
Your assembly line goes dark for three weeks because a container of composite panels sits at port. Sound familiar? This plays out every quarter at facilities that treat panel procurement as a line item instead of a critical path. RV sandwich panel ordering deserves the same scheduling rigor as your chassis delivery — miss the window and everything downstream stalls.
Custom composite panel production runs 8 to 12 weeks from order confirmation to container loading. That timeline covers tooling setup, core material sourcing, precision CNC cutting, and surface finishing. At Rax Panel, we anchor production planning directly to customer manufacturing schedules. The math is simple. Order late, build late.
This guide covers optimal ordering windows for 2026. We explain how foam core price volatility eats into your margins when procurement drags, and which compliance certifications prevent border inspection failures. Get the timing right and your assembly line never waits on panels.
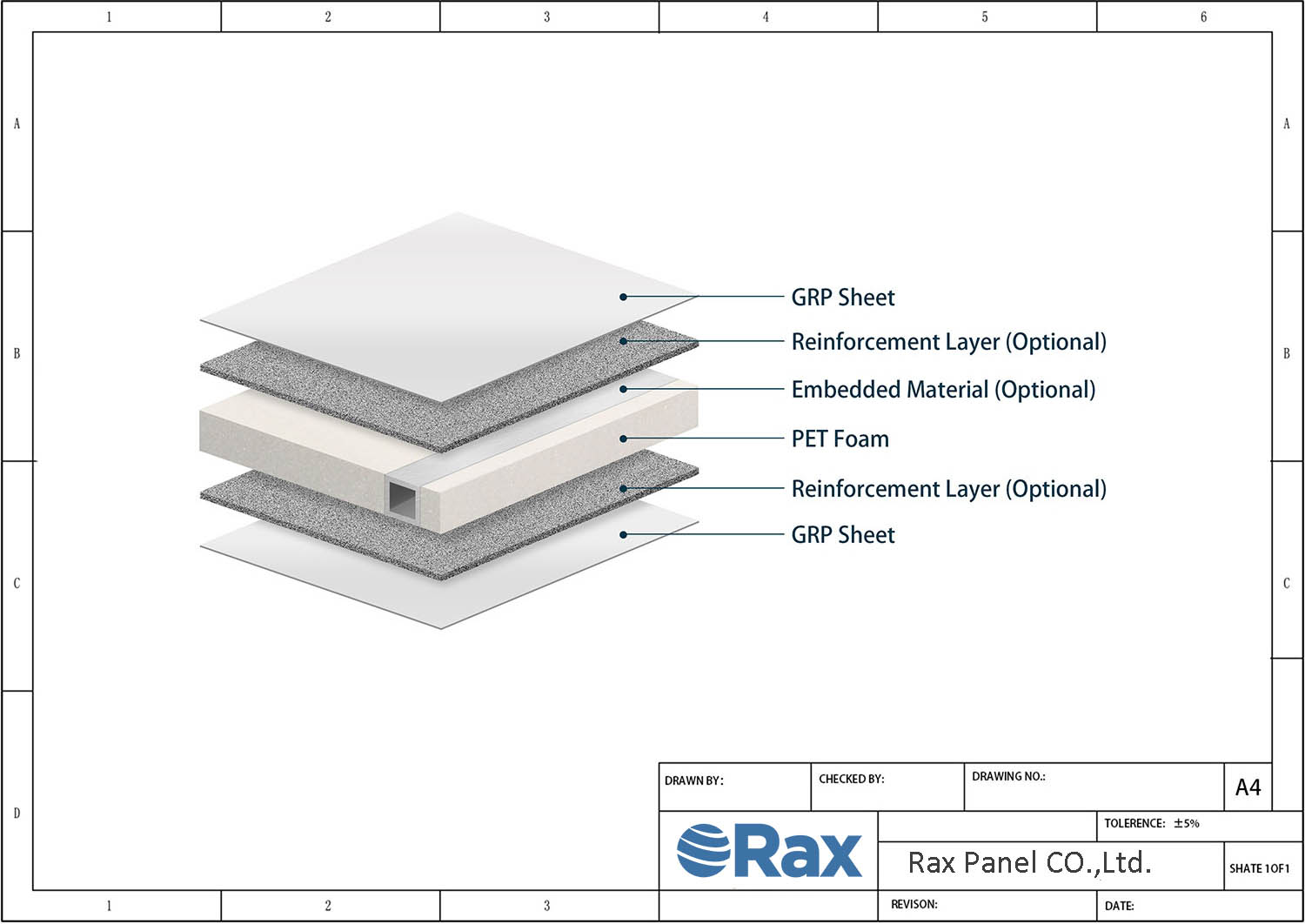
Table of Contents
Optimal Ordering Windows for 2026
Placing custom composite panel orders eight to ten weeks before your assembly line start date is the minimum buffer needed to accommodate resin curing cycles, core material sourcing, and production slot reservation.
Why Eight to Ten Weeks Is the Realistic Floor
In custom RV panel manufacturing, the eight to ten week window is not arbitrary padding. It reflects the physical reality of composite production. Thermosetting resins used in GRP and FRP facings require controlled curing periods that cannot be safely accelerated without compromising interlaminar shear strength. Layering fiberglass reinforcements with foam or honeycomb cores, followed by press bonding under controlled temperature and pressure, is a sequential process where each batch moves through distinct curing and cooling phases.
On top of the chemistry, there is the tooling and material sourcing pipeline. Custom cuts, specific facing combinations, and non-standard core densities often require fresh raw material procurement rather than pulling from stock inventory. When a wholesaler or OEM places an order, the clock starts with engineering review and material requisition, not the press. Compressing this timeline below eight weeks typically forces a supplier to either bypass quality checkpoints or substitute materials, both of which create downstream liability for the buyer.
From our production planning experience, orders confirmed with frozen specifications at the eight week mark move smoothly through the system. Anything pushed closer to the line start date competes with previously scheduled batches, and the factory must either delay your slot or run overtime shifts that inflate unit costs without improving quality.
Raw Material Volatility and Factory Capacity Constraints
Timing your order is also a hedge against input cost swings. Petrochemical derivatives used in PU, XPS, and PET foam cores track crude oil markets with a lag of roughly sixty to ninety days. When energy prices spike, foam suppliers pass increases through the chain quickly, and panel manufacturers must adjust quotations accordingly. Locking in an order during a stable pricing window protects your landed cost and preserves distributor margin.
Factory capacity is the second variable. A facility running continuous lamination lines operates most efficiently when production schedules are balanced across the quarter. When multiple OEM customers concentrate orders into the same calendar window, press time becomes the bottleneck. Specifications that seem identical on paper, such as switching from a PP honeycomb core to a PET foam core, can require different line configurations and changeover time that reduces daily throughput.
Our planning team allocates press slots based on confirmed purchase orders, not forecasts. This means a buyer who waits for internal approval beyond the optimal window risks losing their preferred production week to a competitor who committed earlier. For distributors managing seasonal inventory, the difference between shipping in early spring versus late spring directly impacts sell-through velocity.
Avoiding the Q4 Logistics Trap
The fourth quarter is where procurement plans go to die. Ocean freight rates from Asian manufacturing hubs spike as Western retailers rush holiday inventory, vessel space tightens, and port congestion at major entry points like Los Angeles and Rotterdam adds unpredictable dwell time. Large-format composite panels, which require flat-rack or specialized container loading, compete against higher-volume standard cargo for limited deck space.
Customs clearance adds another layer of risk late in the year. Regulatory documentation for composite materials, including fire resistance certifications and material safety data, faces longer processing queues as inspection agencies handle peak import volumes. A shipment that clears in five days during Q2 can take two to three weeks in November. For an RV manufacturer with a fixed assembly start date, this variance is catastrophic.
The professionals who consistently hit their production targets are the ones who treat ordering as a calendar-driven discipline, not a reactive process. By placing custom panel orders in the first half of the year and scheduling staggered deliveries, buyers secure stable pricing, predictable freight costs, and production slots that align with their downstream assembly commitments rather than fighting for whatever capacity remains.
| Ordering Window | Strategic Action | Key Spec | Lead Time | Procurement Benefit |
|---|---|---|---|---|
| Q1 2026 (Jan-Mar) | Secure Custom Tooling & Samples | CNC Cut +/- 0.5mm; PET/PP Honeycomb Core | 4-6 Weeks | Aligns with OEM production schedules; eliminates assembly line adjustments |
| Q2 2026 (Apr-Jun) | Place Bulk Production Orders | CFRT/GRP Facings; XPS/PU/PVC Cores | 8-12 Weeks | Ensures on-time delivery for summer construction peaks; avoids Q4 shipping bottlenecks |
| Q3 2026 (Jul-Sep) | Finalize Marine-Grade Finishes | UV/Moisture Resistant Gel Coat; Aluminum/Plywood Facings | 8-12 Weeks | Optimizes thermal efficiency and lifespan for harsh environment expeditions |
| Q4 2026 (Oct-Dec) | Lock in Year-End Logistics | Multi-Layer Reinforced Packaging; Max 12m x 3m | 2-4 Weeks | Mitigates transport risks and customs delays; secures 24/7 multilingual support |
Production Lead Times Explained
Production cycles run 8 to 12 weeks for volume orders, leveraging 1,700 sqm daily capacity and staggered shipping protocols.
Factory Capacity and Throughput
The foundation of a predictable supply chain is manufacturing volume. Rax Panel operates an advanced composite panel production line with a daily production area exceeding 1,700 square meters. This scale allows for rapid processing of large-format RV wall and roof panels without compromising the structural integrity of the materials.
For B2B procurement officers, this throughput means that once raw materials like XPS, PET, or PP honeycomb cores are secured, the conversion to finished panels happens quickly. However, this speed relies on the availability of stock materials. When custom specifications enter the equation, the timeline shifts from manufacturing speed to engineering precision.
Precision Engineering for Custom Cuts
Standard off-the-shelf panels are fast to produce, but modern RV manufacturing increasingly demands custom cuts. OEMs often require panels pre-drilled for mounting points or shaped for aerodynamic profiles to reduce drag. This level of customization moves the order from a standard production run to a precision engineering task.
- Sample Validation: Initial prototypes typically require 4 to 6 weeks. This period covers material sourcing, CNC tooling setup, and rigorous experimental testing to ensure the custom cuts meet structural data standards.
- Full Production Run: Once validated, mass production usually spans 8 to 12 weeks. This timeline accounts for the complexity of coordinating multiple facings, such as GRP or aluminum skins, with specific core densities.
We strictly adhere to these timelines to maintain quality. Suppliers promising significantly faster turnarounds for custom work are often skipping the necessary validation phases, which introduces high risks for delamination or structural failure later in the vehicle’s lifecycle.
Staggered Shipments and Site Logistics
A major bottleneck in RV manufacturing is not just receiving the panels, but managing the space where they arrive. Large-format composite panels are bulky and can easily congest assembly floors if delivered all at once. To solve this, we implement staggered shipment strategies aligned with the buyer’s production schedule.
By breaking down large container loads into smaller, timed deliveries, manufacturers can keep their assembly lines moving smoothly without requiring massive on-site storage. This logistical approach is particularly effective for expedited builds or projects with tight spatial constraints, ensuring that materials arrive exactly when needed rather than overwhelming the facility.
Material Cost Volatility Factors
Locking in raw material rates and securing volume discounts protects margins against resin market volatility.
Understanding Foam Core Price Volatility
The pricing of essential foam cores like XPS, PET, and PU fluctuates heavily based on crude oil derivatives and global supply chain constraints. Resin markets react to energy crises and geopolitical shifts, meaning a stable quote today can become obsolete within a month. For manufacturers, this unpredictability poses a direct threat to project profitability and final vehicle pricing structures.
When PET foam or XPS prices spike due to sudden demand surges, the cost of producing lightweight, insulated RV panels rises instantly. If procurement teams wait until the order is finalized to negotiate material costs, they often absorb the full brunt of these market hikes. This lack of foresight erodes profit margins and can make competitive bidding nearly impossible for subsequent quarters.
Locking in Rates Early to Prevent Margin Erosion
The most effective defense against these price swings is proactive procurement. By initiating discussions regarding material commitments months before production begins, buyers can secure fixed-rate agreements. This strategy effectively shields the project budget from sudden market turbulence and allows for more accurate financial forecasting.
- Price Stability: Fixed-rate contracts lock in resin costs, protecting the bottom line from sudden global commodity spikes.
- Budget Accuracy: Early commitment allows for precise margin calculations during the initial tender or proposal phase.
- Supply Security: Prioritizing early orders guarantees access to core materials like PET and XPS when factory capacity is tight.
Securing Volume Discounts for Bulk Orders
Beyond hedging against volatility, strategic volume purchasing offers substantial financial advantages. Large-scale orders of composite panels allow procurement officers to negotiate tiered pricing structures that significantly lower the per-unit cost. This approach rewards consistent, high-volume buyers with preferential treatment in both pricing and production scheduling.
In our factory operations, we observe that consolidating orders for bulk quantities of GRP or aluminum-faced panels maximizes efficiency. When buyers commit to larger volumes, they enable streamlined production runs and reduced setup times. These operational efficiencies are passed back to the client in the form of deeper discounts, creating a mutually beneficial relationship that sustains long-term profitability for both parties.
| Cost Factor | Volatility Driver | Impact on Landed Cost | Rax Panel Mitigation |
|---|---|---|---|
| Core Material Selection | Raw resin/foam prices (PET, XPS, PMI) and honeycomb alloy costs | Up to 40% weight reduction via PET/PP honeycomb lowers shipping fees; premium PMI increases upfront cost but extends lifespan | Factory-direct pricing with 15+ years of stable supply chain; bulk raw material procurement locks in rates |
| Dimensional Precision & Waste | Off-spec cuts leading to assembly line adjustments and material scrap | Standard fixed sizes risk 15%+ waste; custom CNC cuts (+/- 0.5mm) eliminate fitting errors and rework costs | Advanced production line capable of 12m x 3m custom cuts; rigorous dimensional accuracy testing prevents installation delays |
| Lead Time & Inventory Holding | Production delays causing storage fees or rushed air-freight surcharges | Long lead times (8-12 weeks) require higher inventory buffers; fast-turnaround options incur premium logistics costs | Anchored OEM scheduling with 1,700 sqm daily capacity; transparent progress tracking eliminates hidden logistics risks |
| Performance Certification | Failure to meet fire/thermal standards requiring costly retrofits or replacements | Non-compliant panels increase insurance premiums and warranty claims; high-performance gel coats add initial cost but reduce maintenance | Pre-tested for ASTM E84 fire resistance and thermal conductivity; marine-grade finishes ensure compliance and durability |

Thermal Bridging vs Traditional Framing
SIP-style composite panels replace discrete studs with continuous insulation, eliminating thermal bridges and ensuring superior whole-wall thermal performance.
SIP-style panels eliminating stud thermal bridges
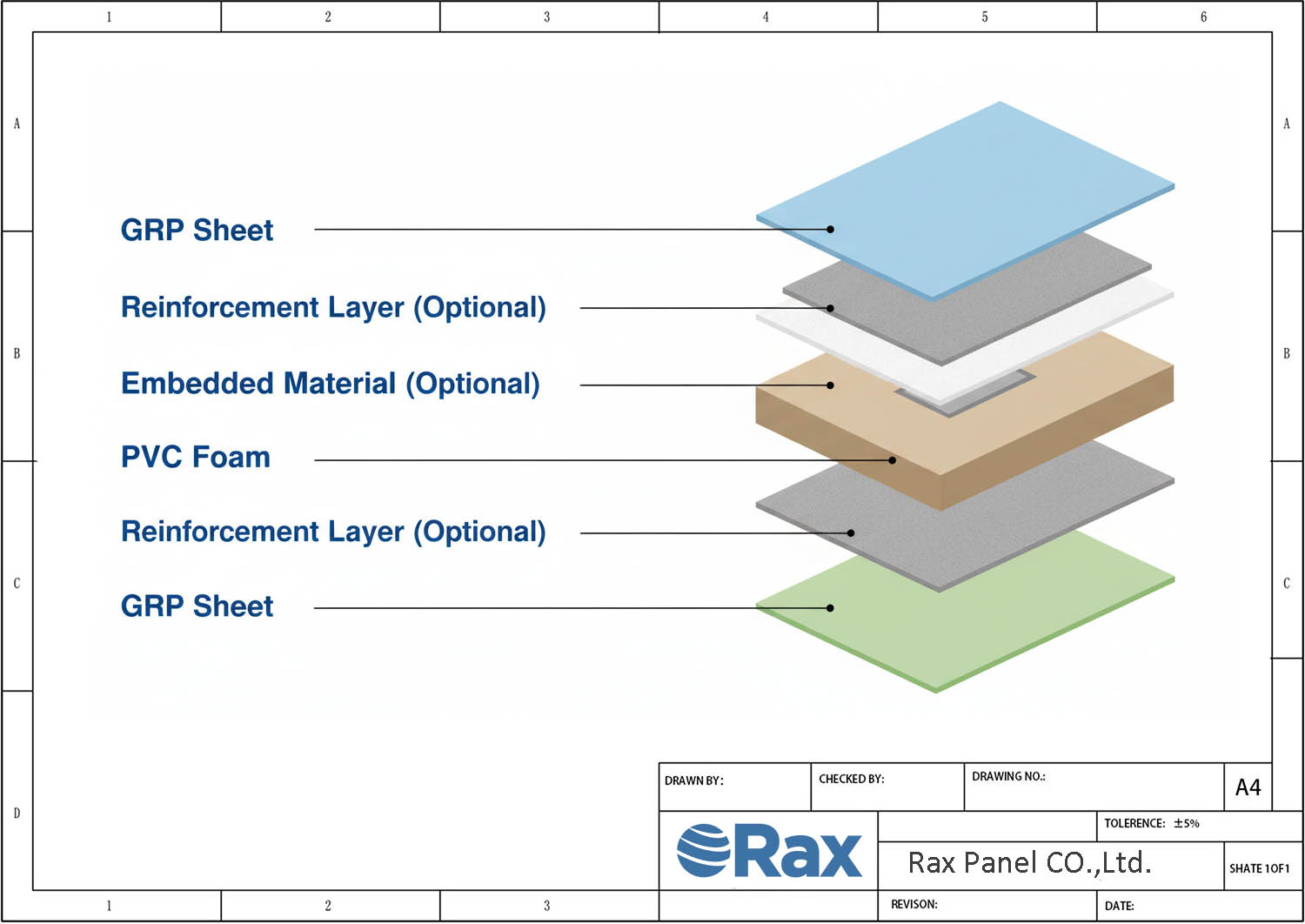
Traditional stick framing creates thermal bridges through metal or wood studs, which conduct heat rapidly between the interior and exterior environments. SIP-style composite panels solve this by integrating the structural skin and the insulation layer into a single, monolithic unit. By eliminating the need for discrete vertical studs, we remove the direct conductive pathways that typically compromise a vehicle’s thermal envelope.
In our manufacturing process, we utilize continuous core materials such as XPS, PET, or PMI foam to bond the facings. This continuity ensures there are no gaps or cold spots where heat can escape. Unlike conventional RV builds where insulation is stuffed between studs, leaving potential air pockets and thermal leaks, our panels provide a seamless barrier that completely cuts off heat conduction.
Continuous insulation improving R-value by 44%
The absence of thermal bridging allows the insulation to perform at its rated capacity. When we calculate the effective R-value of a wall constructed with our composite panels versus traditional stick framing, the difference is stark. Studies indicate that continuous insulation systems can improve overall wall R-values by approximately 44% compared to framed walls with similar insulation levels.
This improvement is critical for expedition builds and off-grid RVs where HVAC load management is vital. By maintaining a stable internal temperature with less energy expenditure, battery and generator usage are significantly reduced. Our engineers validate these thermal metrics through rigorous experimental testing, ensuring that the specific combination of facing and core material delivers the promised thermal resistance.
Superior whole-wall performance over stick framing
Whole-wall performance refers to the collective ability of the entire enclosure to resist heat flow, moisture intrusion, and structural stress. Stick framing relies on multiple separate components that can shift, settle, or degrade independently over time. In contrast, the monolithic nature of our sandwich panels provides uniform structural integrity and consistent thermal protection across the entire surface area.
- Uniform Insulation: Continuous core material prevents localized cold spots that lead to condensation and mold growth inside the RV.
- Structural Rigidity: The bonded composite structure acts as a load-bearing shell, distributing stress more evenly than isolated studs.
- Acoustic Dampening: The dense composite layers absorb road noise and wind turbulence far more effectively than hollow stud cavities.
For procurement officers and engineers designing next-generation RVs, switching to SIP-style composites is not just an aesthetic choice; it is a functional upgrade that enhances durability, comfort, and energy efficiency simultaneously.
Compliance Certifications Required
Compliance certifications are not bureaucratic overhead; they are your legally binding insurance policy against structural failure and supply chain seizure at international borders.
ISO Standards for Quality and Tensile Strength
Any serious procurement initiative begins with verifying a manufacturer’s ISO 9001 quality management system. However, for composite RV panels, a factory-level certification is just the baseline. The mechanical performance data you actually need comes from rigorous material testing. Do not accept generic marketing brochures; demand specific test standards that prove the panel will survive high-speed highway vibrations and structural loading.
- ISO 9001: The foundational quality management system ensuring batch-to-batch consistency in the composite manufacturing process.
- ISO 527: The standard governing the tensile properties of the composite skins, ensuring the fiberglass or aluminum facing won’t fracture under wind shear or impact.
- ASTM D7249: The standard test method for facing core flexural strength, verifying the overall load-bearing capacity of the sandwich structure.
- ASTM D7250: The standard practice for determining sandwich panel flexural and shear stiffness, critical for preventing roof sag in mobile builds.
Our engineering team applies these exact testing protocols during the initial sample phase to ensure every custom panel formulation meets your strict structural targets. We subject the materials to experimental testing that simulates long-term highway fatigue before a full production run even begins.
Test Reports for Delamination Resistance
When an RV wall fails on the highway, it is rarely because the foam core shattered. It fails because of delamination. The structural adhesive bonding the GRP skin to the XPS or PET foam core breaks down, causing the layers to peel apart and compromising the entire vehicle’s structural integrity. If a supplier cannot provide independent lab results for peel strength and flatwise tensile strength, you are buying a massive liability.
- ASTM C297: Flatwise tensile strength testing to measure the exact force required to pull the facing directly away from the core material.
- ASTM D906: Determines the adhesive bond strength in plywood-facing panels, essential for high-impact flooring and interior furniture applications.
- EN ISO 1465: Specific to caravan and motorhome compliance, dictating the minimum structural requirements for the body shell and load-bearing members.
Essential Compliance for European and North American Imports
Importing composite panels into the European Union or the United States requires navigating strict environmental and safety directives. Containers can be seized at customs if the materials violate chemical restrictions. You must ensure your supply chain partners provide the necessary documentation to clear borders without delays, keeping your manufacturing schedules on track.
- CE Marking: Mandatory for selling composite building materials and RV components within the European Economic Area, proving conformity with health and safety standards.
- REACH and RoHS: Verifies that the chemical composition of the foam cores, resins, and gel coats does not contain restricted heavy metals or toxic substances.
- ASTM E84 (Steiner Tunnel): Measures the flame spread index and smoke development of the interior facing materials, a critical metric for North American life safety codes.
Never assume a factory’s default export specification will automatically pass your local regulatory requirements. We actively customize our material formulations and provide the necessary localized compliance documentation to ensure friction-free customs clearance for our global B2B partners.
Conclusion
My honest advice after 15 years in this industry? Stop treating panel procurement as a last-minute line item. The dealers who protect their margins in 2026 are the ones booking their composite orders the moment their production calendar firms up. Eight to ten weeks of lead time isn’t a suggestion—it’s your insurance policy against Q4 capacity squeezes and foam core price jumps that quietly erode your landed cost.
Lock in your material specs early, get your compliance documentation in order, and have a frank conversation with your supplier about staggered shipping schedules. If you’re planning your next RV build cycle and want factory-direct pricing without the guesswork, reach out to our team at Rax Panel—we’ll map your timeline, secure your rates, and keep your assembly line moving without costly surprises.
Frequently Asked Questions
When should I order sandwich panels for my RV build?
Ordering composite sandwich panels should align with your production schedule, ideally starting four to six weeks before assembly begins. This timeline accounts for material sourcing, custom fabrication, and quality inspections. Early procurement prevents bottlenecks during the critical phases of RV wall, roof, and floor construction.
What factors determine panel lead times?
Standard lead times depend on order volume and customization complexity, typically ranging from three to eight weeks. Rush orders may incur additional fees but can be accommodated based on factory capacity. Planning ahead allows for better coordination with your overall build timeline and logistics.
How do I select the right material for my RV panels?
Choose panels based on weight constraints, thermal insulation needs, and structural load requirements. GRP and CFRT options offer different strength-to-weight ratios suitable for various RV sections. Consider fire resistance ratings and durability against moisture for long-term performance in mobile environments.
Are custom sizes and fabrication services available?
Manufacturers often provide custom cutting services to match specific RV chassis dimensions and design requirements. Providing detailed CAD drawings ensures precision and minimizes waste during installation. Verify tolerances early to ensure seamless integration with existing structural components.
What certification and compliance requirements should I check?
Ensure panels comply with relevant industry standards, such as UL94 fire ratings or ISO quality certifications. Documentation should accompany each shipment for customs clearance and regulatory compliance. Verify that test reports are up-to-date and recognized in your target market.