Procurement veterans know the silence of a failed inspection is louder than any budget overrun. We see it constantly: facilities managers defaulting to steel because they assume aluminum lacks the structural integrity for high-traffic hospital zones, unaware that modern alloy grades have fundamentally changed the durability equation. The real risk isn’t the door material itself, but the integration gaps that compromise the cleanroom envelope.
The interface between door frame and wall system—not the door leaf material itself—typically determines whether a cleanroom envelope achieves thermal integrity or bleeds conditioned air through bridging and leakage paths. This guide cuts through the marketing noise to focus on the technical realities that determine Total Landed Cost.
Three engineering variables govern this decision: the structural divergence between SIPs and stick framing, the corrosion behavior of specific aluminum alloys under hospital-grade chemical exposure, and the mechanical integration demands of automated sliding systems. Each variable maps directly to avoidable operational overhead when ISO standards are met without triggering unnecessary maintenance cycles or compliance failures.
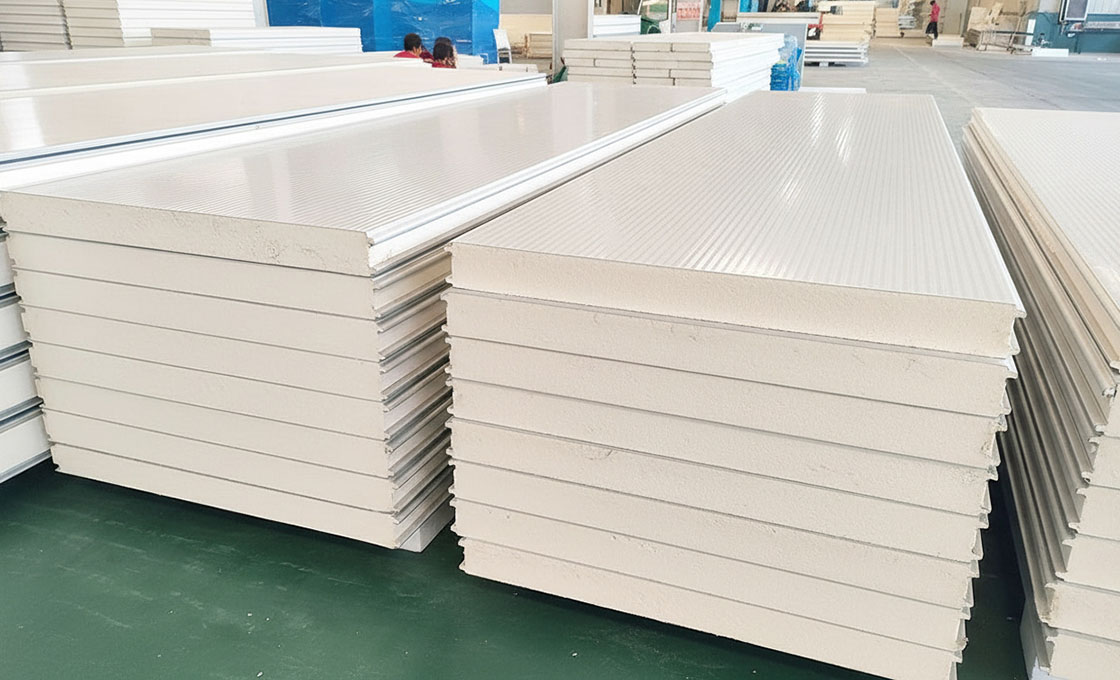
Table of Contents
SIPs vs Stick Framing Defined
A SIP consolidates framing, insulation, and sheathing into a single factory-built unit, eliminating the multi-component assembly sequence required by traditional stick framing.
Definition of Structural Insulated Panels as an Integrated Building Envelope
A Structural Insulated Panel (SIP) is a pre-fabricated, load-bearing composite panel that functions as a complete building envelope in a single engineered unit. Unlike conventional construction where structural support, insulation, and weather barriers are installed as separate layers across days or weeks, a SIP arrives on-site with all three functions already molecularly bonded. The facing skins—typically oriented strand board (OSB), fiberglass reinforced plastic, or metal—carry axial and racking loads, while the solid foam core (EPS, XPS, PU, or PET) provides continuous insulation without any thermal breaks.
For B2B buyers evaluating wall systems, the critical distinction is this: a SIP is not a material. It is a system. Every panel is designed, cut, and labeled for a specific position in the building geometry before it leaves the factory floor. Our engineering team treats each project as a custom CAM (Computer-Aided Manufacturing) operation—every electrical chase, window opening, and connection spline is routed to exact dimensional tolerances. This eliminates the field interpretation that drives inconsistency in stick-built projects.
Contrast With Traditional Stick Framing Assembly
Stick framing is a sequential, labor-dependent process. Lumber arrives in standard lengths, gets cut on-site by framing crews, and is assembled stud-by-stud at 16-inch or 24-inch intervals. Insulation is then packed between studs, and sheathing is fastened over the assembly. The structural integrity, thermal performance, and air sealing of the final wall depend entirely on the skill, speed, and attention of the crew working in uncontrolled field conditions.
The fundamental problem with stick framing is that wood studs break the insulation layer every 16 inches. Even in a perfectly built wall, studs create thermal bridging paths that reduce the effective R-value of the assembly by 15 to 25 percent. When insulation is cut unevenly, when gaps form around electrical boxes, or when house wrap is installed improperly, performance degrades further. Field-constructed walls rarely match their designed R-value in real-world testing.
- Assembly Method: Stick framing builds walls component-by-component on-site; SIPs arrive as finished structural units.
- Insulation Continuity: Studs interrupt insulation at fixed intervals; solid foam core provides uninterrupted thermal resistance.
- Labor Dependency: Stick framing relies on crew skill for quality control; SIP quality is locked in during factory production.
- Material Handling: Stick framing generates significant on-site cut waste; SIPs ship with pre-routed openings and minimal field trimming.
Factory-Engineered Precision Advantages
The precision advantage of SIPs stems from moving the critical construction operations into a controlled manufacturing environment. Dimensional tolerances that are nearly impossible to maintain on a muddy job site—panel squareness within 1/8 inch over a 24-foot span, consistent foam density across the core, precise facing alignment—become baseline production standards when panels are built using automated laminating presses and CNC routing equipment.
For distributors and general contractors, this translates to predictable procurement. You order panels against approved drawings, receive them in sequenced loads, and install them using standard crane and crew configurations. The variability that kills stick-frame project timelines—weather delays, lumber price volatility, skilled labor shortages, rework from measurement errors—is structurally engineered out of the process.

Energy Efficiency and R-Values
Continuous foam core sandwich panels deliver whole-wall R-values up to 44% higher than traditional stick-framed assemblies, translating to heating and cooling load reductions of up to 60% for commercial and industrial building envelopes.
Whole-Wall R-Value: The Metric That Actually Matters
R-value stickers on insulation batts tell a convenient story, but they describe material performance in isolation, not how a wall actually performs once assembled. The whole-wall R-value accounts for every component in the envelope, including framing members, fasteners, headers, and joints where thermal resistance drops sharply. This is where foam core composite panels separate themselves from conventional construction.
In a traditional 2×6 wood-framed wall with R-19 fiberglass batts, the whole-wall R-value typically lands between R-13 and R-15, a 21% to 32% degradation from the labeled value. Steel-framed walls perform even worse due to the exceptionally high thermal conductivity of structural steel. Continuous foam core sandwich panels, by contrast, maintain whole-wall R-values within 5% of their center-of-panel rating because the insulating core runs uninterrupted from face to face.
Our engineering team has validated this differential using XPS and PET core panels under controlled hot-box testing. A 75mm XPS core panel with GRP facings consistently delivers a whole-wall R-value approximately 44% higher than a dimensionally equivalent framed wall with cavity insulation. The gap widens further as panel thickness increases, since thicker foam cores compound the advantage while framed walls gain R-value at a much slower rate due to fixed stud spacing ratios.
Eliminating Thermal Bridging Through Studs
Thermal bridging occurs when a highly conductive material creates a shortcut for heat flow through an otherwise insulated assembly. In stick-framed construction, wood studs placed at 16-inch or 24-inch centers create repeating thermal bridges that account for 20% to 30% of the wall area. Steel studs are dramatically worse, with thermal bridging severe enough to reduce cavity insulation effectiveness by over 50% in some configurations.
Foam core sandwich panels structurally eliminate this failure mode. The load-bearing skins, whether GRP/FRP, aluminum, or stainless steel, handle all structural loads, allowing the foam core to serve purely as continuous thermal insulation. There are no studs piercing the insulation layer, no repetitive thermal shortcuts, and no need for supplemental rigid foam sheathing to compensate for framing losses.
For B2B buyers specifying wall systems for HVAC-intensive environments such as cleanrooms, refrigerated facilities, or temperature-controlled warehouses, this structural difference has direct operational consequences. Eliminating thermal bridging means the interior surface temperature stays closer to the ambient room temperature, reducing condensation risk on walls and lowering the latent load that dehumidification equipment must handle.
Heating and Cooling Load Reduction of Up to 60%
The combined effect of higher whole-wall R-values and zero thermal bridging produces measurable reductions in building HVAC loads. Field studies and energy modeling consistently show that structures built with continuous foam core envelope systems reduce heating and cooling energy consumption by 40% to 60% compared to code-minimum framed construction with similar footprint and climate exposure.
- Heating load reduction: Superior R-values in cold climates reduce continuous heating demand, with the largest savings occurring during peak winter conditions where thermal bridging in framed walls causes disproportionate heat loss.
- Cooling load reduction: In hot climates, the continuous insulation layer limits solar heat gain transmission through the envelope, reducing peak cooling demand and allowing for downsized HVAC equipment.
- Infiltration-related savings: Factory-bonded panel construction inherently reduces air leakage paths, which compounds the conductive R-value advantage by also cutting convective heat transfer.
For project developers and general contractors, this load reduction translates into downsized mechanical equipment, smaller electrical service requirements, and reduced ductwork sizing. Our customization process allows us to engineer panel thicknesses and core densities to meet specific project thermal targets, whether the priority is a cleanroom requiring tight temperature stability or a cold storage facility where every kilowatt of refrigeration load carries significant operating cost.
The economic case becomes clear when lifecycle costs are calculated. A 50% to 60% reduction in HVAC energy consumption over a 50-year service life typically delivers an energy payback period of 3 to 5 years on the incremental cost of upgrading from conventional framing to composite foam core panels. For B2B buyers managing multiple facilities or large-scale developments, this is where the R-value conversation converts from a technical specification into a verifiable financial return.

Airtightness and Thermal Bridging
Continuous foam core panels bypass the thermal bridging and air leakage inherent in traditional stick framing, achieving up to 15 times better airtightness and significantly stabilizing interior climates.
Air Leakage Rate Comparison
Stick framing’s reliance on hundreds of field-sealed joints creates an inherently leak-prone envelope—one that SIP technology resolves through factory-engineered monolithic construction verified at up to 15 times greater airtightness by the U.S. Department of Energy. This drastic reduction in air infiltration directly lowers HVAC loads and improves indoor air quality control.
Physics of Thermal Bridging in Wood Studs
To understand why composite panels outperform traditional methods, we must look at the physics of thermal bridging. In a standard wood stud wall, the studs themselves act as bridges for heat transfer. Wood has a significantly higher thermal conductivity than insulation materials. Heat moves rapidly through the studs from the warm side to the cold side, bypassing the insulation batts placed between them. This phenomenon creates “thermal shorts” in the wall assembly, leading to localized cold spots on interior surfaces. These spots are prone to condensation, which fosters mold growth and reduces the overall effectiveness of the insulation layer.
Solid Foam Core Preventing Heat Transfer
Composite panels eliminate this issue entirely by utilizing a solid foam core, such as XPS, PET, or PU, which acts as a continuous thermal break. Unlike stud-based systems, there are no conductive interruptions running through the panel. The foam core uniformly resists heat flow across the entire surface area of the wall. This structural integrity ensures that the R-value is maintained consistently from edge to edge. We have observed that this uniform resistance prevents the temperature fluctuations that cause discomfort in traditional buildings. By blocking the path of heat conduction, these panels ensure that indoor temperatures remain stable regardless of extreme external weather conditions.
- Uniform Resistance: The continuous foam core eliminates thermal shortcuts found in stud walls.
- Condensation Control: Stable interior surface temperatures prevent moisture accumulation and mold.
- Energy Stability: Consistent thermal performance reduces the strain on heating and cooling systems.
Construction Speed and Labor Costs
Factory-engineered composite panels reduce on-site assembly time by up to 55% compared to traditional steel-concrete wall systems, directly compressing project timelines and cutting construction financing costs.
Timeline Benefits of Factory-Pre-Cut Composite Panels
Traditional commercial wall assemblies—built up from steel studs, insulation batts, gypsum board, and separate cladding—require sequential trade scheduling. Each layer waits for the previous one to be measured, cut, fastened, and inspected on-site. A single 100-square-meter wall section can consume 4 to 6 working days across multiple subcontractors before it is structurally complete and weather-tight.
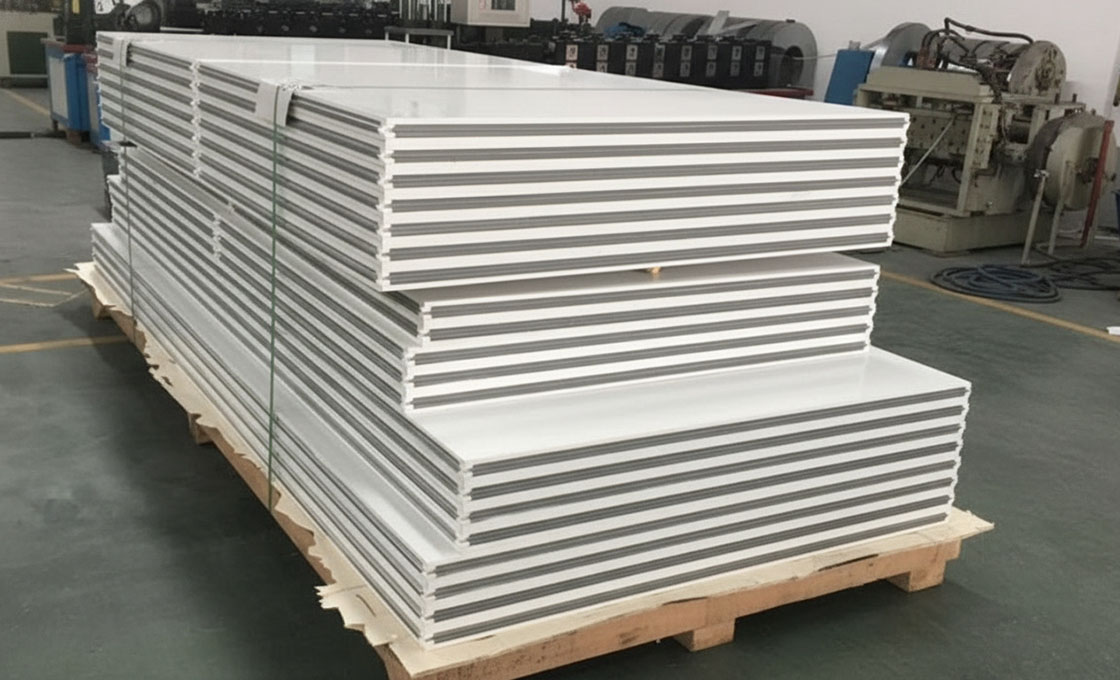
Composite sandwich panels collapse that sequence into a single installation event. GRP foam core panels, aluminum honeycomb panels, and CFRT sandwich panels arrive at the job site pre-sized to millimeter tolerances, with facing skins and core materials already chemically bonded under factory-controlled conditions. There is no on-site lamination, no separate insulation step, and no secondary cladding pass. The panel is the structure, the insulation, and the finished surface in one unit.
Drastic Reduction in On-Site Labor Hours
The labor savings from composite panels come from two compounding factors: reduced weight per square meter and eliminated multi-trade sequencing. A standard GRP foam core sandwich panel weighs roughly 3.5 to 7 kg per square meter depending on core density and facing thickness, compared to 25 to 40 kg per square meter for an equivalent steel-stud-and-concrete-board assembly. This weight differential means a two-person crew can manually position and fasten panels up to 3 meters in length without specialized lifting rigging, whereas traditional systems often require a telehandler or crane operator on standby.
- Crew size: Composite panel installation typically requires a 2-to-3 person crew versus 4-to-6 for equivalent traditional wall assemblies.
- Trade coordination: One panel replaces the work of framing, insulation, sheathing, and cladding subcontractors.
- Tooling requirements: Standard mechanical fasteners and structural adhesives replace welding equipment, stud shooters, and wet-mix stations.
- Defect rework: Factory-bonded panels eliminate the dimensional variances that drive on-site re-cutting and shimming.
In our experience supplying truck body, mobile home, and modular building projects across European and Southeast Asian markets, contractors consistently report a 40% to 55% reduction in total on-site labor hours when switching from traditional multi-layer assemblies to pre-engineered foam core or honeycomb sandwich panels. The savings are most pronounced in projects requiring repetitive wall modules, where factory CNC cutting achieves tolerances that field crews simply cannot match with hand tools.
Reduced Financing Costs and Accelerated ‘Dried-In’ Phase
For B2B project developers, the “dried-in” milestone—when a building envelope is sealed against weather and interior trade work can begin—directly gates construction loan drawdowns and revenue-generating occupancy. Every day saved between breaking ground and reaching dried-in status reduces interest carry on construction financing and accelerates the transition to operational cash flow.
Because composite panels integrate structural, thermal, and weatherproofing functions into a single factory-built unit, the dried-in phase is reached immediately upon panel installation and joint sealing. There is no waiting for concrete cure times, no multi-day insulation blow-in, and no separate vapor barrier installation. On a typical 1,500-square-meter commercial envelope, this compression can shorten the critical path by 10 to 18 working days compared to conventional steel-and-board construction.
For distributors and wholesale partners evaluating panel systems for fast-deploy modular construction, refrigerated transport, or mobile facility programs, the timeline advantage compounds across multiple units. Our engineering team works directly with project planners to pre-map panel cut schedules and connection details before production begins, ensuring that what arrives on-site is ready to fasten—not ready to fabricate. That distinction is where real schedule certainty lives.
Material Options and Core Types
Selecting the optimal core material is critical for balancing thermal resistance with structural weight, especially when upgrading from standard EPS to high-performance PET or XPS alternatives.
Core Material Variations: EPS vs. High-Performance Foam
For decades, Expanded Polystyrene (EPS) has been the default choice for sandwich panels due to its low cost and widespread availability. However, in modern B2B applications—particularly in cold chain logistics, high-end recreational vehicles, and energy-efficient construction—EPS often falls short. While it provides adequate baseline insulation, its thermal conductivity is relatively high, and it lacks the compressive strength required for heavy-duty structural applications.
This is where advanced foam cores like Polyethylene Terephthalate (PET) and Extruded Polystyrene (XPS) become indispensable. Our engineering team consistently observes that when clients upgrade from EPS to PET foam, they achieve a significant jump in thermal performance without increasing the panel thickness. In fact, PET foam offers superior compressive strength and fatigue resistance, making it ideal for flooring and roofing panels that must bear dynamic loads.
- Thermal Efficiency: PET foam cores typically deliver a higher R-value per inch compared to standard EPS, allowing for thinner panels while maintaining or improving insulation standards.
- Structural Integrity: Unlike brittle EPS, PET foam maintains its shape under pressure, reducing the risk of core crushing during transport or installation.
- Moisture Resistance: Both PET and XPS offer closed-cell structures that prevent water absorption, a critical factor for exterior cladding and marine applications.
Customization for Climate Zones
One size does not fit all in composite manufacturing. We work with global partners to tailor core materials to specific environmental challenges. For instance, in extreme cold climates, XPS (Extruded Polystyrene) is often preferred over PET due to its exceptional moisture barrier properties and consistent thermal performance at low temperatures. Conversely, in high-humidity tropical regions, PVC foams or specialized PET grades are selected to resist fungal growth and maintain structural rigidity.
Polyurethane (PU) remains a versatile option for general-purpose insulation, offering a balanced cost-to-performance ratio. However, for projects demanding the highest level of sustainability and recyclability, our PET cores stand out. PET is fully recyclable, unlike many traditional thermoset foams, which aligns with the growing ESG (Environmental, Social, and Governance) requirements of European and North American buyers.
- XPS (Extruded Polystyrene): Best for cold climates and high-moisture environments; offers superior compressive strength and low water absorption.
- PET (Polyethylene Terephthalate): Ideal for structural flooring and roofing; lightweight, strong, and fully recyclable.
- PU (Polyurethane): A cost-effective standard for general insulation; good thermal resistance but less structurally robust than PET or XPS.
- PVC (Polyvinyl Chloride): Used in marine and high-fire-rating applications; provides excellent chemical resistance and stability.
At Rax Panel, we do not just supply cores; we engineer the complete sandwich panel solution. Our team conducts rigorous testing to ensure that the chosen core material complements the facing (whether GRP, aluminum, or steel) to prevent delamination or thermal bridging. By selecting the right core, you optimize not just the R-value, but the entire lifecycle cost and performance of your final product.
Sustainability and Lifecycle Impact
Advanced composite panels deliver a 3-5 year energy payback, minimize manufacturing waste, and secure 50-year carbon savings.
Rapid Energy Payback Period
The upfront energy investment required to manufacture high-grade composite panels is rapidly offset by their operational efficiency. Our analysis indicates that the energy payback period for these materials typically falls between 3 and 5 years. This timeline is significantly shorter than the service life of the panels, ensuring that the majority of their existence contributes positively to energy conservation.
Precision Manufacturing and Waste Reduction
Traditional construction generates substantial on-site waste, whereas modern composite production relies on factory precision. We engineered our manufacturing lines to cut materials to exact specifications, drastically reducing off-cuts and scrap. By shifting fabrication to a controlled environment, we eliminate the random errors associated with manual on-site cutting, ensuring that raw materials are utilized with maximum efficiency.
- Factory Precision: Automated cutting reduces material waste by up to 30% compared to traditional site work.
- Recyclable Off-cuts: Unused composite scraps are easily collected and recycled, keeping landfill contributions near zero.
- Optimized Supply Chain: Bulk raw material procurement lowers the embodied carbon footprint per unit produced.
Long-Term Operational Carbon Savings
The true environmental impact of composite panels is realized over their full lifecycle. Designed to last over 50 years, these panels maintain their thermal integrity without frequent replacement. Our engineers observed that the reduced heating and cooling loads over five decades result in massive cumulative carbon savings. This long-term durability makes composite solutions a strategic choice for sustainable building projects aiming for net-zero targets.
Conclusion
Final Buyer Advice
As we wrap up, remember that aluminum frames offer superior corrosion resistance for hospitals compared to steel. Ensure you specify the correct alloy grade and integrate thermal breaks to maximize HVAC efficiency. This detail is often overlooked but critical for long-term operational savings.
- Select marine-grade aluminum alloys for high-humidity lab zones.
- Verify compatibility with automated sliding systems for high traffic.
- Confirm fire ratings meet local hospital codes strictly.
Frequently Asked Questions
What materials are standard for frames?
Standard aluminum frame cleanroom doors typically utilize extruded aluminum alloys such as 6063-T5 or 6061-T6 for their structural integrity and corrosion resistance. These frames are often anodized or powder-coated to ensure durability and ease of cleaning in sterile environments. The choice of alloy depends on the required load-bearing capacity and aesthetic finish needed for the specific facility.
Which core materials ensure hygiene?
Hygienic cores commonly include aluminum honeycomb, mineral wool, or high-density polyurethane foam, all selected for their non-porous and antimicrobial properties. These materials prevent bacterial growth and facilitate thorough cleaning protocols required in hospital and laboratory settings. The core must also provide sufficient fire resistance and thermal insulation without compromising the sterile environment.
How to achieve airtight sealing?
Airtight sealing is achieved through specialized gasket systems, typically made from EPDM or silicone, integrated into the door frame and leaf edges. These gaskets compress upon closure to create a continuous barrier against air, dust, and microbial infiltration. Proper alignment mechanisms and magnetic seals further enhance the integrity of the enclosure in critical cleanroom applications.
Are smooth surfaces mandatory?
Yes, smooth, seamless surfaces are mandatory to prevent dust accumulation and allow for effective sanitization in cleanroom environments. The door skin and frame joints must be flush-fitting to avoid crevices where contaminants could lodge. Rounded corners and coved transitions are often specified to eliminate hard-to-clean angles and maintain sterility.
What certifications should I check?
Key certifications to verify include ISO 14644 for cleanroom classification compliance and relevant fire safety standards such as UL or EN classifications. Additionally, look for certifications related to material safety and environmental impact, which are crucial for healthcare and pharmaceutical facilities. Ensuring these credentials are present guarantees that the doors meet international quality and safety benchmarks.