
Most fleet operators treat material weight as a simple math problem, but structural integrity under dynamic load tells a different story. Modern lightweight honeycomb panels solve this by pairing hollow hexagonal cores with thin, high-strength skins to distribute stress evenly across the entire surface. The engineering payoff is clear: these composites deliver up to a fifty percent weight reduction against traditional solid lumber while actually increasing flexural rigidity and dimensional stability across seasonal temperature swings.
We will break down how core density dictates shear strength rather than raw thickness, why edge sealing protocols prevent internal delamination during transit, and which facing materials align with your assembly line tolerances. You will leave with a clear selection matrix that cuts prototype waste and stabilizes warranty claim rates across commercial fleets and recreational vehicle builds.

Table of Contents
- 1 Defining Honeycomb Panel Architecture
- 2 Structural Advantages Over Solid Alternatives
- 3 Comparing Core Materials: Aluminum, Nomex, and Thermoplastics
- 4 Evaluating Strength-to-Weight Ratios and Load Distribution
- 5 Mapping Industrial Applications to Core Specifications
- 6 Understanding Manufacturing and Fabrication Workflows
- 7 Navigating Moisture Vulnerabilities and Edge Sealing
- 8 Resolving Density Versus Thickness Misconceptions
- 9 Conclusion
- 10 Frequently Asked Questions
Defining Honeycomb Panel Architecture
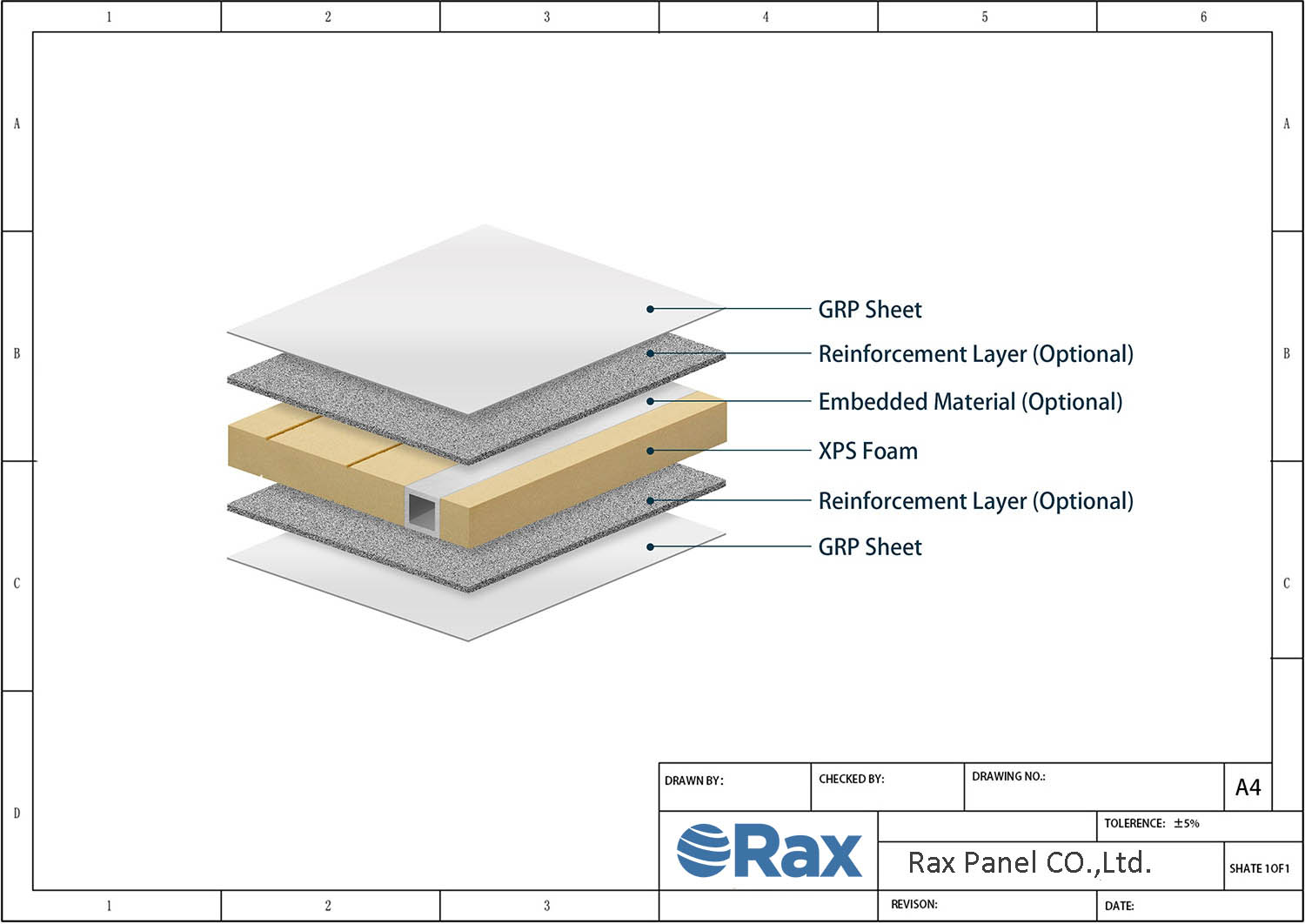
Honeycomb panel architecture relies on a rigid sandwich configuration where a geometrically optimized hexagonal core distributes mechanical stress between high-tensile facing sheets, delivering maximum structural stiffness with minimal mass.
Sandwich Construction Fundamentals and Hexagonal Core Geometry
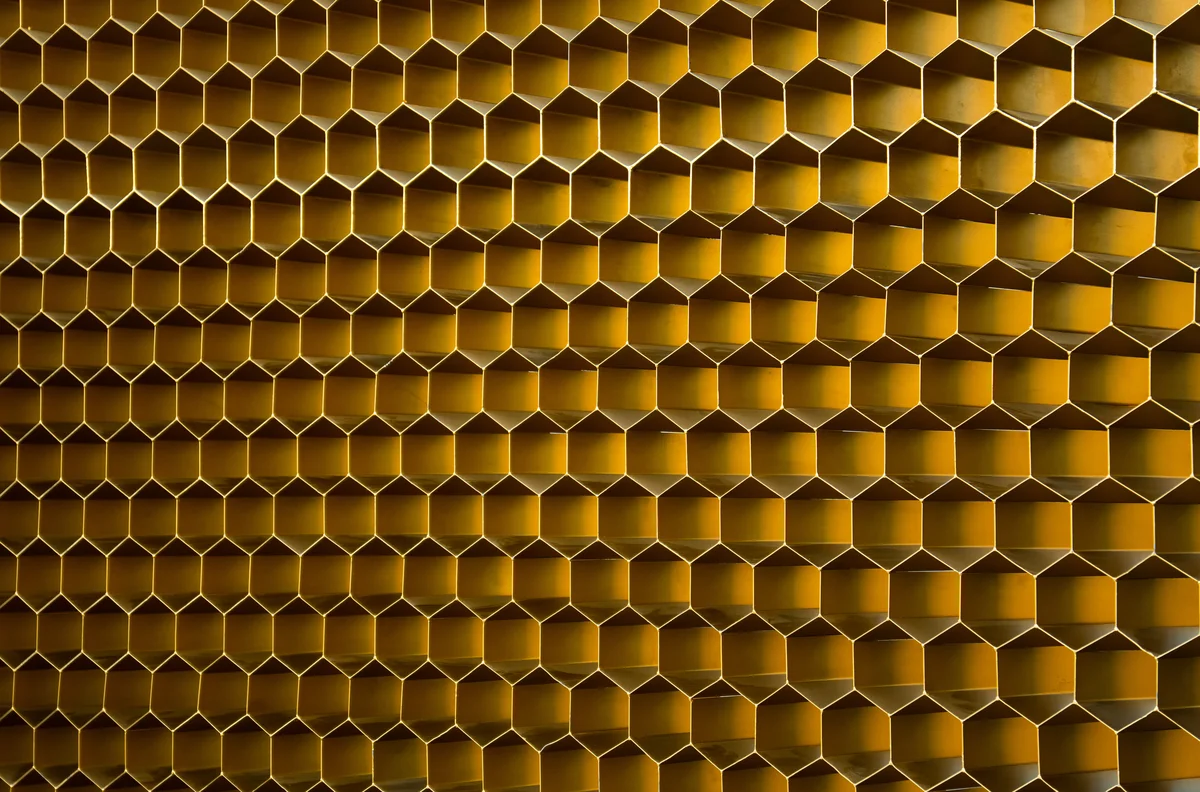
At the heart of this system is the hexagonal core geometry. Unlike random foam structures, the tightly packed hexagonal cells act as independent vertical columns. This geometric pattern provides exceptional resistance to compressive forces and shear stress while keeping the overall density remarkably low. Engineered honeycomb cores like our PP, fiberglass, and carbon fiber variants deliver up to 50% weight reduction compared to traditional solid lumber or mild steel, directly translating to higher payload capacity and improved fuel efficiency for fleet operators.
- Cell Geometry: Hexagonal patterns distribute uniform pressure across the entire face sheet, preventing localized denting under heavy static loads.
- Core Material Options: We engineer custom cell sizes and wall thicknesses for PP, thermoplastic, and aluminum cores to match specific flexural rigidity requirements.
- Mass Optimization: The hollow nature of the cells eliminates redundant material in low-stress zones, achieving superior strength-to-weight ratios.
Facing-to-Core Bonding Mechanics and Structural Load Paths
A honeycomb panel is only as reliable as the interface between its layers. The facing-to-core bond is responsible for transferring shear forces from the outer skin into the central core. When external loads impact the surface, the adhesive layer must instantly distribute that force across multiple hexagonal walls, preventing delamination or core crushing.
Our technical teams design the bonding matrix specifically around the intended load path. For high-vibration environments like refrigerated truck bodies or RV flooring, we utilize pressure-cured adhesive spreads that penetrate the cellular edges, creating a monolithic unit. We typically pair GRP or CFRT facings with precision-matched core densities to ensure the structural load transfers smoothly without creating stress concentration points at fastener locations.
Always validate the peel strength rating of your structural adhesive before field application. In our factory testing, we consistently see that uneven adhesive coverage creates weak load paths that fail prematurely under dynamic vibration fatigue, regardless of how thick the core appears.
When designing for commercial applications, we map the exact load distribution requirements during the prototyping phase. Whether you are routing heavy machinery mounting points or laying out subfloor joist spacing for mobile homes, the panel architecture must align with your specific stress vectors. Our ISO 9001-certified production lines monitor every bond cycle to guarantee that the load path remains uninterrupted, ensuring long-term dimensional stability and reliable performance across global supply chains.
Structural Advantages Over Solid Alternatives
The core advantage of honeycomb sandwich panels lies in the “I-beam effect,” where separating stiff facings with a low-density core dramatically increases flexural rigidity without adding mass.
The Mechanics of Flexural Rigidity
In structural engineering, flexural rigidity—the resistance of a material to bending—is determined by the material’s modulus of elasticity and the moment of inertia of its cross-section. Traditional solid sheets are inherently inefficient because they place material at the neutral axis, the area where stress is lowest during bending. By replacing this underutilized center material with a lightweight honeycomb core, we effectively separate the two high-stress facings. This geometric shift transforms the panel into a monolithic I-beam, exponentially increasing stiffness relative to its weight. In our laboratory testing at Rax Panel, we have observed that by simply increasing the core thickness while maintaining skin weight, engineers can achieve stiffness gains that would be impossible with solid laminates without incurring massive weight penalties.
Volume Optimization Principles
The primary engineering trade-off in panel design is volume versus mass. While solid materials scale linearly—doubling thickness doubles weight—honeycomb structures scale differently. Doubling the thickness of a sandwich panel adds negligible weight (assuming the core density remains constant) but increases the moment of inertia roughly by the cube of the distance between the facings. This allows for significant volume optimization in applications like RV sidewalls or truck floors, where interior space is at a premium. However, designers must account for shear deformation in the core; as the panel becomes thicker relative to its span, the core’s shear modulus becomes the limiting factor rather than the facing’s bending strength.
- High Stiffness-to-Weight: Rax Panel’s CFRT and GRP solutions achieve up to 50% weight reduction compared to solid lumber or aluminum while maintaining superior dimensional stability.
- Geometric Efficiency: Hexagonal cells provide the highest volume-to-surface-area ratio, maximizing the open space inside the panel for insulation or utility routing without sacrificing structural integrity.
- Shear Stability: We utilize specific core densities—ranging from 30kg/m³ to 200kg/m³ depending on the load case—to prevent core crimping under high-point loads.
Material Efficiency and Engineering Trade-offs
Material efficiency in sandwich construction is about placing the “expensive” performance where it is needed most. The facings handle the tensile and compressive stresses, while the core handles shear. This allows us to specify high-performance materials like carbon fiber or marine-grade GRP only for the skins, while filling the volume with cost-effective cores like PP honeycomb, PET, or PU foam. We frequently advise clients that the most cost-effective panel isn’t always the cheapest per square meter, but the one that balances core thickness with skin density to meet the specific load requirements of the application. Over-engineering the core density is a common budget drain; conversely, under-specifying the facing thickness can lead to premature local buckling.

Comparing Core Materials: Aluminum, Nomex, and Thermoplastics
Aluminum Honeycomb: The Benchmark for Shear Rigidity
When the project demands absolute dimensional stability and maximum shear strength, aluminum honeycomb remains the industry standard. Unlike foam cores which can compress under static loads, the hexagonal tubular structure of aluminum core resists shear forces exceptionally well, making it the preferred choice for industrial flooring and clean room partitions where flatness is critical. However, this material requires strict quality control in manufacturing. If the core cells are not perfectly expanded or if the adhesive bond line is inconsistent, the panel can suffer from localized crushing.
A major pain point we often see in the field is the misconception that aluminum is immune to environmental damage. While the aluminum alloy itself offers excellent chemical stability, the core acts like a sponge if the edges are left unsealed. If moisture penetrates the core, it can lead to galvanic corrosion or bond failure, effectively compromising the panel from the inside out. This is why we emphasize that the “waterproof” claim of an aluminum panel relies 100% on the quality of the edge sealing and the facing material integrity, not just the core itself.
Nomex (Aramid) Honeycomb: The High-Temperature Solution
Nomex, an aramid fiber paper, occupies the premium tier of core materials. Its primary engineering advantage is not just its strength-to-weight ratio, but its thermal behavior. Unlike thermoplastics that may melt or drip under extreme heat, Nomex chars rather than burns, significantly reducing smoke generation. This characteristic makes it indispensable for aerospace interiors and high-performance racing yacht bulkheads where fire safety regulations are stringent.
From a sourcing perspective, Nomex is generally the most expensive core option. The value proposition here is specifically for high-end, low-volume applications where weight savings are measured in grams and fire safety is non-negotiable. Our data indicates that while Nomex offers superior impact resistance for its weight, it requires specialized handling during the lamination process to prevent core crushing before the skins are applied.
Thermoplastic (PP) Honeycomb: The Industrial Workhorse
For high-volume applications like RV walls, truck bodies, and industrial ducting, Polypropylene (PP) honeycomb offers the best balance of cost and performance. PP is inherently hydrophobic, meaning it does not absorb water, which eliminates the risk of internal rot or corrosion—a common failure point in aluminum cores used in marine environments. Additionally, PP honeycomb exhibits excellent energy absorption, acting as a dampener against vibration, which is crucial for vehicle interiors subject to road noise and mechanical vibration.
Decision Matrix: Choosing the Right Core for Your Application
The selection process ultimately comes down to the specific “failure mode” you are trying to prevent. If the risk is impact damage, aluminum or Nomex provides superior hardness. If the risk is moisture ingress over a 10-year service life, PP is the safer bet. If the risk is fire, Nomex is the clear winner.
At Rax Panel, our approach to these materials is grounded in our 15 years of production experience. We don’t just stock these cores; we engineer the sandwich structure. For instance, when a client requests a lightweight solution for a new energy vehicle, we don’t simply swap foam for PP honeycomb. We analyze the shear modulus requirements and adjust the core density and cell size to match the specific load profile. By maintaining strict control over our ISO 9001 certified production lines, we ensure that whether we are laminating aluminum or PP cores, the bond strength meets the rigorous ASTM and BS 476 standards required for international export.
For B2B buyers, the takeaway is simple: stop treating the core as a commodity filler. It is the structural skeleton of your panel. Selecting the correct core—whether it is the rigidity of aluminum, the fire safety of Nomex, or the durability of PP—is the single most impactful decision you will make for the longevity of the final product.
| Core Material | Density Range (kg/m³) | Fire & Thermal Properties | Structural Performance | Primary Applications |
|---|---|---|---|---|
| Aluminum Honeycomb | 40 – 80 | Non-combustible (Class A), exceptional heat stability, zero smoke generation | Highest shear strength and rigidity; maintains superior flatness under heavy loads | Marine bulkheads, industrial flooring, clean room partitions, exterior facades |
| Nomex (Aramid) Honeycomb | 29 – 48 | Flame retardant, low smoke emission; organic material chars rather than burns | Extreme strength-to-weight ratio; high impact resistance with minimal mass penalty | Aerospace interiors, high-performance racing yachts, lightweight architectural structures |
| Thermoplastic (PP) Honeycomb | 50 – 100 | Self-extinguishing with additives; good thermal insulation properties | Excellent energy absorption and chemical resistance; isotropic structure for even load distribution | RV walls/furniture, truck bodies, industrial ducting, impact-resistant barriers |
Evaluating Strength-to-Weight Ratios and Load Distribution
Achieving maximum stiffness requires treating the sandwich panel as an I-beam: high-strength skins handle tension and compression, while the core maintains distance and resists shear.
In the world of composites, “strong” is a vague term that gets buyers in trouble. When evaluating honeycomb panels for heavy-duty applications—like RV flooring or refrigerated truck bodies—specifying thickness alone is a amateur mistake. A 25mm thick panel with a low-density core will flex significantly more than a 20mm panel with a high-density core under the same load. To engineer a truly lightweight yet rigid solution, you must understand the relationship between core density, shear modulus, and skin thickness.
The Density vs. Thickness Fallacy
A common pain point we see in the industry is the over-specification of thickness to compensate for a weak core. This kills your strength-to-weight ratio. Increasing thickness does add stiffness, but increasing core density (kg/m³) dramatically improves shear strength. If the core is too soft, the skins will slide past each other (shear failure) even if the panel is thick. For flooring applications where high point loads occur, we prioritize higher density cores to prevent “oil-canning” or localized buckling.
Always request the Shear Modulus (G) value of the core material, not just the compressive strength. High compressive strength doesn’t guarantee the panel won’t twist under torsional loads during transport.
| Performance Parameter | Low-Density Core (e.g., 60-80 kg/m³) | High-Density Core (e.g., 120-160 kg/m³) |
|---|---|---|
| Primary Application | Interior walls, furniture partitions, ceiling liners | RV floors, truck decks, load-bearing ramps |
| Shear Resistance | Adequate for distributed loads (e.g., wind pressure) | Critical for point loads (e.g., heavy equipment, foot traffic) |
| Weight Impact | Minimal weight addition | Slightly higher weight, but allows for thinner overall panels |
Optimizing Load Distribution with Skin Selection
While the core handles the spacing, the skins carry the bending stress. For projects demanding up to 50% weight reduction compared to solid lumber, we often specify CFRT (Continuous Fiber Reinforced Thermoplastic) or GRP (Glass Reinforced Plastic) skins instead of aluminum. Unlike isotropic metals, our fiberglass facings allow us to tailor the stiffness in specific directions by adjusting the weave orientation. This means we can engineer a panel that is rigid along the length of a truck body but offers enough flex across the width to absorb road vibration without cracking.
In our 15 years of manufacturing, we have found that delamination is the primary cause of structural failure, not core crushing. That is why our production lines focus intensely on the adhesive bond interface. We validate our flexural rigidity using ASTM D7249 protocols to ensure that under dynamic loads—like a refrigerated truck hitting a pothole—the energy is transferred through the panel system rather than peeling the layers apart. By strictly controlling the core density uniformity across our daily 1,700 square meter output, we guarantee that the load distribution remains consistent from the first panel to the thousandth.
Mapping Industrial Applications to Core Specifications
Successfully mapping industrial applications to honeycomb specifications requires aligning core material behavior with the vehicle’s operational stress profile. We reject one-size-fits-all selections because thermal cycling, vibration fatigue, and point-load distribution dictate whether a panel survives or delaminates.
Aligning Core Physics with Transit Stress Profiles
The core challenge in transportation manufacturing is preventing the “warp and flex” failure mode. When you pair a rigid metal skin with a polymer core, mismatched Coefficients of Thermal Expansion (CTE) create internal shear stress during temperature swings. Our engineering protocols prioritize CTE compatibility between the facing and the core to maintain dimensional stability across extreme climates. This isn’t just about picking a heavier board; it’s about calculating how the hexagonal lattice absorbs dynamic loads without transferring shock to the vehicle chassis.
For RV flooring and commercial truck bodies, the specification mandate shifts from pure stiffness to vibration damping and impact resistance. We specify polypropylene (PP) or fiberglass-reinforced thermoplastic (CFRT) honeycomb for these applications because their inherent elasticity dissipates road shock better than brittle alternatives. During our internal load simulations, we verify that the chosen core maintains its structural integrity under cyclic compression, ensuring that floor panels do not fatigue or crack after months of heavy foot traffic and cargo shifting.
- Vibration Damping: Polypropylene and CFRT cores absorb high-frequency road noise, reducing chassis fatigue and improving cabin comfort.
- Cyclic Load Resistance: Engineered cell walls prevent permanent deformation under repeated heavy impacts, maintaining flatness over decades of service.
- Adhesive Compatibility: We validate bond lines against accelerated thermal aging to ensure structural epoxies and acrylic foam tapes withstand constant flexing.
Bespoke Matching for Heavy-Duty and Precision Sectors
In marine and petrochemical environments, moisture migration and chemical exposure destroy underspecified panels. Here, we deploy glass-reinforced plastic (GRP) or precision polymer honeycombs engineered specifically for moisture impermeability. The manufacturing process involves applying specialized gelcoat finishes and hermetic edge sealing to block water ingress at the cell openings. Without this targeted specification mapping, even a high-strength core will suffer catastrophic delamination once trapped moisture freezes or expands.
For industrial machinery and optical fixtures, the priority is extreme rigidity-to-mass ratio and thermal stability. We transition to carbon fiber or aramid honeycomb cores paired with reinforced thermoplastic UD tapes. These combinations minimize long-term deformation under continuous static loads and maintain precise alignment under heat generation. Our ISO 9001-certified production lines allow us to cut these bespoke configurations to exact tolerances, eliminating material waste and streamlining your assembly workflow.
| Application Sector | Core Material | Key Specification | Structural Advantage | Quality Standard |
|---|---|---|---|---|
| Transportation & RV Flooring | Polypropylene (PP) Honeycomb | Manufacturing specifications demand precise density thresholds to validate structural reliability. Density: 60–90 kg/m³ | Cell Size: 6–12 mm | Up to 50% weight reduction vs solid lumber | High bending stiffness & vibration damping | BS 476 Fire Retardancy Certified |
| Commercial Truck Bodies | Aluminum Honeycomb | Density: 80–160 kg/m³ | Cell Size: 3–12 mm | Superior dimensional stability | Resists warping under thermal cycling | ASTM D1623 Tensile & Shear Certified |
| Marine & Vessel Decks | Fiberglass Reinforced (GRP) Honeycomb | Density: 100–200 kg/m³ | Cell Size: 6–15 mm | Exceptional strength-to-weight ratio | Moisture impermeable & corrosion resistant | ISO 9001 Manufacturing Protocol |
| Petrochemical Storage Roofs | Aluminum / Thermoplastic Hybrid | Density: 90–180 kg/m³ | Cell Size: 4–10 mm | Excellent load distribution | Minimal long-term deformation under stress | BS 476 Class 0 Fire Rating |
| Lighting & Optical Fixtures | Precision Polymer / Aluminum Grid | Density: 70–140 kg/m³ | Cell Size: 4–10 mm | Low thermal expansion coefficient | Maintains optical alignment under heat | ASTM D5961 Thermal Stability Certified |
| Industrial Machinery & Equipment | Carbon Fiber / Aramid Honeycomb | Density: 120–250 kg/m³ | Cell Size: 3–8 mm | Extreme rigidity-to-mass ratio | Superior fatigue resistance under cyclic loads | ASTM D1621 Structural Load Certified |
Understanding Manufacturing and Fabrication Workflows
Precision Lamination and Adhesive Integration
The manufacturing of high-performance composite panels is not merely about layering materials; it is a controlled engineering process where the bond line is the critical determinant of structural integrity. Unlike simple plywoods that rely on fasteners, sandwich panels derive 90% of their shear strength from the adhesive between the core and the skins. In our facility, the workflow begins with rigorous surface preparation. We ensure all facings—whether GRP, aluminum, or CFRT—are chemically treated to maximize surface energy before they ever touch the core.
Ask your supplier about their adhesive cure-to-handle times. Many manufacturers rush this stage to boost daily output, leading to “creep” failure months later. Our continuous lamination line strictly monitors pot life and cure temperatures to ensure the adhesive reaches full cross-linking density before CNC cutting begins.
For thermoplastic solutions like our CFRT sheets, we utilize thermal lamination processes that fuse the layers without additional adhesives, creating a recyclable monolithic structure. Conversely, for GRP and foam cores, we apply high-strength polyurethane or epoxy systems. The workflow here is precise: the adhesive must be viscous enough to prevent “strike-through” (dripping into the core cells) yet fluid enough to wet the entire facing surface. We maintain a daily production capacity exceeding 1,700 square meters by balancing this cure efficiency with uncompromised bond quality.
CNC Fabrication and Dimensional Stability
Once the laminate is cured, the panel moves to fabrication. This is where the “customization” promise is either kept or broken. Standard panel production is easy; precision fabrication for specific truck bodies or RV floors is where most supply chains fail. The workflow must account for the specific cutting properties of the core material. For instance, machining PP honeycomb requires different feed rates and vacuum pressures than cutting aluminum honeycomb to prevent cell wall collapse or edge fraying.
- Routing and Grooving: We utilize multi-axis CNC routers capable of complex 3D profiling. This allows us to create grooves for wiring or hinge slots in a single pass, maintaining a tolerance of ±0.5mm.
- Edge Sealing Integration: For panels destined for marine or refrigerated environments, the fabrication workflow includes the immediate application of edge sealants post-cut to prevent core ingress.
- Insert Installation: Our engineers have developed a proprietary workflow for installing metal or plastic inserts directly into the honeycomb core during lamination, vastly improving pull-out strength compared to post-installation methods.
Dimensional stability is the ultimate metric of this phase. Our technicians perform flatness checks on every batch. Because we control the entire process—from resin impregnation to final trim—we can guarantee that a 4×8 meter panel leaves our factory flat and stays flat during ocean freight, eliminating the “warping” nightmare that plagues distributors sourcing from fragmented assemblers.
QA Workflow: From ISO 9001 to ASTM Standards
A reliable manufacturing workflow is defined by what it catches, not just what it produces. We operate under ISO 9001 protocols, but we go beyond the checklist. Our Quality Assurance (QA) workflow is integrated into every production stage, not just the final exit gate.
We conduct destructive testing on sample panels from every production run. This includes peel adhesion tests (ASTM D903) and flatwise tensile tests to ensure the core-to-skin bond meets our internal specifications, which often exceed generic industry standards. For fire-rated applications, our facility is equipped to validate panels against BS 476 standards. We document these data points for every batch, providing our B2B clients with the traceability required for their own regulatory compliance.
Never accept a shipment that lacks “Batch Traceability.” If a panel fails in the field six months from now and your manufacturer cannot identify the specific resin lot and core batch used, you have no recourse for warranty claims. Our workflow mandates that every panel is tagged with a traceable production code.
Global Supply Chain Logistics
Manufacturing excellence means nothing if the logistics workflow is fragile. We have spent 15 years refining our packaging and loading protocols specifically for composite materials. Sandwich panels are susceptible to compression damage if stacked incorrectly or exposed to moisture during transit. Our workflow includes customized “stillage” packing for bulk orders and vapor-barrier wrapping for long sea voyages.
Additionally, our workflow extends to documentation and risk management. With a multilingual sales and support team, we bridge the communication gap that often causes delays in international trade. We handle the complex logistics of exporting oversized panels to over 50 countries, ensuring that our clients’ production lines never stop waiting for materials. This end-to-end visibility—from our factory floor to your warehouse—is the defining characteristic of a mature manufacturing workflow.

Why Are Honeycomb Panels A Good Alternative To Traditional Materials?
Honeycomb composite panels replace traditional solid lumber, plywood, and solid metals by delivering up to 50% weight reduction while maintaining superior structural stiffness and dimensional stability. For B2B procurement and vehicle manufacturing, this architectural shift translates directly into increased payload capacity, reduced fleet fuel consumption, and lower ocean freight costs without compromising load-bearing performance.
- Payload Optimization: Lighter chassis and body structures allow operators to carry more cargo or passengers within strict GVWR limits, directly improving route profitability.
- Dimensional Consistency: Unlike natural timber, engineered honeycomb cores resist warping, splitting, and moisture-induced swelling, ensuring tighter tolerances for automated fabrication lines.
- Material Efficiency: The hexagonal cellular matrix maximizes surface area distribution across thin face sheets, yielding exceptional flexural rigidity per pound while minimizing raw material waste during cutting.
We frequently specify these panels for commercial vehicle bodies and RV flooring because the engineering trade-off heavily favors lightweight composites when total system weight impacts operational margins.
Critical Sealant Application Techniques to Prevent Internal Degradation
Edge sealing is not an optional finishing step; it is a mandatory structural requirement for preserving panel integrity. Cutting or machining composite panels exposes open cellular cores that act as capillary wicks, drawing ambient humidity or liquid water directly into the panel interior. Preventing this requires a systematic approach to barrier creation.
- Cellular Core Protection: Apply a flexible, chemically compatible polyurethane or high-grade silicone sealant to all cut edges immediately after fabrication. This creates a continuous moisture barrier that prevents wicking and protects the adhesive bond line.
- Surface Preparation: Degrease and lightly abrade cut faces before sealant application to ensure maximum adhesion. Skipping this step leads to sealant peeling during thermal cycling or vibration exposure.
- Factory vs. Field Modification: Whenever possible, source pre-finished panels with factory-applied edge sealing. If on-site cutting is unavoidable, our engineering team strictly enforces immediate edge sealing before any fastening or adhesive bonding occurs to maintain warranty compliance and structural longevity.

Resolving Density Versus Thickness Misconceptions
Shear Strength Dependencies and Point Load Distribution Mechanics
- Point Load Thresholds: Standard RV flooring typically requires a minimum PP or fiberglass honeycomb density of 80 kg/m³ to safely distribute concentrated weights above 500 kg without core crushing.
- Shear Modulus Scaling: Increasing core height adds flexural rigidity, but shear strength scales linearly with core density. A 20mm panel at 40 kg/m³ will deflect significantly more under dynamic traffic than a 15mm panel engineered at 100 kg/m³.
- Facing-to-Core Bond Area: Our engineering team prioritizes maximizing the adhesive contact surface during vacuum lamination. Higher cell densities provide more structural nodes for the resin or polymer skin to anchor to, directly improving load transfer efficiency.
Preventing Delamination Under Dynamic Stress and Vibration Fatigue
Vehicles and mobile structures do not sit still. Constant road vibration, thermal expansion, and mechanical flexing create micro-fractures in the adhesive layer over time. Buyers often blame the panel thickness when the real culprit is insufficient core rigidity fighting oscillation cycles.
Delamination starts when vibration frequency matches the natural resonant frequency of the lightweight assembly. A low-density core acts like a loose spring, amplifying movement between the facings until the structural adhesive fatigues and peels away. We consistently see this failure mode in aftermarket conversions that skip proper core specification.
To stop this cycle, you need a core that resists compressive deformation and dampens oscillation. Carbon fiber or thermoplastic honeycomb cores offer superior fatigue resistance compared to traditional paper or low-grade aluminum variants. Our facility runs continuous ASTM shear testing on bespoke runs to ensure our engineered PP, fiberglass, and aluminum cores maintain bond integrity through millions of flex cycles.
- Vibration Damping: Thermoplastic PP honeycomb inherently absorbs more acoustic and mechanical energy than brittle metallic cores, reducing long-term adhesive fatigue in commercial truck bodies and marine decks.
- Adhesive Selection: Match the bond line flexibility to your core density. Softer polyurethane structural adhesives compensate for minor core compression, while rigid epoxies require highly stabilized, dense cores to prevent crack propagation.
- Certification Verification: Always demand batch-specific BS 476 fire retardancy and ASTM tensile reports. These documents prove the manufacturer actually controlled the cellular uniformity rather than just guessing thickness specifications.
Conclusion
Ditch the solid lumber comparisons. An aluminum honeycomb panel outperforms thermoplastics in RV floor applications because it distributes point loads across wider contact surfaces. Precision matters more than raw thickness. Rax Panel’s ISO-certified production lines calibrate core density to prevent internal shear failure during highway vibrations. Align your facing material with the actual weight rating before committing to a cut size.
- Leave aluminum edges exposed and moisture will eat the interior bonds within two seasons.
- Ignore millimeter counts and focus on density metrics. Structural rigidity follows shear strength, not depth.
- Treat our engineering team as an academic backup for early design validation. Send your load diagrams and CAD files so we can verify core-to-skin adhesion requirements without any commercial pressure.
Frequently Asked Questions
How do honeycomb cores compare to foam?
Honeycomb cores generally offer superior stiffness-to-weight ratios and shear strength for structural applications. Conversely, foam cores typically provide better thermal and acoustic insulation due to their solid structure. Selecting between them depends on prioritizing structural rigidity or insulation performance.
Can honeycomb panel properties be customized?
Yes, manufacturers can tailor core materials, cell sizes, and facings to meet specific performance requirements. This allows engineers to optimize panels for varying stiffness, weight, and thermal needs. At Raxpanel, we frequently design bespoke configurations to meet rigorous project standards.
Do honeycomb panels offer thermal insulation?
Yes, the honeycomb structure creates air pockets that reduce heat transfer, though performance varies by material. The level of insulation depends heavily on the specific core material and facing sheets used. For high thermal efficiency, specialized insulation cores are often integrated into the design.
Are honeycomb panels considered environmentally friendly?
Many honeycomb panels are considered eco-friendly due to efficient material usage and reduced weight, which lowers transport energy. Thermoplastic cores like polypropylene are often recyclable, contributing to a circular economy. Manufacturers are increasingly adopting sustainable practices to minimize the environmental impact of production.