
Roughly 60% of sandwich panel delamination failures trace back to one production mistake: under-curing. Most buyers never ask about curing temperatures or press pressures during supplier evaluations. They should. In sandwich panel manufacturing, that single process step determines whether your cold room panels survive thermal cycling or start separating at the bond line within 18 months. We’ve seen the claim data across our own production floor running 1,700+ sqm/day — when curing parameters drift even slightly outside the 80–140°C range, the cross-linking fails to complete. The panel looks fine at inspection. Six months later, you’re replacing an entire truck body or cold room wall.
This guide breaks down the six core production stages — from core material preparation through CNC finishing — with the exact tolerances and parameters that separate reliable panels from costly field failures. You’ll walk away with specific quality control checkpoints, from bond line thickness measurements to surface flatness scans, that you can use to evaluate any supplier’s competence before you sign a contract.
Table of Contents
Core Material Preparation Stage
Core preparation determines the structural ceiling of your sandwich panel. Inconsistent density or cell geometry in the core layer will propagate into bonding defects, regardless of how precisely you control lamination downstream.
Foam Core Types and Processing
Foam cores represent the most widely specified category in industrial sandwich panel manufacturing. At Rax Panel, we process six primary foam types on our production line—XPS, PET, PU, PVC, PMI, and EPP—each selected based on the buyer’s performance requirements for thermal insulation, compressive strength, and weight targets. The critical factor during preparation is density consistency. If a PET foam block varies from 80 kg/m³ to 130 kg/m³ across its width, the resulting panel will exhibit uneven shear transfer and localized delamination risk under load.
Here is a breakdown of the foam core materials we process, with their operational density ranges and thermal conductivity benchmarks:
- XPS Foam Core: Density 25–45 kg/m³, thermal conductivity 0.028–0.035 W/mK. Cost-effective for RV wall panels and truck bodies where moderate insulation is sufficient.
- PET Foam Core: Density 60–200 kg/m³, thermal conductivity 0.030–0.040 W/mK. Recyclable thermoplastic structure with excellent chemical resistance, widely used in marine and cold room panels.
- PU Foam Core: Density 30–150 kg/m³, thermal conductivity 0.022–0.028 W/mK. Best-in-class insulation performance, making it the standard for refrigerated truck bodies and modular cold room panels.
- PVC Foam Core: Density range overlaps with PET (60–200 kg/m³). Closed-cell structure provides superior water resistance for vessel and marine applications.
- PMI Foam Core: Highest specific mechanical strength among structural foams. Specified in aerospace, high-performance sports equipment, and applications demanding extreme stiffness-to-weight ratios.
- EPP Foam Core: Exceptional energy absorption and impact recovery. Used in applications requiring repeated impact resistance rather than maximum stiffness.
During processing, foam blocks are cut to target thickness using hot-wire or CNC rotary tools. Thickness tolerance must stay within ±0.3mm to ensure a uniform bond line during lamination. If the foam surface is scored, uneven, or contaminated with cutting debris, adhesive distribution becomes inconsistent—directly increasing the risk of void formation and panel rejection. Our engineers verify incoming foam density with sample testing before any material enters the lamination stage, because catching a density deviation at receipt costs a fraction of what a field delamination claim costs downstream.
Honeycomb Core Production
Honeycomb cores trade the continuous insulation of foam for significantly higher compressive strength-to-weight ratios. Rax Panel manufactures PP honeycomb and fiberglass honeycomb cores, and we also supply aramid honeycomb and PC honeycomb for specialized applications. The defining quality parameter in honeycomb production is cell size consistency—typically specified in the 3–12mm range—because the cell geometry directly controls shear strength and compression behavior across the panel surface.
- PP Honeycomb Core: Density 50–120 kg/m³. Thermoplastic construction allows it to bond well with CFRT and GRP facings. When composited with fiberglass sheet, it delivers a structure that is both strong and light, ideal for RV floor panels and truck body sidewalls.
- Fiberglass Honeycomb Core: Higher temperature resistance than PP, specified where fire ratings or elevated service temperatures are a factor—such as clean room partition panels and architectural insulated panels.
- Cell Size Consistency: Maintained within the 3–12mm specification window. Variation beyond this tolerance creates localized weak zones where shear stress concentrates under load, leading to premature core failure.
The honeycomb expansion and bonding process requires precise control of node adhesive application. If the adhesive between cell nodes is insufficient, the honeycomb collapses under compression during panel lamination. If applied unevenly, weight increases without proportional strength gain—undermining the entire engineering rationale for choosing a honeycomb core over foam. Our engineering team validates each honeycomb batch by testing node bond strength and cell uniformity before releasing material to the production floor. This is a step many commodity suppliers skip, and it is the reason panels from uncertified lines often fail under sustained thermal cycling or shear stress.
| Core Material | Density Range (kg/m³) | Thermal Conductivity (W/mK) | Key Properties | Preparation & QC Requirements |
|---|---|---|---|---|
| XPS Foam | 25–45 | 0.028–0.035 | Lightweight, moisture-resistant, cost-effective | Moisture content below 2%, surface grinding for bond adhesion, thickness tolerance ±0.3mm |
| PET Foam | 60–200 | 0.030–0.040 | High compression strength, recyclable, thermoformable | Dimensional tolerance ±0.5mm, edge sealing required, density uniformity verification across full sheet |
| PU Foam | 30–150 | 0.022–0.028 | Best insulation value, fire retardant grades available | Temperature-controlled storage at 15–25°C, surface cleaning before adhesive application, fire rating validation |
| PVC Foam | 30–250 | 0.030–0.045 | Excellent chemical resistance, high strength-to-weight ratio | Fumed surface treatment for bonding, vacuum drying recommended, batch density testing per lot |
| PMI Foam | 32–300 | 0.020–0.035 | Highest specific strength, aerospace-grade performance | Controlled environment processing, co-curing compatibility verification with facing resin systems |
| PP Honeycomb | 50–120 | 0.050–0.080 | Exceptional shear transfer, impact-resistant, recyclable | Cell size consistency check, edge trimming to ±0.5mm, adhesive fill verification in honeycomb nodes |
| Aramid Honeycomb | 29–130 | 0.040–0.070 | Extreme fire resistance, high shear modulus | Moisture barrier storage required, specialized cutting tools, compression testing per batch for crush strength validation |
| PC Honeycomb | 60–150 | 0.045–0.075 | Transparent options, good impact resistance, UV-stabilized grades | UV resistance certification for exterior applications, thermal expansion compatibility check with facing materials |
Facing Material Fabrication
Facing fabrication is the first and most consequential stage of sandwich panel manufacturing. Surface defects, contamination, or thickness inconsistencies at this point propagate through every subsequent lamination step.
GRP Sheet Manufacturing
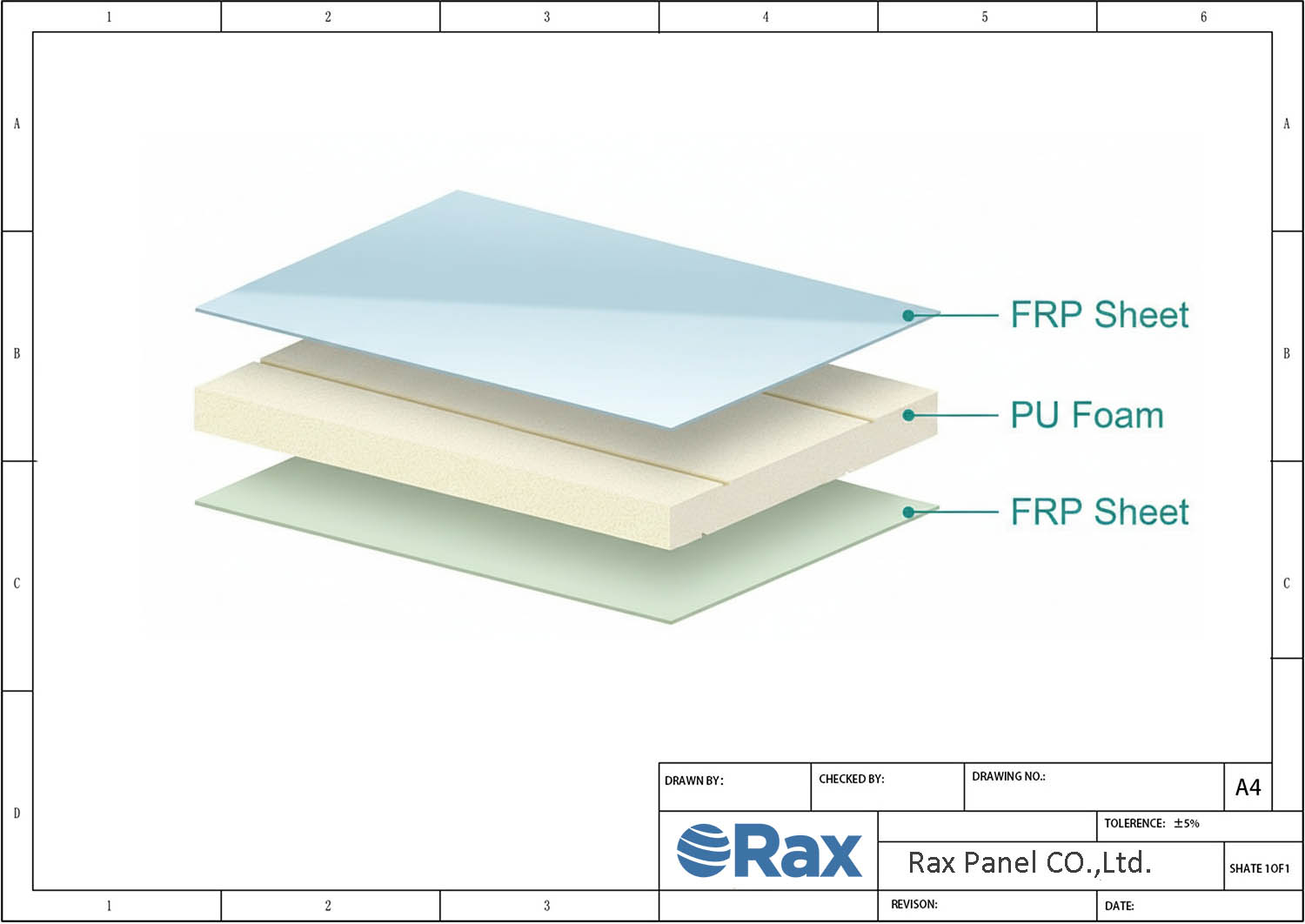
Glass Reinforced Plastic (GRP) sheet production starts with continuous filament winding or pultrusion, where glass fibers are impregnated with a thermoset resin matrix—typically polyester or vinyl ester. The fiber orientation and resin-to-glass ratio directly dictate the mechanical output of the final panel facing. At Rax Panel, we produce GRP sheets ranging from 0.5mm to 3.0mm in thickness, depending on the structural and application requirements of the buyer.
The critical quality parameters during GRP fabrication are fiber wet-out uniformity and air void elimination. Incomplete resin saturation creates weak points that lead to facing delamination under thermal cycling or impact. Our production line maintains continuous tension control on the glass rovings, which prevents fiber waviness—a defect that can reduce tensile strength by 15–25% in the finished sheet.
We also manufacture FR4 fiberglass sheets for applications demanding higher electrical insulation and dimensional stability. These sheets undergo a higher-temperature cure cycle and use epoxy resin systems rather than polyester, which increases both cost and performance.
CFRT Thermoplastic Facing Production
Continuous Fiber Reinforced Thermoplastic (CFRT) sheets represent a newer class of facing material that addresses several limitations of traditional thermoset GRP. Unlike thermoset resins, which undergo irreversible chemical cross-linking during curing, CFRT sheets use a thermoplastic matrix—typically polypropylene or PET—that can be reheated and reformed. This makes the material fully recyclable and significantly faster to process during lamination, since no additional curing chemistry is required at the bonding stage.
CFRT sheets are produced through a continuous consolidation process where unidirectional (UD) glass fiber tapes are stacked in predetermined orientations—commonly 0°/90° or quasi-isotropic layups—and pressed through heated rollers. The result is a facing that is lighter and thinner than equivalent-strength GRP, typically ranging from 0.5mm to 2.0mm. Our thermoplastic UD tapes serve as both a standalone product and the feedstock for CFRT sheet lamination.
For B2B buyers evaluating CFRT versus GRP, the decision comes down to application demands. CFRT excels in scenarios requiring impact resilience, recyclability, and faster cycle times. GRP remains the better choice when maximum stiffness, chemical resistance, or high-temperature service is the priority. We supply both, and our engineering team validates the selection based on your project’s actual load and environmental data—not assumptions.
Gelcoat Application on FRP Sheets
Gelcoat is a resin-rich surface layer applied to the mold side of an FRP sheet before the structural layup begins. Its function is both aesthetic and functional: it creates a smooth, pigmented surface that is waterproof, UV-resistant, and chemically inert. For RV exterior panels, refrigerated truck bodies, and marine applications, gelcoat is not optional—it is the difference between a panel that weathers five years and one that performs for fifteen.
Application quality is everything. The gelcoat must be sprayed at a controlled thickness of 0.4–0.6mm. Too thin, and you get fiber print-through and premature chalking. Too thick, and the surface becomes brittle and prone to cracking under impact or thermal shock. Our GRP sheets are available with or without gelcoat, depending on whether the facing will be a visible exterior surface or an internal structural layer that gets covered or painted downstream.
We also produce LWRT (Long fiber reinforced thermoplastic) sheets, which use a different production method—thermoforming chopped fiber mats impregnated with thermoplastic. These are lower in density and suitable for non-structural or semi-structural interior applications where weight savings take priority over maximum load-bearing capacity.
Metal Facing Preparation
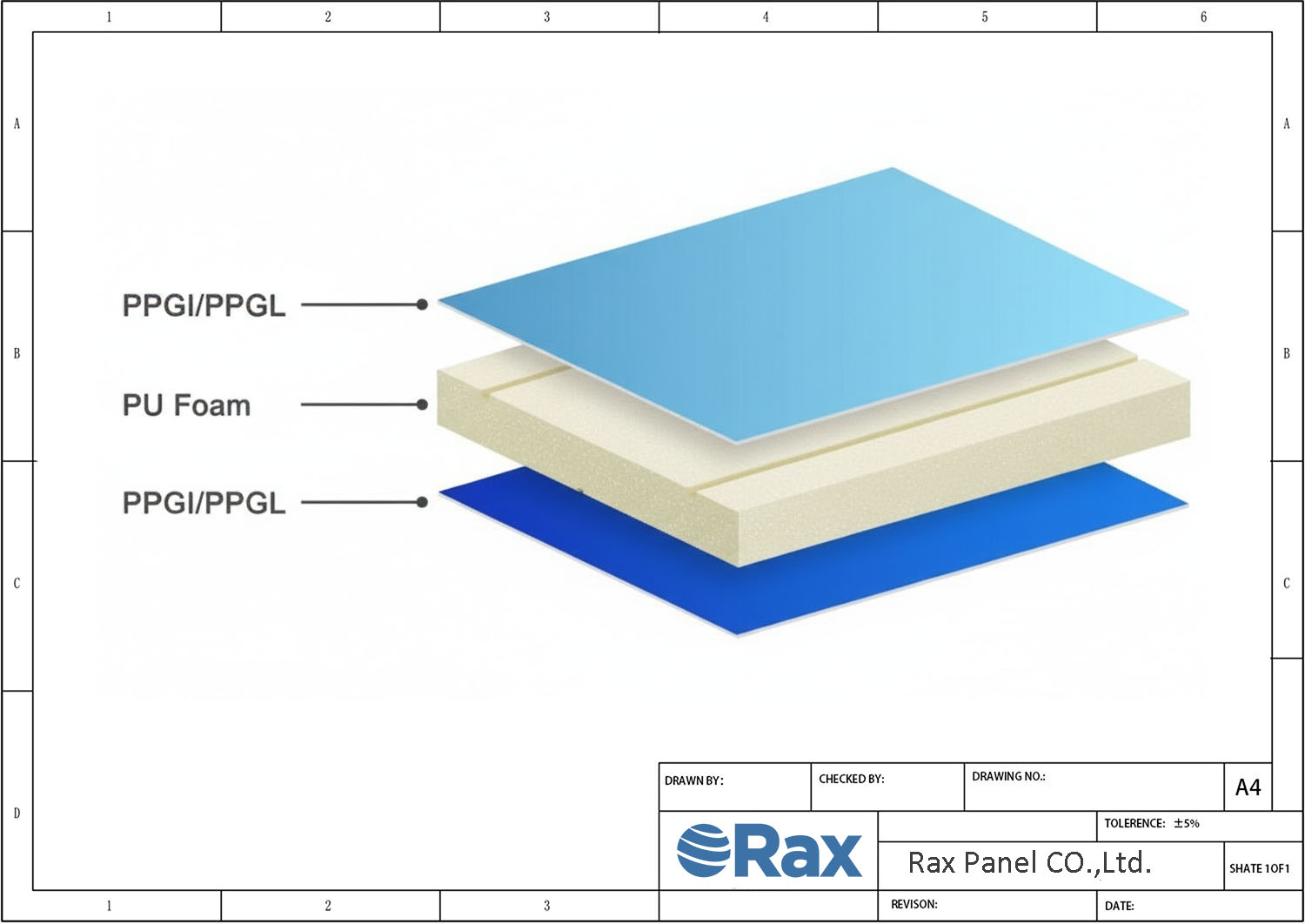
Metal facings—aluminum, stainless steel, and Aluzinc (aluminum-zinc coated steel)—require an entirely different preparation workflow compared to fiberglass. The metal arrives in coils or flat sheets, and the first step is surface degreasing to remove rolling oils and particulate contamination. Any residual oil on the metal surface will prevent adhesive bonding, and this is one of the most common root causes of delamination in metal-faced sandwich panels.
After degreasing, the critical step is surface profiling. We use either chromate-free chemical conversion coatings or mechanical abrasion (typically grit blasting) to increase the surface energy of the metal. This creates micro-mechanical anchoring points for the adhesive. For aluminum facings, which we stock in thicknesses from 0.3mm to 2.0mm, the natural oxide layer is actually beneficial for adhesion—but only if it is clean, uniform, and free of corrosion products.
Stainless steel facings (0.3–1.5mm) present a different challenge. The passive chromium oxide layer that gives stainless steel its corrosion resistance also makes it inherently difficult to bond. Mechanical abrasion followed by a specialized primer is essential. We apply anti-corrosion primers specifically formulated for the metal-adhesive interface, creating a chemical bridge between the inert metal surface and the polyurethane or epoxy adhesive system used in lamination.
Aluzinc facings combine the barrier protection of aluminum with the sacrificial cathodic protection of zinc. The surface preparation protocol for Aluzinc is similar to galvanized steel—alkaline cleaning followed by a zinc-compatible conversion coating. Using the wrong primer chemistry on Aluzinc will cause zinc-adhesive reactions that generate gas and destroy the bond line within months, not years.
For all metal facings, the prepared surface must be bonded within a specific time window—typically 4 to 8 hours depending on ambient humidity and the conversion coating system used. Exceeding this window allows surface contamination and oxidation to degrade the bond-ready condition. This is a production scheduling detail that commodity suppliers frequently overlook, and it directly impacts the long-term reliability of the panels you receive.
| Facing Material | Thickness Range | Surface Options | Key Properties & Applications |
|---|---|---|---|
| GRP/FRP Sheets | 0.5 – 3.0 mm | Gelcoat or non-gelcoat finish | Waterproof, insulating, flat, smooth surface; ideal for RV walls, truck bodies, marine vessels |
| CFRT Sheets | 0.5 – 2.0 mm | Smooth thermoplastic finish | Lighter, thinner, resilient; continuous fiberglass reinforced thermoplastic for demanding structural applications |
| Aluminum Sheets | 0.3 – 2.0 mm | Mill finish, coated, or painted | Lightweight, corrosion-resistant; used in architectural insulated panels, cold room wall panels, exterior cladding |
| Stainless Steel Sheets | 0.3 – 1.5 mm | Brushed, polished, or matte | Superior corrosion resistance and hygiene; suitable for clean room panels, food-grade facilities, industrial environments |
| ACP (Aluminum Composite Panel) | 0.3 – 2.0 mm | PVDF, PE, or wooden grain coating | Aesthetic versatility with weather resistance; applied in exterior wall cladding, commercial building facades |
| PVC Facing | 0.5 – 2.0 mm | Plain or textured surface | Cost-effective, moisture-resistant; commonly paired with foam cores for lightweight building panels |
| Aluzinc Coated Steel | 0.3 – 1.5 mm | Coated or pre-painted | Enhanced corrosion protection vs. galvanized steel; used in warehouse sandwich panels, agricultural insulated panels |
| Plywood Facing | 1.0 – 5.0 mm | Film-faced or raw wood finish | Structural rigidity with screw-holding capability; suited for RV furniture panels, mobile home flooring |
| LWRT Sheets | 0.8 – 2.5 mm | Textured or smooth thermoplastic | Lightweight random thermoplastic composite; reduces overall panel weight in vehicle and transit applications |
| FR4 Fiberglass Sheets | 0.5 – 3.0 mm | Epoxy-based smooth finish | High electrical insulation and mechanical strength; used in industrial equipment and specialized sandwich panels |

Adhesive Application and Bonding Methods
Bond line thickness exceeding 0.5mm increases delamination risk by up to 40% under thermal cycling. Under-curing causes approximately 60% of field delamination claims. These two parameters define panel longevity.
Thermoset vs. Thermoplastic Bonding
The adhesive system you select dictates not just bond strength, but the entire production workflow and recyclability of the finished panel. There are two dominant chemistries in composite sandwich panel manufacturing: thermoset polyurethane (PU) lamination and thermoplastic film bonding. They behave fundamentally differently on the factory floor.
Thermoset polyurethane adhesives are the industry standard for bonding GRP/FRP sheets to foam cores like PET, PU, XPS, and PVC. PU adhesives undergo an irreversible chemical cross-linking reaction during curing. Once cured, the polymer network cannot be remelted or reformed. This gives thermoset bonds excellent creep resistance and long-term durability under sustained static loads—critical for RV wall panels and refrigerated truck bodies that experience constant vibration and thermal stress over years of service.
Thermoplastic film bonding, by contrast, uses a heat-activated adhesive film that melts, flows, and solidifies through physical cooling rather than chemical reaction. This is the preferred method for CFRT sandwich panels where both the facing sheets and the core material are thermoplastic. The advantage: the entire panel—facing, adhesive, and core—becomes a mono-material system that is fully recyclable. European OEMs increasingly demand thermoplastic construction for regulatory compliance around end-of-life vehicle directives.
The critical quality parameter shared by both systems is bond line thickness. This must be controlled to a range of 0.1–0.3mm. Why does this matter? A bond line below 0.1mm creates adhesive starvation—there is insufficient resin to wet out the entire facing surface, leaving voids that become initiation points for delamination. A bond line above 0.3mm wastes adhesive and introduces a thick, weak layer between the core and facing. Exceeding 0.5mm is a serious defect: testing data shows delamination risk increases by up to 40% under thermal cycling because thicker adhesive layers exhibit greater differential expansion and lower shear transfer efficiency.
At Rax Panel, we apply adhesive via precision metering rollers calibrated to the specific viscosity and open time of the adhesive system being used. For PU lamination on GRP foam core panels, two-component metering ensures the exact mix ratio is maintained. For thermoplastic CFRT panel production, pre-cut adhesive films with controlled thickness eliminate metering variability entirely.
Pressing and Curing Parameters
Once adhesive is applied and the core-facing stack is assembled, the panel enters the pressing and curing stage. This is where the chemical cross-linking (thermoset) or physical consolidation (thermoplastic) occurs under controlled heat and pressure. The parameters here directly determine whether your panels will survive years of field service or fail prematurely.
Curing temperature ranges from 80 to 140°C depending on the adhesive chemistry and core material sensitivity. PU adhesives typically cure at 80–120°C. Going hotter accelerates cure time but risks deforming temperature-sensitive cores—XPS foam begins to soften above 75°C if exposure is prolonged, so dwell time must be tightly managed. PET and PVC foams tolerate higher temperatures better, allowing cure temperatures at the upper end of the range. Thermoplastic films for CFRT panels generally activate between 120–140°C to ensure complete melt flow and wetting.
Pressure during pressing ranges from 0.2 to 0.8 MPa. Too little pressure fails to squeeze out trapped air and ensures inadequate contact between the adhesive and facing surface. Too much pressure compresses the foam core, reducing its thickness and compromising its insulation value. For low-density cores like XPS (25–45 kg/m³), pressure must stay at the lower end. Higher-density cores like PET foam (60–200 kg/m³) can tolerate pressures toward 0.8 MPa without permanent deformation.
The pressing method itself falls into two categories, each suited to different production requirements:
- Continuous press lines: The panel stack passes through a heated roller press or double-belt press at a controlled speed. This is high-throughput production—our line processes over 1,700 sqm daily. It maintains consistent pressure and temperature across the entire panel width. Continuous lines excel at producing standard-thickness panels with tight dimensional tolerance, but they limit maximum panel thickness based on the press gap opening.
- Batch (discontinuous) press lines: Individual panel stacks are loaded into a hydraulic platen press, compressed, and held at temperature for the full cure cycle. Batch pressing accommodates custom thicknesses up to 200mm and allows multi-layer panel constructions. It is slower but provides greater flexibility for specialized orders like thick insulated cold room panels or marine-grade GRP balsa sandwich panels.
Under-curing is the single largest cause of field delamination, responsible for approximately 60% of warranty claims in the composite panel industry. It occurs when panels are removed from the press before cross-linking reaches completion, or when temperature distribution across the platen is uneven, leaving cool spots where the adhesive remains partially uncured. At Rax Panel, we address this with multi-zone temperature control on our press platens and defined minimum dwell times verified through periodic cross-link density testing during production runs.
If you are evaluating a sandwich panel supplier, ask them two specific questions: what bond line thickness they target and how they verify cure completion across the full panel surface. A manufacturer who cannot give you precise numbers or relies solely on visual inspection is gambling with your project’s long-term performance.
Cutting, Machining, and Tolerances
Cutting and sealing composite panels is not a post-manufacturing afterthought; it is the final tolerance gate that determines if a panel survives field assembly without delamination.
CNC Precision Cutting and Dimensional Tolerance
When you are fitting panels into an RV wall framework or a modular cold room, a 2mm gap turns into a thermal bridge and a structural liability. Standard industry practice often accepts dimensional variances that are simply unacceptable for specialized vehicle manufacturing and commercial construction. Holding a strict ±0.5mm dimensional tolerance is what separates a smooth assembly line from a logistical bottleneck filled with rework.
We achieve this precision through multi-axis CNC (Computer Numerical Control) routing. Unlike manual sawing, CNC finishing ensures that every cut—whether routing out a window reveal in a CFRT XPS sandwich panel or trimming a GRP plywood panel for a truck body—matches the exact CAD file provided by your engineering team. This accuracy is critical because once a facing material like aluminum or fiberglass reinforced plastic is compromised by an uneven cut, the core is exposed to the environment.
Edge Sealing and Factory-Applied Finishing
An exposed foam or honeycomb core is a direct invitation for moisture ingression. If water migrates into a PET or PU foam core, subsequent freeze-thaw cycles or constant operational vibration will inevitably force the facing and core apart, resulting in a costly delamination claim. Relying on on-site contractors to perfectly seal panel edges in the field is a massive risk. The sealing process must happen in a controlled factory environment before the panels are shipped.
To prevent edge failure, we apply specific moisture barrier systems depending on the panel’s intended application and facing materials. The standard options integrated during the finishing stage include:
- Polyurethane (PU) Sealants: Injected directly into the edge trims to create a closed-cell waterproof barrier that bonds mechanically to the core structure.
- Aluminum Edge Profiles: Mechanically fastened and sealed U-channels or H-profiles used primarily in architectural insulated panels and clean room environments to protect the vulnerable perimeter from impact damage.
- Factory-Applied Jointing Systems: Integrated tongue-and-groove or cam-lock profiles milled directly into the panel, pre-sealed with captive gaskets. This eliminates the variability of field-applied mastics and ensures an airtight seal for modular cold room installations.
Shipping raw, untrimmed panels forces your fabrication team to act as a secondary processing line. By specifying factory-finished CNC cuts and pre-applied edge sealing, you eliminate the hidden labor costs of on-site trimming and significantly reduce your project’s defect rate below the critical 1% threshold.

Quality Control and Testing
Thickness variance beyond ±0.2mm and bond line failures above 0.5mm are responsible for the majority of field delamination claims. Automated laser scanning and standardized mechanical testing catch these defects before they leave the factory.
Thickness Consistency Checks
In sandwich panel manufacturing, thickness consistency is not just an aesthetic concern—it directly dictates structural performance, thermal insulation values, and assembly fit. A panel that varies by even 0.5mm across its surface can cause uneven load distribution in truck bodies or create gaps in cold room installations that compromise thermal seals.
Our production line uses automated laser measurement systems that scan the full panel surface in real time as panels exit the pressing stage. The system targets a thickness tolerance of ±0.2mm, which is significantly tighter than the ±0.5mm dimensional tolerance that most procurement specifications require for final CNC-cut dimensions. The reason we maintain tighter control at the pressing stage is straightforward: if the raw panel is already out of spec before cutting, no amount of CNC precision will correct internal bond line variations that lead to delamination.
This is where bond line thickness becomes critical. The adhesive layer between the facing material—whether GRP, CFRT, aluminum, or stainless steel—and the core material must be controlled to 0.1–0.3mm. When that bond line exceeds 0.5mm, delamination risk under thermal cycling increases by up to 40%. Our laser scanning system flags any panel where thickness deviation suggests an uneven bond line, allowing us to isolate and test that panel before it moves to finishing.
- Measurement Method: Automated laser scanning across full panel surface at continuous line speed
- Target Tolerance: ±0.2mm thickness variance at the pressing stage
- Bond Line Range: 0.1–0.3mm adhesive layer thickness; panels exceeding 0.5mm are flagged for additional testing
- Output Rate: Real-time scanning across 1,700+ sqm daily production without slowing the line
For procurement engineers evaluating suppliers, the key question to ask is whether thickness measurement happens at the pressing stage or only after cutting. Post-cut measurement cannot detect internal bond line variations—by that point, the defect is already sealed inside the panel.
Mechanical and Fire Testing
Thickness consistency tells you the panel was manufactured correctly. Mechanical and fire testing tell you whether it will perform correctly under the conditions your project demands. These two testing categories address different failure modes, and both are non-negotiable for panels destined for commercial construction, cold rooms, and specialized vehicle applications.
Mechanical testing focuses on tensile strength and flexural strength—the two properties that determine whether a panel will hold together under wind loads, structural weight, or the constant vibration of an RV or truck body in motion. Tensile testing measures the force required to pull the facing material away from the core, which directly evaluates bond integrity. Flexural testing applies load across the panel span to simulate real-world bending stresses. For GRP foam core panels used in marine applications or aluminum sandwich panels in architectural cladding, these values must meet specific project-engineered thresholds—not just generic industry minimums.
Fire testing is a separate discipline with its own set of standards that vary by target market. European classifications follow DIN 4102, which defines B1 (hardly flammable) and B2 (normally flammable) ratings. North American projects reference ASTM E84, which measures flame spread and smoke development to assign Class A, B, or C ratings. Panels for cold rooms, clean rooms, and exterior wall cladding in commercial buildings typically require B1 or Class A compliance, depending on the jurisdiction. Our engineering team conducts experimental testing during the customization phase to validate that the specific core-facing combination meets the fire standard applicable to the customer’s destination market—because a GRP + PET foam panel tested to DIN 4102 does not automatically pass ASTM E84, and vice versa.
- Tensile Testing: Measures facing-to-core bond strength; critical for panels under wind load or vibration stress
- Flexural Testing: Evaluates bending performance across panel span; determines load-bearing capability
- Fire Ratings (European): B1 and B2 classifications per DIN 4102
- Fire Ratings (North American): Class A and Class B per ASTM E84
- Testing Approach: Project-specific validation based on destination market requirements, not one-size-fits-all certification
One point that procurement teams often overlook: fire ratings are not transferable across core-facing combinations. A validated B1 rating on a GRP + PU foam panel does not guarantee the same rating on a GRP + PET foam panel of identical thickness. The core material’s combustion behavior, smoke production, and thermal degradation profile all change the result. This is why we test each custom combination independently during the engineering review phase, rather than relying on generic certificates that may not match the actual product configuration being shipped.

Continuous vs. Batch Production Lines
Continuous lines prioritize speed and dimensional consistency for standard panels, while batch lines deliver thicker profiles and multi-core customization that high-speed lines cannot accommodate.
Continuous Panel Lines: High-Volume Consistency
Continuous production lines are the backbone of high-output composite panel manufacturing. Material feeds in continuously—facing sheets, adhesive, and core—passing through a heated press that cures the panel in a single uninterrupted motion. The result is consistent thickness, uniform bond lines, and a daily output that significantly exceeds what batch systems can achieve.
Our advanced composite panel production line at Rax Panel runs at a capacity exceeding 1,700 square meters per day. That kind of throughput matters when you are supplying RV wall panels or cold room wall panels in bulk to distributors who cannot afford supply delays. Continuous lines hold thickness tolerances to approximately ±0.2mm across the full panel surface, which is critical for modular assembly where panels must interlock precisely.
- Output rate: 1,500–3,000 sqm/day depending on panel configuration
- Thickness range: Typically 10–100mm; very thick panels require batch processing
- Best suited for: Standardized foam core panels such as CFRT XPS sandwich panels, GRP PET sandwich panels, and aluminum composite panels where repeat orders demand identical specifications
The trade-off is flexibility. Changing core materials or facing combinations on a continuous line requires a line purge and recalibration, which consumes time and material. If your project demands frequent specification changes—switching from PU foam core to PP honeycomb core between runs, for example—a continuous line becomes less efficient.
Batch (Discontinuous) Lines: Customization at Scale
Batch or discontinuous press lines operate on a per-cycle basis. Each panel or set of panels is loaded into a press, cured under controlled temperature and pressure, and then removed before the next cycle begins. This start-stop process sacrifices speed but provides something continuous lines cannot: the ability to produce panels exceeding 100mm thickness and to switch core-facing combinations with minimal setup waste.
For specialized applications—GRP balsa sandwich panels for marine hulls, PIR sandwich panels for fire-rated construction, or rockwool sandwich panels for industrial facilities—batch production is often the only viable method. The press can accommodate multi-layer core stacks, mixed-density foam cores, and non-standard facing materials like stainless steel or Aluzinc in a single cycle. Thickness tolerances are slightly wider than continuous lines, generally ±0.5mm, which remains fully acceptable for most structural applications.
- Thickness capacity: Up to 200mm or more, accommodating thick insulation cores for cold room floor panels and clean room partition panels
- Core flexibility: Can process PMI foam, aramid honeycomb, PC honeycomb, and balsa—materials that require precise pressure control during curing
- Changeover time: Minimal material waste when switching between custom specifications
When evaluating a sandwich panel manufacturer, ask which line type they plan to use for your specific order. A supplier running only continuous lines may struggle with your 150mm-thick cold room door panel specification. Conversely, routing a high-volume repeat order for standard RV roof panels through a batch line adds unnecessary cost and lead time. The right manufacturer runs both and assigns your order to the appropriate process.
Customization Capabilities for B2B Buyers
Effective composite customization demands strict engineering validation of thermal expansion and shear transfer between the core and skin, followed by physical prototyping to verify structural data before full-scale mass production.
Mixed Core and Facing Combinations
Specifying custom sandwich panels goes beyond simply stacking materials together. When you mix different skins and cores, our engineers must calculate structural compatibility to prevent field failures. We validate the thermal expansion coefficients and shear transfer mechanics of every unique build. For instance, bonding a CFRT skin to a PU foam core reacts entirely differently under thermal cycling than a GRP skin over a PP honeycomb core.
Because industrial applications dictate specific performance requirements, our manufacturing flexibility allows us to engineer distinct material pairings based on your exact load, weight, and environmental constraints. We regularly validate specialized configurations, including:
- CFRT + PU/PET/XPS/PVC Foam: High-impact resistance combined with strict thermal insulation, heavily utilized in RV wall and refrigerated truck body assemblies.
- GRP + PP Honeycomb: Maximum weight reduction paired with high shear strength, optimized for marine vessels and structural vehicle flooring.
- Aluminum/Stainless Steel + Rockwool/PIR: Rigorous fire-rated combinations specified for clean room partitions and commercial architectural cladding.
Prototype and Small Batch Options
Committing to a 1,000-panel production run without physical validation is an unnecessary supply chain risk. We mandate a strict prototyping phase to ensure the engineered data matches real-world manufacturing output. Our facility typically produces a pilot batch of 5 to 15 panels, allowing your engineering team to conduct physical testing and verify dimensional tolerances before we proceed to mass production.
This prototype workflow is designed to eliminate hidden costs and assembly-line surprises for B2B buyers. The standard progression includes:
- Engineering Review: We analyze your project requirements to select the optimal core density and facing thickness.
- Experimental Testing: Our team runs experimental validations on the specific mixed-core combination to establish baseline data.
- Sample Production: We manufacture the 5 to 15 panel pilot run directly on our production floor.
- Data Confirmation: You receive the exact physical samples and the associated test data for your final assembly approval.
Conclusion
Look, knowing the manufacturing process is your best defense against substandard materials. If a factory cannot explain their adhesive thickness or curing temperatures, they are gambling with your project. Proper lamination keeps structural tolerances locked tight.
- Accepting shipments without automated laser scanning data to verify thickness consistency.
- Tolerating adhesive bond lines over 0.5mm, which directly causes field delamination failures.
- Skipping thermal cycling tests for panels headed into extreme climates.
Before you sign your next supply contract, cross-reference your exact specs against our product catalog. We engineer custom core and skin combinations that pass structural codes on the first run.
Frequently Asked Questions
How do manufacturers ensure consistent panel thickness across large production runs?
Automated laser measurement systems scan the full panel surface in real-time during lamination, maintaining ±0.2mm variance. Continuous production lines use roller gap calibration before each shift. Request thickness consistency test reports from your supplier—reputable factories document this per batch.
How does core material choice affect sandwich panel cost and performance?
Cost increases roughly with density and temperature rating: XPS is the most economical ($8–15/sqm core cost), followed by PU ($12–22), PET ($15–30), and PMI foam ($40–80) for high-performance aerospace applications. Performance trade-offs: PU offers the best thermal insulation (0.022 W/mK), PET provides higher compressive strength for structural loads, and honeycomb cores deliver maximum stiffness-to-weight ratio for vehicle applications.
What quality certifications should a sandwich panel factory have for export markets?
At minimum: ISO 9001 for quality management systems. For construction applications: CE marking (Europe), ICC-ES reports (North America), or local fire safety certifications. For vehicle applications: compliance with relevant DOT/ECE standards. Request third-party test reports for fire resistance (ASTM E84 or DIN 4102), tensile strength, and thermal conductivity before placing any order.