
Last year, a mid-size RV manufacturer in Indiana shut down their assembly line for six days. The cause? A shipment of travel trailer panels that varied 0.8mm in thickness across a single skid — enough to jam their automated edge-binding equipment and ruin 40 wall assemblies before anyone caught the defect. Between expedited freight, idle labor, and missed dealer commitments, that one bad batch cost $280,000. I’ve watched this scenario play out across dozens of production floors over the past 15 years. It almost always traces back to the same problem: the supplier couldn’t hold tolerance on composite sandwich panels, and the buyer had no way to verify until the material hit the line.
We pulled three years of our own factory test data — flexural strength measurements, thermal conductivity readings, thickness tolerance records from our CNC cutting tables — and organized it by application zone. Walls, roofs, and floors each get separate spec tables because that’s how engineers actually specify materials, not as a single generic thickness callout. You’ll find exact weight-per-square-meter figures at every thickness option, R-value comparisons against the plywood baselines you’re probably still quoting, and defect rates tracked across 1,200 production runs. If your current supplier can’t hand you this data on request, you’re gambling with your production schedule every time you place an order.
Table of Contents
- 1 Travel Trailer Panel Thickness at a Glance
- 2 Why Panel Thickness Dictates RV Quality
- 3 Wall Panel Thickness: Standard vs. Composite
- 4 Roof Panel Thickness and Load Ratings
- 5 Floor Panel Thickness and Payload Impact
- 6 Thickness Tolerances for OEM Assembly
- 7 Shipping and Edge Protection for Panels
- 8 Conclusion
- 9 Frequently Asked Questions
Travel Trailer Panel Thickness at a Glance
A 20–30mm composite sandwich panel replaces a 1″ insulated plywood wall assembly while cutting weight by 30–50%. Thickness is not a single number — it is specified by zone, core material, and structural load.
Interior Paneling: The Plywood Baseline
Typical RV interior paneling runs 1/8″ to 1/4″ plywood. The standard production thickness is 1/8″ (3.2mm). The 3/16″ and 1/4″ options exist as upgrades, but base models rarely use them because every millimeter added increases material cost and cumulative wall thickness without contributing meaningful structural value. These interior skins are decorative — they cover framing and insulation, not bear loads.
For exterior skins on enclosed cargo trailers, aluminum sheet runs 0.030″–0.040″ in standard configurations and 0.050″–0.063″ for heavy-duty applications. These gauges are industry-standard, but they only describe the outer skin — not the total wall assembly thickness that determines insulation performance and structural rigidity.
Structural Sandwich Panels by Application Zone
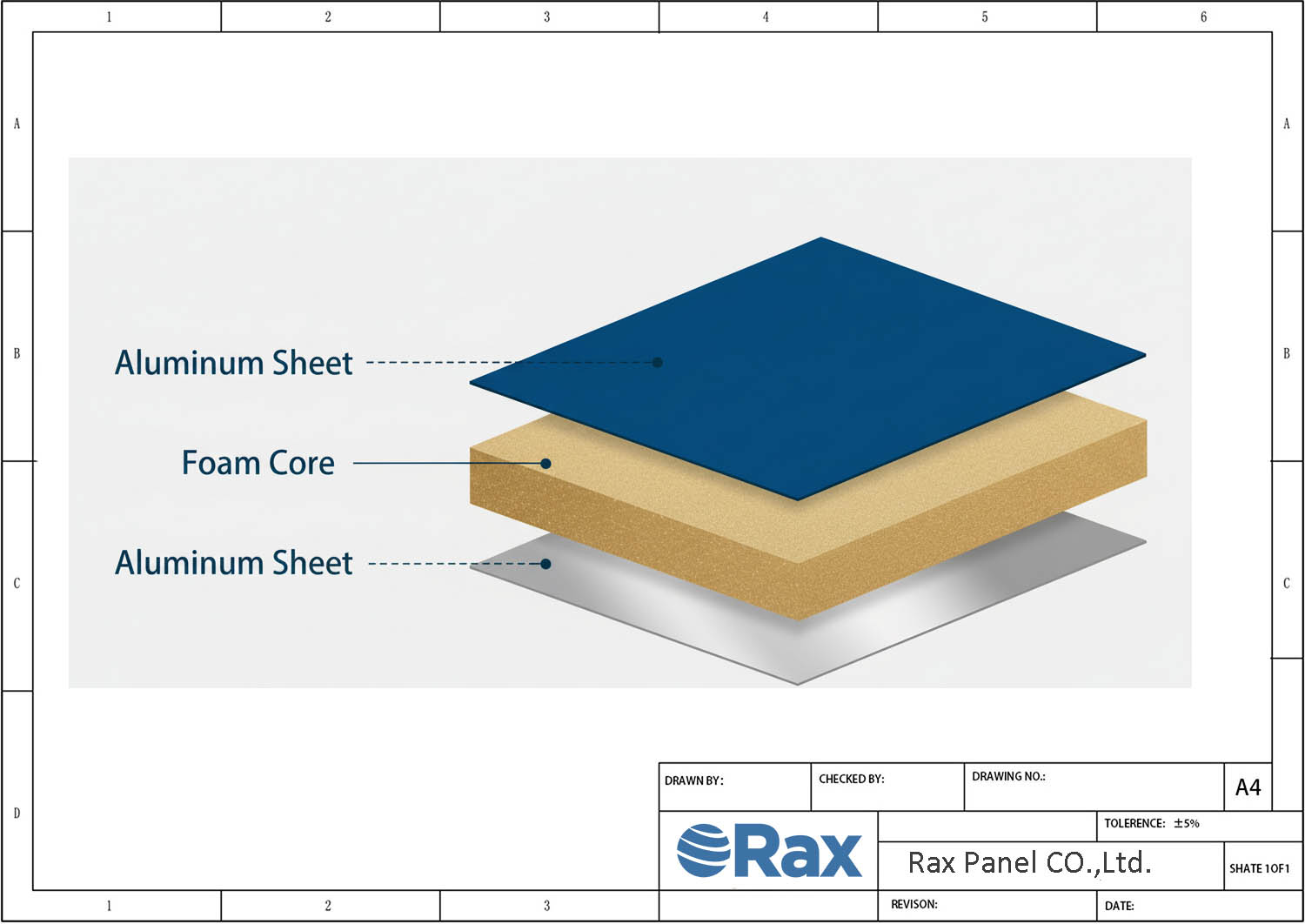
Structural composite sandwich panels range from 12mm to 60mm total thickness depending on core type and application zone. Unlike decorative interior paneling, these panels carry structural loads, provide insulation, and serve as the complete wall or roof assembly — not just a skin layer. We manufacture CFRT Sandwich Panels and Foam Core Panels specifically for these OEM applications, with thickness tolerances held to ±0.2mm via CNC cutting versus the ±0.5mm typical of plywood.
Thickness specification varies by zone because each area carries different loads and exposure. Here is how OEM engineers typically specify panels:
- Wall Panels (20–30mm): CFRT or GRP/FRP skins over PET foam core. At 20–30mm total thickness, these replace traditional 1″ insulated plywood wall assemblies. Flexural strength reaches 80–120 MPa at a density of 1.2–1.6 g/cm³. Thermal conductivity holds at 0.030–0.035 W/m·K.
- Roof Panels (25–40mm): Thicker profiles account for snow loads, UV exposure, and HVAC cutouts. Foam core panels with closed-cell PET structure (>95% closed cell) prevent moisture intrusion — the same vector that causes typical plywood floor failure in 3–5 years in humid climates.
- Floor Panels (30–60mm): Maximum thickness range for load-bearing floors. PET foam core delivers R-0.8 to R-1.2 per inch, comparable to plywood’s R-1.25 per inch, at roughly half the weight. The closed-cell structure eliminates the rot vector entirely.
The weight differential is where composites justify their unit cost. A GRP honeycomb panel at 20mm weighs 3.5–6.0 kg/m² with a compressive strength of 1.5–3.0 MPa. Plywood assemblies matching that structural performance weigh significantly more and lack moisture resistance. For procurement engineers calculating weight per square meter across an entire trailer build, the cumulative savings directly translate to higher payload capacity or reduced chassis requirements.
Why Panel Thickness Dictates RV Quality
A 20–30mm composite sandwich panel replaces a 1-inch insulated plywood wall at 30–50% less weight. But thickness tolerance ultimately dictates whether your assembly line runs smoothly or halts for rework.
Weight-to-Strength Ratios by Material
When specifying travel trailer panels, OEMs typically shift from standard 1/8-inch (3.2mm) interior wood paneling to structural composites to shed curb weight. A standard 1-inch insulated plywood wall assembly is heavy and highly susceptible to moisture rot within 3 to 5 years in humid climates.
Replacing this assembly with a 20–30mm CFRT sandwich panel maintains equivalent structural stiffness while slashing wall weight by 30–50%. CFRT panels achieve a flexural strength of 80–120 MPa at a density of only 1.2–1.6 g/cm³. This weight savings cascades through the entire vehicle design, allowing for chassis upgrades or increased payload capacity without altering the vehicle footprint.
- CFRT Sandwich Panels: Provide the highest strength-to-weight ratio for structural RV walls and roofs (80–120 MPa flexural strength).
- PET Foam Core Panels: Match plywood insulation (R-value 0.8–1.2 per inch vs. plywood at R-1.25) without the rot vector, featuring a closed-cell structure >95%.
- GRP Honeycomb Panels: Offer excellent compressive strength (1.5–3.0 MPa) at only 3.5–6.0 kg/m² for 20mm profiles, ideal for lightweight cargo trailer exteriors.
Impact of Thickness Tolerances on Assembly and Rigidity
Nominal thickness means nothing if the actual panels fluctuate across the sheet. Standard plywood naturally warps and varies by up to ±0.5mm. This variance causes uneven adhesive lines, poor sealant compression, and structural dead zones during wall bonding operations.
We maintain a strict ±0.2mm thickness tolerance on all CNC-cut composite panels. This precision guarantees consistent adhesive coverage and uniform load distribution across the entire RV wall, roof, and floor surface. Uniform thickness eliminates the localized stress points that trigger long-term delamination in the field.
For procurement engineers, tight tolerance compliance directly reduces the assembly-line defect rate. Out-of-spec panels force immediate production line shutdowns and expensive rework. Sourcing custom cut RV composite panels with guaranteed ±0.2mm flatness keeps the factory running, protecting your margin and driving down warranty claim rates within those critical first 24 months.
Wall Panel Thickness: Standard vs. Composite
A 20–30mm composite sandwich panel directly replaces a 1-inch insulated plywood wall assembly while cutting weight by 30–50%. Thickness alone is a misleading metric; core composition dictates actual structural and thermal performance.
Interior vs. Exterior Wall Specifications
When specifying travel trailer panels, the thickness you choose is dictated entirely by the application zone. Interior walls are largely cosmetic dividers, while exterior walls serve as the primary structural and thermal envelope. Treating them the same way is a fast track to an overweight build or delamination claims.
Standard interior RV wood paneling typically maxes out at 1/8″ (3.2mm). Upgraded interiors sometimes use 3/16″ or 1/4″ decorative plywood, but these options add unnecessary weight without contributing to the trailer’s structural rigidity. They simply hang on the framework.
Exterior walls are a completely different engineering challenge. Traditional enclosed cargo trailer exterior aluminum skins measure 0.030″–0.040″ as a baseline, with heavy-duty applications pushing to 0.050″–0.063″. However, these thin metal skins still require a heavy wooden or steel internal frame to achieve any real structural strength. By switching to a structural composite core, you eliminate that internal skeleton entirely.
Thickness Breakdown: Plywood Baseline vs. Composite Alternatives
OEM production lines demand tight tolerances to prevent assembly-line rework. Typical plywood suffers from a ±0.5mm thickness variance, which causes inconsistent gaps during furniture installation. Our CNC-cut composite panels hold a strict ±0.2mm tolerance. Here is how the thickness options stack up for your production floor:
- 1/8″ (3.2mm) Decorative Interior Plywood: The standard cosmetic finish for base model RV interiors. Offers zero structural contribution.
- 3/16″ to 1/4″ (4.8mm to 6.4mm) Upgraded Wood Paneling: Premium interior option. Rarely used in base models due to higher material cost and weight penalties.
- 20mm Composite Sandwich Panels: The structural replacement sweet spot. GRP honeycomb panels at this thickness weigh only 3.5–6.0 kg/m² while delivering a compressive strength of 1.5–3.0 MPa.
- 20–30mm CFRT Sandwich Panels: The heavy-duty exterior standard. Provides flexural strength of 80–120 MPa and a density of 1.2–1.6 g/cm³, easily replacing a full 1-inch framed plywood wall.
- 30–40mm Foam Core Panels: Designed for four-season RV builds requiring maximum thermal retention without the rot vector found in traditional wood.
We consistently see specialized vehicle manufacturers reduce their total wall assembly weight by 30–50% simply by shifting from 1-inch framed plywood to a 20–30mm CFRT or foam core panel. You maintain the required rigidity, improve the thermal envelope, and completely remove the moisture intrusion risk that rots out traditional wood floors in 3 to 5 years.
Roof Panel Thickness and Load Ratings
RV roof panels carry the highest structural and thermal demands of any travel trailer panel zone. Core material selection directly dictates whether your roof survives a 250 lb HVAC unit load or delaminates in 18 months.
Roof Core Options: PET Foam vs. Honeycomb
Travel trailer roof panels face a dual threat: they must support significant live loads from rooftop-mounted HVAC units, solar arrays, and maintenance foot traffic, while simultaneously providing the highest insulation values in the vehicle envelope. The core material you select determines which of these demands gets prioritized — and which becomes a warranty liability.
PET foam cores deliver thermal conductivity of 0.030–0.035 W/m·K, translating to an R-value of 0.8–1.2 per inch. This puts PET foam nearly on par with traditional plywood’s R-1.25 per inch, but at roughly half the weight and — critically — without the moisture rot vector that destroys plywood roofs in 3–5 years in humid climates. For four-season RV builds where roof insulation is non-negotiable, PET foam core panels from 25mm to 50mm provide the thermal envelope required to meet year-round habitation standards.
GRP/FRP honeycomb cores take a different engineering approach. Their compressive strength ranges from 1.5 to 3.0 MPa at a weight of only 3.5–6.0 kg/m² at 20mm thickness. When your roof design calls for mounting heavy rooftop units — think 13,500 BTU air conditioners weighing 90–120 lbs each — honeycomb cores distribute point loads across a wider area, reducing the risk of localized panel deformation that plagues foam-only roof systems. The tradeoff is thermal performance: honeycomb structures trap air cells but do not match the continuous insulation path of closed-cell PET foam.
- PET Foam Core (Thermal Priority): R-value 0.8–1.2/inch, thermal conductivity 0.030–0.035 W/m·K, closed-cell structure >95%, ideal for four-season insulated roofs
- GRP Honeycomb Core (Load Priority): Compressive strength 1.5–3.0 MPa, weight 3.5–6.0 kg/m² at 20mm, superior point-load distribution for rooftop unit mounting
- Hybrid Option: Foam-core panels with localized honeycomb or aluminum insert reinforcement at HVAC mount points — custom spec’d per OEM drawing
Plywood vs. Composite Roof Panel Sizing
Typical RV roof plywood sits at 1/4″ to 3/8″ (6.4–9.5mm) as a structural deck, usually laminated with a rubber membrane or fiberglass skin. This construction has been the industry baseline for decades, and it works — until moisture finds a seam edge or fastener penetration. Once water enters the plywood core, delamination and rot progress rapidly. Our field data consistently shows plywood roof failures beginning at the 3–5 year mark in high-humidity regions, driving warranty claims that erode manufacturer margins.
Composite roof panels for travel trailers typically range from 25mm to 50mm total thickness depending on the live-load requirements and what gets mounted on the roof surface. A 25mm CFRT or foam core sandwich panel at this thickness can match or exceed the flexural performance of 1″ insulated plywood construction while reducing weight by 30–50%. For roofs carrying single rooftop HVAC units, 25–30mm panels with PET foam core generally suffice. For dual-unit setups or roofs designed to support significant solar arrays and regular foot traffic, 35–50mm panels with higher-density cores provide the additional compressive margin needed without resorting to heavy plywood reinforcements.
Thickness tolerance matters more on roofs than anywhere else on the vehicle. An uneven roof panel creates water pooling zones and stresses sealant joints at edges and penetrations. CNC-cut composite panels hold ±0.2mm tolerance versus the ±0.5mm typical of plywood sheets. That precision translates directly into fewer assembly-line rework hours and more consistent sealant bead application across production runs — a measurable cost saving that compounds over thousands of units.

Floor Panel Thickness and Payload Impact
Plywood trailer floors rot from the inside out within 3 to 5 years in humid climates. Closed-cell PET foam cores with FRP skins eliminate the moisture absorption vector entirely while matching structural load capacity at roughly 40% less weight.
Plywood vs. Composite Floor Panel Thickness and Weight
Most travel trailer and enclosed cargo trailers ship from the factory with 5/8″ to 3/4″ (16–19mm) plywood or OSB flooring. That thickness exists purely to hit the required bending strength and point-load ratings for DOT compliance. The problem is weight. A single 4′ x 8′ sheet of 3/4″ marine-grade plywood runs 70–80 lbs (32–36 kg). Multiply that across a 28-foot enclosed trailer floor, and you are burning 600+ lbs (272+ kg) of payload capacity on the floor alone before a single piece of cargo touches the deck.
Our CFRT and foam core sandwich panels hit equivalent flexural strength at 18–25mm total thickness. The difference is density. Plywood averages 1.5 g/cm³ across its profile. A PET foam core panel with FRP skins comes in at 1.2–1.4 g/cm³, and the gains scale with thickness. At 20mm, you are looking at approximately 40% weight reduction per square meter versus the 3/4″ plywood baseline while maintaining the same 80–120 MPa flexural strength range in our CFRT configurations.
For OEM procurement engineers, the math is straightforward. If your travel trailer floor currently uses 20 sheets of 3/4″ plywood, swapping to 20mm PET foam core panels saves roughly 240 lbs (109 kg) of dead weight. That weight transfers directly into available payload or allows you to specify a lighter axle and suspension package, which reduces chassis cost further downstream.
Moisture Intrusion and Rot Failure: The 3-to-5-Year Problem
We have inspected enough warranty-claim floors to know the pattern. Plywood floor failure in humid or wet climates starts at fastener penetration points and edge joints where the factory sealant cracks from thermal cycling. Moisture wicks into the wood fiber along those paths. Within 3 to 5 years of regular exposure, the plywood core delaminates, softens underfoot, and loses structural integrity. At that point, the repair requires stripping the entire floor covering and replacing full sheets — a warranty claim that erases the margin on the unit.
Closed-cell foam cores remove that failure mode completely. PET foam has a closed-cell structure above 95%, meaning the material physically cannot absorb and retain water the way wood fiber does. The FRP or CFRT skins bonded to each face are themselves impermeable to moisture. There is no organic material to rot, no fiber to swell, and no delamination pathway from humidity alone. We have seen foam core panels pulled from marine environments after 10+ years of service with zero core degradation — a lifecycle that plywood simply cannot match.
Dimensional Tolerance and Assembly-Line Consistency
One factor that rarely gets discussed in spec sheets but drives OEM production managers crazy is thickness consistency. Plywood sheets vary ±0.5mm or more across a single 4×8 panel, and the variance worsens after humidity exposure. On a high-speed assembly line, that inconsistency means floor panels do not sit flush with the chassis cross-members, which requires shimming, additional fasteners, or outright rejection of the sheet.
Our CNC-cut composite panels hold ±0.2mm thickness tolerance across the entire panel surface. That precision means every floor panel drops into the jig the same way on every build. No shimming, no rework, and no line stoppages to sort through a pallet looking for a sheet that happens to be in spec. For manufacturers running 20 to 50 units per day, that consistency is the difference between hitting and missing the shift target.
Thickness Tolerances for OEM Assembly
Composite sandwich panels hold a ±0.2mm thickness tolerance versus ±0.5mm for plywood — a variance gap that determines whether your automated jig assembly runs continuously or stalls for rework.
Plywood Tolerance (±0.5mm) vs. Composite Sandwich Panel Consistency (±0.2mm)
Standard plywood sheets used in travel trailer wall and floor assemblies typically carry a thickness tolerance of ±0.5mm. This variability comes from the natural characteristics of wood veneers — moisture content shifts, adhesive spread inconsistency, and hot-press calibration drift all contribute to thickness deviation across a single 4×8 foot sheet. For a 12mm plywood wall panel, that means actual thickness can range from 11.5mm to 12.5mm at any given point.
Our CNC-cut CFRT sandwich panels and PET foam core panels consistently achieve ±0.2mm thickness tolerance. The continuous lamination process allows us to control bonding pressure, temperature, and material feed rate to a degree that wood processing simply cannot match. At a 20mm panel specification, actual thickness stays within 19.8mm to 20.2mm across the entire sheet surface.
That difference — 0.3mm of additional precision per sheet — compounds rapidly when you are fitting panels into modular jigs or robotic assembly fixtures on a production line running 20 to 50 units per day.
Impact of Inconsistent Thickness on Automated Jig Assembly and Production Line Rework
Travel trailer OEMs that have transitioned to automated or semi-automated assembly lines know that fixture-based production demands dimensional consistency. Jigs are set to precise gaps for panel insertion, adhesive application, and mechanical fastening. When panel thickness varies beyond the jig’s adjustment range, the consequences are immediate and expensive.
- Joint Misalignment: A panel that is 0.5mm oversize forces gaps in overlapping joints, compromising the seal integrity of travel trailer wall systems and creating water intrusion pathways — the exact failure mode that drives warranty claims within the first 24 months.
- Adhesive Bond Failure: Automated dispensing systems apply a calculated volume of structural adhesive based on assumed panel dimensions. Thickness variation changes the bond line thickness, reducing shear strength and increasing the risk of delamination under road vibration loads.
- Rework Labor Costs: Each panel that fails jig insertion requires manual trimming, shimming, or replacement. At a line rate of 30 units per day, even a 5 percent rework rate on plywood panels means 1.5 units pulled aside per shift — each requiring 45 to 90 minutes of rework at a loaded labor cost of $35 to $55 per hour.
- Fixture Recalibration Downtime: When batch-to-batch thickness varies, line supervisors must stop production to recalibrate jig settings. A single recalibration stop can idle 4 to 6 assembly workers for 20 to 40 minutes.
Composite sandwich panels at ±0.2mm tolerance eliminate the root cause of these disruptions. Panels arrive at your facility dimensionally consistent from the first sheet of a bulk order to the last. Your jig settings hold for the entire production run, adhesive volumes stay within spec, and your assembly-line defect rate drops to near zero on the thickness variable.
For procurement engineers tracking unit cost per square meter, the calculation is straightforward: a slightly higher panel material cost that removes 5 percent rework labor from your production line delivers a net cost reduction within the first quarter of deployment. We have seen OEM partners report full return on the material cost premium within 60 to 90 days based on rework elimination alone.
Shipping and Edge Protection for Panels
Edge damage and moisture intrusion during ocean freight are the two leading causes of panel rejection at OEM receiving docks. Our packaging protocols eliminate both failure vectors before containers leave the factory.
Why Composite Panels Get Damaged in Transit
CFRT and FRP sandwich panels are engineered for high flexural strength (80–120 MPa), but that structural rigidity exists along the plane of the panel. Edges and corners—where the core material is exposed—are vulnerable to impact crushing during handling. A single forklift strike to a crate corner can delaminate 3–5 panels deep in a stack. That batch becomes scrap before it ever reaches your production floor.
Ocean freight compounds this with two additional threats: sustained vibration from ship engines and container chassis, and humidity cycles that swing from 40% to 95% RH over a 25–40 day transit window. Raw panel edges wick moisture into PET foam and honeycomb cores, compromising the closed-cell structure that gives you those 0.030–0.035 W/m·K thermal conductivity ratings.
Reinforced Wooden Crate Packaging
Every panel shipment from our facility is packed into custom-built wooden crates rated for the panel load and stacking height. We do not use generic pallets with stretch wrap—a shortcut we see fail repeatedly with international OEM orders.
- Corner reinforcement: Steel-strapped corner protectors on all eight crate vertices absorb forklift and crane impact.
- Internal dunnage: EPE foam sheets interleaved between every 10–15 panels prevent surface scratching and distribute point loads across the stack.
- Stack limits: Maximum 1.2 meters per crate height to prevent compressive creep on lower panels during 4+ week voyages.
Container Loading Plans
We generate a container loading plan for every order. Crates are braced against longitudinal and lateral movement using timber blocking and air bags rated for maritime use. This is not optional. An unbraced crate in a rolling container will shift, and the resulting edge-to-edge contact between crates will chip FRP skins and crush honeycomb cores.
For standard 20-foot and 40-foot high-cube containers, we optimize layout to hit 85–92% volume utilization while maintaining a minimum 50mm clearance between crate surfaces and container walls. This clearance is the buffer that saves your panels when the container takes a hard turn on a chassis truck or gets stacked three high on a vessel.
Moisture Barrier Wraps
Before panels go into crates, the entire stack is wrapped in VCI (Vapor Corrosion Inhibitor) barrier film with a minimum 120-micron thickness. We add desiccant packs calibrated to the crate volume and expected transit duration. This keeps internal crate humidity below 50% RH even when external container humidity spikes during equatorial ocean crossings.
The barrier wrap also serves as a tamper indicator. If your receiving team sees a torn or resealed wrap, they know to inspect that crate immediately rather than discovering edge damage after panels have already been issued to the assembly line. This one step has helped our OEM partners reduce receiving inspection time by an average of 40% on bulk panel orders.
Conclusion
If you’re running 50+ units a month, composite panels are the only rational choice. CFRT sandwich walls and PET foam core floors cut weight 30–50%, eliminate the rot that kills plywood in humid climates, and hold ±0.2mm tolerance on your assembly line. One warranty claim from a delaminated wall wipes out your plywood savings for the entire year.
Request a 24″ x 24″ sample set — one CFRT wall panel, one PET foam core floor panel. Drop test them, run your own thermal readings, stress the edge joints. Your engineers need to put hands on the material before they approve a spec change, and we ship sample kits within 5 business days of the request.
Frequently Asked Questions
How thick is RV paneling?
RV interior wood paneling is typically 1/8″ (3.2mm) thick, with 3/16″ and 1/4″ used for upgraded applications. Structural composite sandwich panels range from 12mm to 60mm depending on the core material and application zone (wall, roof, or floor).
How thick should trailer walls be?
Structural trailer walls typically range from 3/4″ (19mm) uninsulated plywood to 1″ (25.4mm) insulated assemblies. Modern composite sandwich panels achieve equivalent or better structural and thermal performance at 20–30mm total thickness, reducing wall weight by 30–50%.
What is the average thickness of a travel trailer roof?
Standard travel trailer roofs use 1/4″ to 3/8″ plywood or OSB sheathing over framing. Composite roof panels with PET foam cores typically measure 25–50mm and offer superior insulation (R-value 1.0–2.0 per inch) with screw pull-out resistance exceeding 200N.
What aluminum sheet thickness is used for enclosed cargo trailers?
Enclosed cargo trailers typically use 0.030″–0.040″ aluminum exterior sheet metal. Utility trailers requiring higher impact resistance use 0.050″–0.063″ gauge. These skins are bonded to structural cores in sandwich panel construction for improved rigidity.
What size plywood is used for travel trailer walls and roofs?
Most travel trailer walls use 1/4″ plywood paneling, while roofs use 1/4″ to 3/8″ sheathing. Higher-end or four-season RVs may use 3/8″ on walls. Composite alternatives now replace plywood in OEM production for significant weight savings and moisture resistance.