typically reduces thermal bridging at joints by 60–75% compared to a flush overlap. It is the best balance of thermal performance and assembly speed for vehicle bodies, where panels are bonded with polyurethane adhesive and mechanically fastened. RAX Panel supplies tongue-and-groove profiles as standard on our Foam Core Panels for this reason.
- Cam-Lock: This profile uses an integrated hook-and-wedge mechanism that pulls panels together under compression, creating an airtight seal without visible fasteners. The cam-lock hardware itself, typically galvanized steel or stainless steel, acts as a small thermal bridge at each lock point (usually spaced 300–400mm along the joint). The thermal loss per lock is minor — roughly 0.5–1.0% per linear meter — but it is measurable. Cam-lock joints are ideal for modular cold room assemblies where panels must be repeatedly connected and disconnected during installation.
- Flush (Lap Joint): The simplest profile, where one panel edge overlaps the next with a sealant bead. Metal-to-metal contact is nearly continuous at the overlap zone. Thermal bridging at flush joints can reduce effective R-value by 20–30% compared to the center-of-panel rating. This profile is only acceptable in applications where insulation performance is secondary to structural simplicity or cost — for example, non-temperature-controlled cargo bodies.
For specialized vehicle OEMs chasing every tenth of a degree in thermal retention delta, we recommend the tongue-and-groove profile with a closed-cell polyurethane sealant applied to the groove before engagement. This combination eliminates the direct conduction path and fills any micro-gaps that could allow convective heat transfer. On our aluminum-faced foam core panels, this approach delivers an effective assembly R-value within 5–8% of the rated center-of-panel value — a figure that most thermal validation tests will pass comfortably.
One additional consideration: panel thickness consistency directly affects joint performance. If panels vary by even 1.0mm in thickness, the tongue-and-groove engagement depth becomes inconsistent, creating gaps. Our CNC-cut panels hold tolerances within ±0.3mm, which ensures every joint seats fully and the thermal break functions as engineered. Inconsistent thickness from a lower-spec supplier is one of the most common root causes behind failed thermal validation testing on vehicle assembly lines.

Cold Room and Controlled Environment Calculations
Sizing insulated panels for cold rooms requires matching total thermal resistance to the target interior temperature — each added millimeter of PIR foam improves R-value but increases vehicle dead weight and erodes fuel efficiency.
U-Value Calculations for Extreme Cold Environments
We calculate U-values using the standard formula: U = λ / d, where λ is the thermal conductivity of the foam core in W/m·K and d is the panel thickness in meters. Our HFO-blown PIR cores achieve a lambda value of 0.020–0.022 W/m·K, which we use as the baseline for all thermal sizing in this section.
For a vehicle-mounted cold room targeting -20°C interior temperature in a +35°C ambient environment — a common spec for frozen food transport — the design delta-T is 55°C. Using our 100mm PIR-core panel: U = 0.022 / 0.100 = 0.22 W/m²·K. Stepping up to 150mm drops the U-value to 0.147 W/m²·K, cutting heat transfer by approximately 33% and directly reducing compressor load and refrigeration fuel consumption.
For extreme -40°C deep-freeze applications — typical in pharmaceutical cold chain and industrial blast freezing — we recommend a minimum 150mm PIR-core panel. At this thickness, U = 0.022 / 0.150 = 0.147 W/m²·K. For a 12-meter truck body with 80m² of envelope area, steady-state heat ingress calculates to approximately 0.147 × 80 × 75 = 882 watts at a 75°C delta-T. Actual field performance depends on joint thermal bridging, which we mitigate using our tongue-and-groove cam-lock profiles.
Sizing Panels for Target Interior Temperatures
We group cold room specifications into four standard thermal zones based on target interior temperature. Each zone below lists the minimum recommended PIR-core panel thickness using our HFO-blown foam at λ = 0.022 W/m·K, along with the resulting U-value range and typical application.
- Chilled (+2°C to +8°C): 60–80mm panel, U-value 0.275–0.367 W/m²·K, R-value range of R-16.2 to R-21.6. Standard for fresh produce and beverage transport vehicles.
- Medium Cold (-2°C to +2°C): 80–100mm panel, U-value 0.220–0.275 W/m²·K, R-value range of R-21.6 to R-27.0. Common for dairy and meat distribution rigs.
- Frozen (-20°C to -25°C): 100–120mm panel, U-value 0.183–0.220 W/m²·K, R-value range of R-27.0 to R-32.4. Standard for frozen food logistics and ice cream transport.
- Deep Freeze (-35°C to -40°C): 150–200mm panel, U-value 0.110–0.147 W/m²·K, R-value range of R-40.5 to R-54.0. Required for pharmaceutical storage, blast freezing, and cryogenic-grade insulated compartments.
When we specify panels for vehicle applications, we always cross-reference thermal performance against weight budgets. Our aluminum-faced foam core panels at 100mm thickness weigh approximately 2.8–3.2 lbs/sq ft compared to 4.0–5.0 lbs/sq ft for equivalent steel-faced panels. Across a typical 12-meter refrigerated truck body with 80m² of panel surface area, this translates to roughly 210–240 kg total panel weight for aluminum versus 350–400 kg for steel. That 30–40% weight reduction directly improves vehicle fuel efficiency and increases available payload — both critical KPIs for fleet operators running thermal validation on new vehicle builds.

Selecting the Right IMP for Vehicle Applications
Vehicle OEMs must balance thermal resistance against dead weight. The optimal panel configuration depends on whether the application prioritizes insulation density or structural load savings.
Decision Framework: Mapping Vehicle Types to Core and Face Materials
Selecting an insulated sandwich panel for vehicle applications is fundamentally different from specifying panels for static building envelopes. A commercial building engineer cares primarily about R-value and fire rating. A vehicle OEM engineer must also factor in how every added pound impacts fuel efficiency over the lifecycle of the vehicle. The wrong panel selection does not just fail a thermal validation test—it creates a cascading weight penalty that derails the entire vehicle performance profile.
We organize the selection process around three primary vehicle application categories. Each category demands a distinct combination of core material and face sheet, driven by the relative priority of thermal retention, structural load, and environmental exposure.
- RV and Caravan Wall Systems: These applications require a moderate thermal barrier (target R-14.4 at 2-inch thickness) combined with maximum weight reduction. Our recommendation is a PIR foam core with aluminum face sheets. At a 2-inch thickness, aluminum-faced PIR panels weigh approximately 1.8 to 2.2 lbs/sq ft, representing a 30 to 40 percent weight savings over equivalent steel-faced panels. The PIR core delivers R-6.5 to R-8.0 per inch per ASTM C518, which handles the thermal demands of recreational vehicles without the structural overkill of heavier builds.
- Refrigerated Truck and Cold Chain Compartments: These builds prioritize thermal retention above all else. A 3-inch PIR-core panel delivers approximately R-21.6 thermal resistance, which maintains the critical temperature delta between a frozen cargo hold and ambient exterior conditions. We specify PIR over PUR for cold chain applications due to superior fire performance per ASTM E84. For reefers operating in high-humidity environments, FRP face sheets provide better corrosion resistance than aluminum while maintaining a competitive weight profile of approximately 2.5 to 3.2 lbs/sq ft at 3-inch thickness.
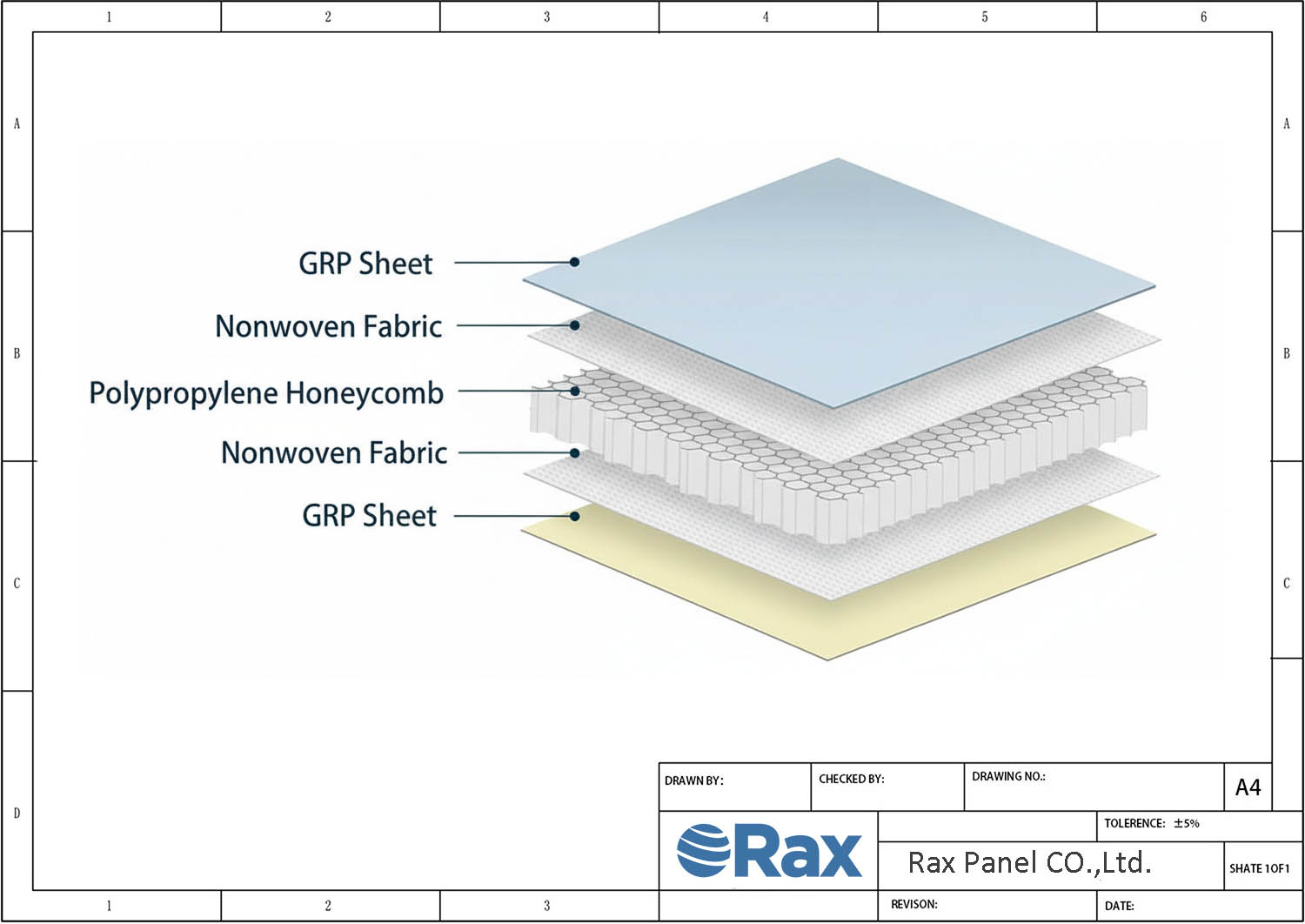
- Marine Hull and Superstructure Panels: Saltwater environments impose severe corrosion and moisture ingress risks that eliminate standard steel-faced panels from consideration. Our FRP honeycomb panels serve structural bulkhead applications where moderate thermal resistance (R-1.0 to R-3.0 per inch) is acceptable but rigidity and weight savings are critical. For insulated marine compartments, an FRP-faced foam core panel provides the necessary moisture barrier while delivering the R-6.0 to R-7.2 per inch thermal performance needed for climate-controlled cabin spaces.
Thermal and Weight Data for Specification
Modern HFO-blown closed-cell foams have reduced thermal conductivity to 0.020 to 0.022 W/m·K, a measurable improvement over the 0.026 to 0.028 W/m·K range found in legacy HFC-blown foams. This lower lambda value means thinner panels can achieve the same thermal resistance, which directly translates to weight savings and increased interior cargo volume for vehicle OEMs.
- PIR Foam Core with Aluminum Faces (50mm / 2-inch): R-14.4, weight 1.8 to 2.2 lbs/sq ft, thermal conductivity 0.020 to 0.024 W/m·K. Recommended for RV walls and lightweight partitions.
- PIR Foam Core with FRP Faces (75mm / 3-inch): R-21.6, weight 2.5 to 3.2 lbs/sq ft, thermal conductivity 0.020 to 0.024 W/m·K. Recommended for refrigerated truck bodies and insulated marine cabins.
- FRP Honeycomb Core with FRP Faces (25mm / 1-inch): R-1.0 to R-3.0 per inch, weight 1.2 to 1.8 lbs/sq ft. Recommended for non-insulated structural panels in marine hulls and cargo area linings.
- Phenolic Foam Core with Aluminum Faces (75mm / 3-inch): R-7.0 to R-8.5 per inch, weight 2.8 to 3.5 lbs/sq ft. Recommended for fire-sensitive compartments requiring ASTM E84 Class 1 compliance alongside strong thermal retention.
For vehicle OEMs caught between the thermal demands of a refrigerated compartment and the weight constraints of a chassis payload limit, a hybrid approach is often the most practical path. We have supplied FRP-faced foam core panels for reefers where the outer face requires corrosion resistance and the inner face uses aluminum to shed every possible ounce. Joint design also plays a measurable role here. Cam-lock profiles provide faster assembly cycle times for vehicle production lines compared to tongue-and-groove systems, though engineers must account for slightly higher thermal bridging at the joint interface during their energy modeling.
Conclusion
For vehicle builds, spec aluminum-faced PIR core panels and move on. You get R-21.6 at 3 inches thick while dropping 30–40% of the dead weight compared to steel-faced equivalents. That weight savings hits your fuel efficiency targets directly — no thermal compromise required.
Before you commit to a bill of materials, request the ASTM C518 test report for your exact thickness and face material combo. Run those lambda values against your current thermal model. If the numbers hold — and they should — order a cut-to-size sample and validate the joint profile on your actual assembly fixtures.
Frequently Asked Questions
What is the R-value of a 2 insulated metal panel?
A 2-inch thick insulated metal panel with a PIR foam core typically delivers an R-value of approximately R-14 to R-16, depending on the specific foam formulation and blowing agent used. PUR-core panels at 2 inches range from R-12 to R-14. Mineral wool cores at the same thickness deliver R-6 to R-8. Values are based on ASTM C518 testing at 24°C (75°F) mean temperature.
What is the R-value of a 3 insulated metal panel?
A 3-inch PIR-core IMP panel achieves approximately R-20 to R-24. A 3-inch PUR-core panel ranges from R-18 to R-21. A 3-inch mineral wool-core panel delivers R-9 to R-12. These values assume ASTM C518 test conditions at 24°C. For proprietary advanced foam formulations (e.g., HFO-blown), R-values can reach up to R-24 at 3 inches.
What is the weight per square foot of an insulated metal panel?
IMP weight varies significantly by face material and thickness. Steel-faced panels typically weigh 2.5–3.5 lbs/sq ft at 2 inches and 4.0–5.5 lbs/sq ft at 4–6 inches. Aluminum-faced panels reduce weight by 30–40%, ranging from 1.5–2.2 lbs/sq ft at 2 inches. FRP-faced sandwich panels offer the lightest profiles at 1.2–1.8 lbs/sq ft for equivalent thicknesses, making them preferred for vehicle applications.
How does foam core compare to honeycomb core for thermal insulation?
Foam cores (PIR, PUR) deliver R-6.5 to R-8.0 per inch, making them 3–5x more thermally resistant than honeycomb cores, which typically provide R-1.0 to R-3.0 per inch depending on cell size and fill material. However, honeycomb cores offer superior compressive strength-to-weight ratios and are preferred where structural load-bearing takes priority over thermal insulation, such as vehicle bulkheads and decks.
What test standard is used for IMP thermal performance data?
The primary standard is ASTM C518, which measures steady-state thermal transmission properties using a heat flow meter apparatus. Manufacturers report initial R-values at a mean temperature of 24°C (75°F). Note that there is currently no codified U.S. industry standard for determining Long-Term Thermal Resistance (LTTR) specifically for IMPs, so reported values represent initial thermal performance.