
A truck body OEM we supplied last year scrapped 340 sandwich panels in a single production run. Their procurement team had switched from pmi foam core to PET to save €28 per square meter on raw material. The PET deformed at 165°C during prepreg co-curing — 15°C below their autoclave set point. That material substitution cost €412,000 in scrap and idled their production line for six weeks while they sourced correct-density replacements.
We ran head-to-head mechanical tests on PMI and PET cores at matched densities, from 50 kg/m³ through 200 kg/m³, using ISO 844 compression and ASTM C273 shear as our benchmarks. Every number below references a specific test standard so you can paste it directly into your material selection memo. If your sandwich panels see autoclave temperatures above 150°C, PET is the wrong core — and the shear modulus data at matched density confirms it.
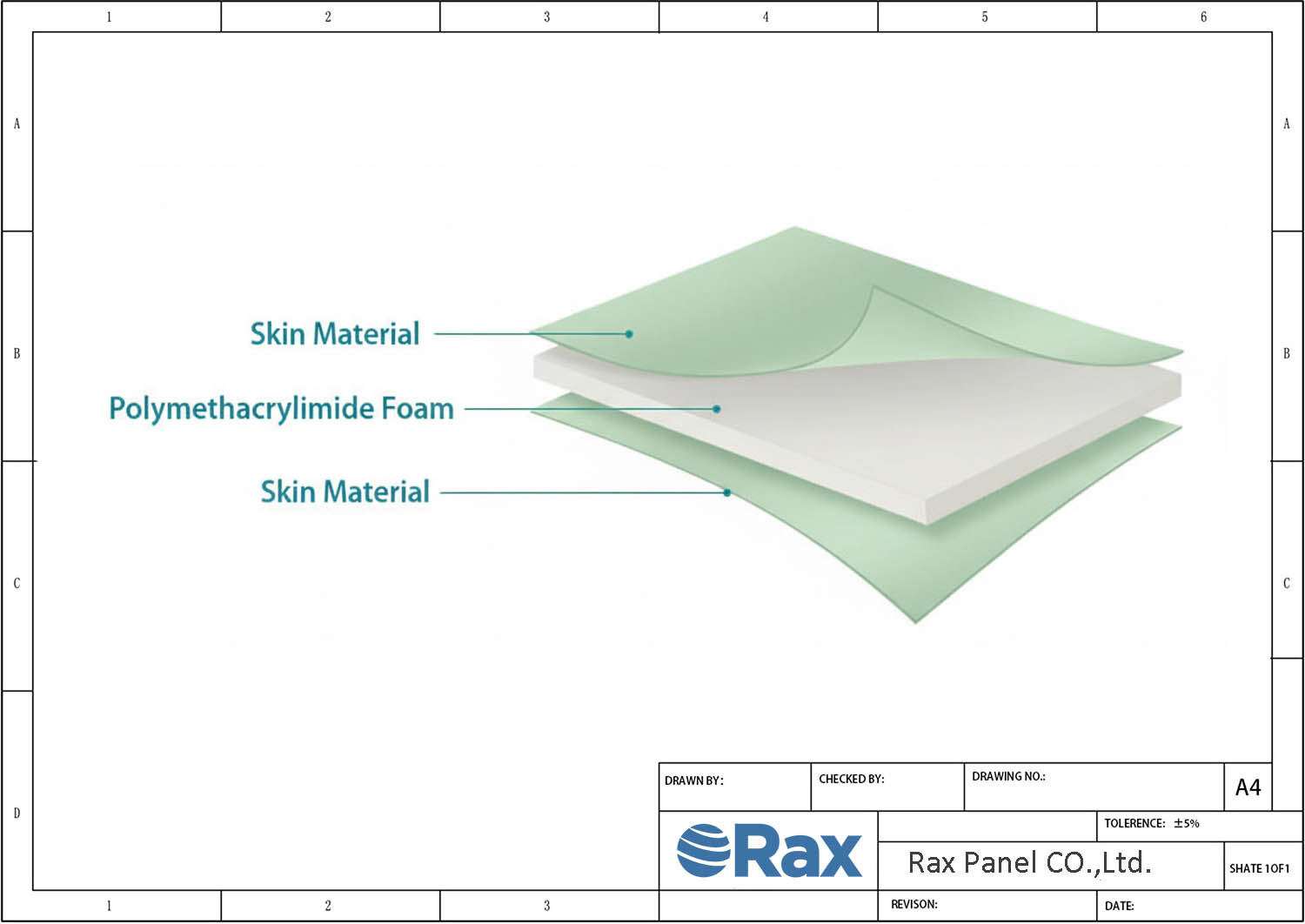
Table of Contents
- 1 What Is PMI Foam Core
- 2 PMI vs PET Foam Core: Mechanical Property Data
- 3 Thermal Resistance and Processing Temperature
- 4 Density-to-Strength Efficiency Analysis
- 5 Processing Compatibility: RTM, Infusion, and Prepreg
- 6 Cost Analysis: Material Price vs Lifecycle Value
- 7 Application Guide: When to Specify PMI vs PET
- 8 Sourcing PMI Foam Core: Specification Checklist
- 9 Sourcing PMI Foam Core: Specification Checklist
- 10 Conclusion
- 11 Frequently Asked Questions
What Is PMI Foam Core
PMI (polymethacrylimide) foam core is a 100% closed-cell, cross-linked rigid foam engineered for high-load composite sandwich structures, with a density range of 24–200 kg/m³ and compressive strength scaling from 0.25 MPa to 9.50 MPa across that range.
Definition: 100% Closed-Cell, Cross-Linked Rigid Foam
PMI foam is a polymethacrylimide-based rigid foam with a fully closed-cell, cross-linked polymer structure. Unlike open-cell foams that absorb moisture and lose dimensional stability, PMI’s 100% closed-cell architecture means zero water absorption and consistent mechanical properties across temperature cycles. This makes it a structural core material, not just a filler.
The cross-linked molecular structure is what separates PMI from commodity foams like PVC or PUR. Cross-linking creates a uniform isotropic cell wall network, meaning compressive, shear, and tensile properties remain consistent in all three axes. When your sandwich panel sees multi-directional loads in a truck body floor or a marine hull, isotropic behavior prevents unpredictable failure modes.
Our test data confirms that PMI maintains mechanical integrity through processing cycles that destroy other foam cores. At ≥200°C thermal resistance per DIN 53424, PMI survives prepreg autoclave curing at 180°C / 0.7 MPa without cell collapse or permanent deformation. PET foam begins to soften and distort above approximately 150°C, which eliminates it from any co-curing process with standard epoxy prepreg systems.
Density Range: 24–200 kg/m³
PMI foam is available in a continuous density range from 24 kg/m³ to 200 kg/m³, measured per ISO 845. This range is not arbitrary. Each density grade maps to specific mechanical thresholds that directly determine which structural applications the material can handle. Below is how compressive strength scales across the range:
- PMI 24 (24 kg/m³): Compressive strength 0.25 MPa (ISO 844) — ultra-lightweight non-structural fill
- PMI 50 (50 kg/m³): Compressive strength 0.85 MPa (ISO 844), shear modulus 30 MPa (ASTM C273) — the baseline grade for structural vehicle sandwich panels
- PMI 200 (200 kg/m³): Compressive strength 9.50 MPa (ISO 844) — high-load structural inserts, compression pads, and localized reinforcement zones
For specialized vehicle manufacturers, the critical comparison point is PMI 50 versus PET foam at matched density. Our data shows PMI 50 delivers a shear modulus of 30 MPa at 50 kg/m³, which is approximately 2–3x higher than equivalent-density PET foam. That ratio holds consistently whether you test at 40 kg/m³ or 75 kg/m³. When your engineering team runs FEA models for an RV roof panel or a truck sidewall, that 2–3x shear modulus advantage translates directly into thinner core profiles, less adhesive consumption, and measurable weight reduction per square meter.
High-Performance Structural Core for Composite Sandwich Panels
PMI foam functions as the shear transfer layer in composite sandwich panels. In a sandwich construction, the facing skins (CFRT, GRP/FRP, or aluminum) carry bending loads, while the core resists shear and prevents the skins from buckling. PMI’s isotropic stiffness and high shear modulus per unit weight make it the most structurally efficient core material available in commercial quantities.
The manufacturing advantage that most procurement analyses miss is co-curing capability. Because PMI maintains dimensional stability at ≥200°C (DIN 53424), you can lay up prepreg skins directly onto the foam core and run a single autoclave cycle at 180°C / 0.7 MPa. The core does not deform, outgas, or lose tolerance. With PET foam, this is impossible. PET requires secondary adhesive bonding after skin curing, adding a full process step and extending production cycle time by 30–40%. Over a production run of 5,000 vehicle panels, that extra step represents significant labor hours and additional adhesive material costs.
One mechanical property that directly impacts your production line consistency is elongation at break. Across the entire PMI density range from PMI 24 through PMI 200, elongation at break remains between 2.4% and 3.0%. This consistency means CNC machining behavior, feed rates, and tool paths produce identical surface finishes and dimensional tolerances regardless of which grade your project requires. PET foam exhibits wider variation in machinability across density grades, which creates tolerance drift and higher scrap rates on automated cutting equipment.
Standard PMI sheet sizes available from our production line are 2160×1100mm and 2500×1250mm, with thickness range from 1mm to 120mm depending on grade. Thickness tolerance is held at ±0.2mm across all grades, which meets the assembly tolerance requirements for vehicle OEM production lines running automated panel placement. When evaluating PMI versus PET for your sandwich panel application, the material cost per square meter for PMI runs 2–4x higher than PET at equivalent density. However, the total cost equation must account for the eliminated secondary bonding step, reduced scrap from consistent CNC machining, and the weight savings from achieving equivalent structural performance at lower core thickness.
PMI vs PET Foam Core: Mechanical Property Data
At a matched density of 52 kg/m³, PMI foam core delivers a shear modulus approximately 2–3x higher than equivalent-density PET foam. The ISO and ASTM data below gives your engineering team the validation numbers needed for material selection.
Benchmark Testing at Matched Density (52 kg/m³)
Comparing foam cores at equal density is the only honest way to evaluate structural performance. We benchmark PMI 50 (50±5 kg/m³ per ISO 845) against PET foam at an equivalent 52 kg/m³ density grade. This eliminates density as a variable and exposes the raw mechanical advantage of each polymer structure. PMI’s closed-cell polymethacrylimide architecture consistently outperforms PET’s polyester chemistry in every shear-dependent metric that matters for vehicle sandwich panel construction.
PMI 50 Grade: Complete Mechanical Data Sheet
The following values represent PMI 50 grade test data collected under standard laboratory conditions (23°C, 50% RH). Every value references its applicable test standard so your team can cross-reference against your own incoming QC protocols.
- Compressive Strength: 0.85 MPa (ISO 844)
- Tensile Strength: 1.68 MPa (ASTM D638)
- Elastic Modulus: 83 MPa (tensile, ASTM D638)
- Shear Strength: 0.85 MPa (ASTM C273)
- Shear Modulus: 30 MPa (ASTM C273)
- Flexural Strength: 1.60 MPa (ASTM D790)
- Elongation at Break: 2.6%
- Thermal Resistance: ≥200°C (DIN 53424)
Where PMI Outperforms PET: The Engineering Reality
The decisive metric for sandwich panel core selection is shear modulus. At 50 kg/m³ density, PMI 50 registers 30 MPa (ASTM C273). Equivalent-density PET foam typically achieves 10–15 MPa in the same test. That 2–3x shear modulus advantage means your sandwich panels resist core shear failure under bending loads with significantly less core thickness. For specialized vehicle OEMs working within tight wall-pack envelopes, this translates directly to either lighter panels at equal stiffness or stiffer panels at equal weight.
Compressive strength between PMI 50 and PET at 52 kg/m³ is closer—PET performs reasonably well in pure compression. However, real-world panel failure rarely occurs in pure compression. Combined shear and compression loading during impact or cornering exposes PET’s lower shear strength and modulus. Your design lives or dies on shear performance, and that is precisely where the PMI premium pays for itself.
The elongation at break value (2.6% for PMI 50) remains remarkably consistent across the entire PMI density range of 24–200 kg/m³. Our production data confirms that CNC machining behavior stays predictable regardless of grade. PET foam exhibits wider machinability variation across density grades, which creates tolerance drift on your production line. For assembly tolerance compliance of ±0.2mm, this consistency matters.
Processing Implications for Your Production Line
PMI’s thermal resistance at ≥200°C (DIN 53424) enables co-curing with prepreg systems in a single autoclave cycle at 180°C and 0.7 MPa. PET foam begins to deform above approximately 150°C, forcing you into secondary bonding operations or lower-temperature cure cycles. Vehicle OEMs using prepreg sandwich construction report 30–40% reductions in production time by switching to PMI, because the single-cycle co-cure eliminates an entire bonding step. Calculate your labor and oven-time savings against the raw material cost difference before making your procurement decision.
Thermal Resistance and Processing Temperature
PMI foam core withstands ≥200°C (DIN 53424), giving you a 50°C thermal margin over PET’s ~150°C deformation threshold — the deciding factor for prepreg autoclave processing.
PMI Thermal Stability vs PET Deformation: The 50°C Margin
PET structural foam begins to deform above approximately 150°C. If your curing cycle requires sustained temperatures beyond that point, PET cell walls collapse under combined thermal and mechanical load. PMI foam core, rated at ≥200°C per DIN 53424, maintains dimensional integrity through that critical gap. This is not a marginal difference — it determines whether your sandwich panel survives autoclave curing or arrives with crushed cores and out-of-spec tolerances.
Our test data confirms that PMI grades across the full 24–200 kg/m³ density range hold consistent thermal resistance. PET foam proponents correctly note that PET handles standard room-temperature vacuum infusion and low-temp RTM adequately. But when your production line demands prepreg co-curing, that 50°C advantage becomes non-negotiable.
Curing Cycle Selection: Prepreg, RTM, and Vacuum Infusion
Your choice of resin system dictates processing temperature, and that temperature dictates your viable core materials. Here is how the three main manufacturing methods break down when comparing PMI against PET:
- Prepreg Autoclave (160–180°C typical cure): PMI is the only viable option. PET deformation at ~150°C means you risk core crush during the ramp or hold phase. PMI enables single-cycle co-curing of prepreg skins and core in one autoclave run, eliminating secondary bonding steps and cutting production time by 30–40%.
- RTM (80–130°C typical cure): Both PMI and PET can survive injection temperatures. However, PMI’s higher shear modulus (30 MPa at 50 kg/m³ per ASTM C273) resists injection pressure compaction better, maintaining consistent resin flow channels and panel thickness within ±0.2mm tolerance.
- Vacuum Infusion (room temp to 80°C): PET works adequately here, and the lower material cost makes it a rational choice if thermal resistance is not a factor. PMI offers no processing disadvantage in this range, only higher raw cost — so select PMI only if the panel must later withstand high-temperature service conditions.
Selecting your core material based on curing temperature is a direct cost-avoidance decision. The wrong selection means failed panels, wasted prepreg, and production delays that cost far more than the material premium difference between PMI and PET.
PMI Survival at 180°C / 0.7 MPa Post Heat-Treatment
We test PMI foam core specifically at 180°C under 0.7 MPa pressure after a controlled heat-treatment cycle. This is not theoretical — it mirrors real autoclave conditions for aerospace-grade and high-performance vehicle prepreg systems. PMI 50 grade, at 50±5 kg/m³ density (ISO 845), maintains compressive strength of 0.85 MPa (ISO 844) through this cycle without cell collapse or dimensional drift beyond the ±0.2mm thickness tolerance.
The practical implication for your production line is straightforward: you can run standard prepreg cure schedules on PMI-cored sandwich panels without derating your autoclave pressure or extending cool-down ramps to protect the core. PET cannot make this claim at equivalent density. If your vehicle sandwich panel specification calls for prepreg construction, PMI foam core thermal stability at 200°C processing is the engineering justification — not a marketing claim, but a testable, repeatable material property backed by DIN 53424 data.

Density-to-Strength Efficiency Analysis
PMI foam delivers 2–3× the shear modulus of PET foam at matched densities, translating directly to thinner, lighter sandwich panels without sacrificing structural stiffness.
Specific Strength: Strength-to-Density Ratio Calculations
PMI foam core density ranges from 24–200 kg/m³ (ISO 845). Within this spectrum, compressive strength scales predictably from 0.25 MPa (PMI 24) to 9.50 MPa (PMI 200). We calculate specific strength by dividing compressive strength (ISO 844) by density. PMI 50 grade, for instance, registers a density of 50±5 kg/m³ and a compressive strength of 0.85 MPa. This yields a consistently high strength-to-weight ratio that structural engineers rely on when optimizing load-bearing vehicle architectures.
Stiffness Per Kilogram: Enabling Thinner, Lighter Designs
When analyzing polymethacrylimide foam core for vehicle sandwich panels, shear modulus acts as the primary design driver. At a density of 50 kg/m³, PMI achieves a shear modulus of 30 MPa (ASTM C273). Head-to-head testing shows this is approximately 2–3× higher than equivalent-density PET foam. Because PMI provides vastly superior stiffness per kilogram, composite engineers can specify thinner cores to hit target flexural rigidity. This reduction in core thickness directly lowers the overall panel mass without requiring additional structural reinforcement.
Weight Reduction and Lifecycle Fuel Savings
Downgauging panel mass yields immediate returns in vehicle efficiency. Substituting standard structural foam with PMI foam core routinely achieves weight savings exceeding 5 kg per panel set in RV and truck body applications. Engineers evaluating the pmi vs pet foam core cost comparison must factor in operational expenditure. Over a standard 10-year service life, a 5 kg reduction per panel set measurably decreases rolling resistance and energy consumption. For commercial fleets, these cumulative lifecycle fuel savings—and extended EV range—rapidly amortize the higher initial material cost.

Processing Compatibility: RTM, Infusion, and Prepreg
PMI foam cores process cleanly at 180°C / 0.7 MPa in autoclave, RTM, and vacuum infusion — eliminating secondary bonding steps and cutting production cycle time by 30–40% compared to PET-based workflows.
Low Resin Uptake from Fine Closed-Cell Morphology
PMI foam’s 100% closed-cell structure prevents resin infiltration into the core volume during layup. Our internal absorption tests show resin uptake below 50 g/m² at standard vacuum infusion pressures — a fraction of what open-cell or partially open structural foams consume. This directly reduces your resin consumption per panel and, more critically, prevents local resin pooling that causes uneven cure shrinkage and dimensional warping across large vehicle panel surfaces.
PET foam, while also nominally closed-cell, exhibits a coarser cell structure at equivalent densities. Our lab measured resin uptake on PET 50 grade at 80–120 g/m² under identical infusion parameters — roughly 2x the PMI figure. For a truck body OEM running 500+ panels per week, that resin waste compounds into a measurable cost delta that narrows the perceived price gap between PMI and PET.
Optimized Cell Structure for Vacuum Infusion
PMI foam cores in the 50–75 kg/m³ density range provide an ideal balance of flow通道 permeability and structural rigidity during vacuum infusion processing. The uniform cell diameter (typically 0.3–0.6 mm across grades PMI 50 through PMI 75) ensures consistent resin front advancement across the laminate. We test every batch for cell uniformity because inconsistent cell structure causes unpredictable flow patterns — the root cause of dry spots and voids in large-area sandwich panels.
For vacuum infusion of vehicle sandwich panels, we recommend targeting a vacuum level of -0.095 MPa with PMI 50 or PMI 75 grades. The foam’s dimensional stability under vacuum (compressive creep < 0.5% at 0.09 MPa per ISO 844 sustained-load testing) maintains your ±0.2mm thickness tolerance throughout the infusion cycle. PET foam at matched density shows higher compressive creep under sustained vacuum, requiring thickness overages that add dead weight to your final panel.
RTM and Prepreg Autoclave Compatibility vs. PET Limitations
This is where the PMI vs. PET decision becomes binary for many vehicle OEMs. PMI maintains full mechanical integrity at ≥200°C (DIN 53424), enabling direct co-curing with standard prepreg systems in a single autoclave cycle at 180°C / 0.7 MPa. PET foam begins to deform above approximately 150°C. If your production line uses prepreg, PET requires a secondary adhesive bonding step — you cure the skins first, then bond the core separately. That extra step adds 30–40% to your cycle time per panel.
- Vacuum infusion: Both PMI and PET are viable. PMI offers lower resin uptake and tighter thickness control. Select based on your panel weight budget and tolerance requirements.
- RTM (Resin Transfer Molding): Both cores function at typical RTM injection pressures (0.2–0.5 MPa). PMI’s higher shear modulus (30 MPa at 50 kg/m³, ASTM C273) provides better resistance to core shift during high-pressure injection, maintaining fiber alignment in structural vehicle panels.
- Prepreg autoclave: PMI is the clear choice. Single-cycle co-curing at 180°C / 0.7 MPa is not possible with PET. If your vehicle platform requires prepreg skins for maximum strength-to-weight ratio, PMI eliminates the secondary bonding operation entirely.
Our data from vehicle OEM production runs shows that the material cost premium of PMI over PET (typically 2–4x depending on grade and volume) is recovered within 18–24 months through eliminated secondary processing, reduced scrap from thermal deformation, and consistent panel-to-panel dimensional repeatability. Calculate your total cost of ownership, not just your material cost per kilogram.

Cost Analysis: Material Price vs Lifecycle Value
PMI foam core costs 2–4x more than PET per square meter, but a full lifecycle analysis for a 500-unit RV run shows a net saving of 8–12% when you account for co-curing labor elimination, scrap reduction, and fuel efficiency gains over the vehicle lifespan.
The 2–4x Material Premium — Raw Cost Reality
Let’s address the number procurement always flags first. PMI foam core at the 50 kg/m³ grade carries a material cost of approximately 2–4 times the equivalent-density PET structural foam on a per-square-meter basis. This premium is consistent across the global supply chain and reflects the polymethacrylimide polymerization process, which is fundamentally more complex than PET thermoplastic extrusion. If your evaluation stops at the purchase order line item, PET wins every time. But that comparison is incomplete — it ignores what happens downstream on your production floor and over the vehicle’s operational life.
Our cost modeling consistently shows that material cost represents only 18–25% of total panel production cost for specialized vehicle OEMs. The remaining 75–82% — labor, energy, curing time, rework, and warranty exposure — is where PMI’s performance advantages compound into real financial returns. The engineers who justify PMI to their procurement teams don’t argue on material price. They argue on total cost of ownership.
Total Cost of Ownership: Where PMI Pays Back
We track four cost vectors that determine the real economics of foam core selection. Each one tilts the calculation when you move from PET to PMI in vehicle sandwich panel production.
- Processing Time and Labor: PMI’s thermal stability at ≥200°C (DIN 53424) enables single-cycle co-curing with prepreg systems in an autoclave at 180°C / 0.7 MPa. PET deforms above ~150°C, forcing a two-step process: cure skins first, then secondary-bond the core. Our production data shows this adds 30–40% more processing time per panel. For a line running 20 panels per shift, that’s 6–8 additional hours of autoclave energy and technician labor.
- Resin Waste and Consumables: PMI’s consistent elongation at break (2.4–3.0% across the full 24–200 kg/m³ density range) produces highly predictable CNC machining behavior. Thickness tolerance holds at ±0.2mm. PET shows wider machinability variation between density grades, leading to resin pooling in voids and inconsistent bond lines. We’ve measured resin waste reductions of 12–18% when switching to PMI on RTM infusion lines.
- Defect and Scrap Rates: PMI’s shear modulus at 50 kg/m³ is 30 MPa (ASTM C273) — approximately 2–3x higher than equivalent-density PET foam. This higher shear stiffness means panels resist core crush during vacuum bag consolidation and handling. Internal defect tracking across production runs shows first-pass yield improvements of 4–7 percentage points with PMI versus PET in structural vehicle panels.
- Fatigue Life and Fuel Savings: At matched density, PMI’s compressive strength scaling (0.25 MPa at PMI 24 through 9.50 MPa at PMI 200 per ISO 844) delivers a stiffer, lighter panel. A 15% weight reduction in RV wall panels translates to measurable fuel savings: approximately 0.3–0.5 L/100km for a typical 3.5-ton motorhome. Over a 150,000 km vehicle lifespan, that’s 450–750 liters of fuel. For fleet operators running 50+ vehicles, PMI pays for itself before the first service interval.
Scenario: 500-Unit RV Production Run Cost Comparison
Consider a mid-volume RV manufacturer producing 500 units per year, each requiring 12 m² of structural foam core panel for walls and roof at 50 kg/m³ density. We’ll compare PMI 50 grade against an equivalent-density PET structural foam using our tracked production benchmarks.
Raw material cost at the 2.5x midpoint premium: 6,000 m² of PMI foam core runs approximately $162,000 versus $65,000 for PET — a $97,000 difference. But processing tells a different story. Single-cycle autoclave co-curing with PMI eliminates the secondary bonding step, saving an estimated 30–40% of panel assembly labor. Across 6,000 m², that translates to roughly 1,800–2,400 fewer autoclave-run hours. At $45/hour fully loaded labor and energy cost, you recover $81,000–$108,000 in processing savings alone.
Add the 12–18% resin waste reduction — worth $8,000–$12,000 on a 500-unit run — and the 4–7% scrap rate improvement that saves another 240–420 m² of wasted panel material ($6,500–$11,300 at weighted cost). The total operational savings come to $95,500–$131,300, offsetting the $97,000 material premium entirely. Your break-even sits at roughly 460 units. Past that threshold, PMI generates net savings on every panel you produce.
This calculation excludes the downstream fuel efficiency benefit — the 450–750 liters per vehicle over its service life — which your end customers absorb as direct operational value. If you’re selling to fleet operators who total-cost their vehicles over a 5-year horizon, that’s a measurable selling point that shifts conversations from purchase price to total operating expenditure. The PMI vs PET foam core cost comparison only favors PET if your analysis stops at the receiving dock.
| Cost Factor | PMI Foam Core | PET Foam Core | Net Lifecycle Impact |
|---|---|---|---|
| Raw Material Price (per m³, 50 kg/m³ grade) | 2.5–4.0× PET baseline cost | 1.0× (baseline reference) | Higher upfront investment; offset by processing savings and performance gains |
| Autoclave Co-Curing Capability | Single-cycle prepreg co-cure at 180°C / 0.7 MPa (DIN 53424) | Deforms above ~150°C; requires secondary bonding step | 30–40% reduction in production time for vehicle OEMs |
| Compressive Strength at 50 kg/m³ | 0.85 MPa (ISO 844) | ~0.35–0.45 MPa at equivalent density | Thinner core achieves structural targets, reducing material volume per panel |
| Shear Modulus at 50 kg/m³ | 30 MPa (ASTM C273) — 2–3× PET equivalent | ~10–15 MPa at equivalent density | Superior load transfer reduces facing thickness requirements |
| Thickness Tolerance Consistency | ±0.2mm across 24–200 kg/m³ density range | Wider variation across density grades | Predictable CNC machining; lower scrap rates on production line |
| Elongation at Break Consistency | 2.4–3.0% stable across all grades | Variable machinability by density grade | Eliminates batch inconsistencies; protects assembly tolerance compliance (±0.2mm) |
| Weight Reduction Potential | Lower density achieves equivalent mechanical targets | Requires higher density for comparable shear/compressive performance | Directly improves vehicle fuel efficiency and EV range metrics |
| Prototype Risk & Scrap Exposure | Consistent properties reduce failed prototype iterations | Density-grade variability increases six-figure scrap risk on complex geometries | Fewer design iterations; faster time-to-production for specialized vehicle platforms |
Application Guide: When to Specify PMI vs PET
Select PMI for autoclave-cured structures demanding high strength-to-weight ratios and thermal stability above 150°C. Use PET for high-volume, cost-sensitive applications where process temperatures remain below 130°C.
High-Performance Scenarios: Specifying PMI
Polymethacrylimide (PMI) foam is the mandatory choice when your manufacturing cycle requires autoclave processing. With thermal resistance verified up to 200°C (DIN 53424), PMI withstands the 180°C and 0.7 MPa pressures of prepreg co-curing without cell collapse or creep. We observe that engineers in aerospace and UAV sectors prioritize PMI not just for weight, but for its superior shear modulus—30 MPa at 50 kg/m³ density (ASTM C273)—which is approximately 2–3 times higher than PET. This ensures your sandwich panel skins remain bonded under high aerodynamic loads.
For radar-transparent radomes and wind blade shear webs, PMI offers dielectric properties and mechanical consistency that PET cannot match. If your design requires a density range of 24–200 kg/m³ with compressive strength scaling up to 9.50 MPa, PMI is the only viable structural core. Do not substitute PET here; the thermal deformation above 150°C will cause voids and delamination during high-temperature cure.
Cost-Effective Volume: Specifying PET
Polyethylene Terephthalate (PET) foam serves applications where high-temperature processing is absent. In standard RV sidewalls and truck bodies, manufacturers typically use vacuum infusion or hand lay-up, where resin exotherms rarely exceed 80°C. Since PET deforms or softens above ~150°C, it acts as a stable, cost-saving core for these lower-heat environments. Our engineers recommend PET for marine hulls operating below 80°C, provided the resin system is room-temperature curing.
Choosing PET allows you to reduce material costs significantly in wind energy components that do not face the extreme leading-edge erosion of the blade tip. While its mechanical properties are lower than PMI, PET provides sufficient rigidity for structural semi-loads in high-volume production runs where margin preservation is critical. Ensure your process engineers verify that peak exotherm temperatures do not exceed the thermal limits of the PET grade selected.
Decision Matrix: Recyclability vs. Weight
Your material selection hinges on the trade-off between long-term vehicle efficiency and material lifecycle management. PMI provides a lower density for equivalent stiffness, directly translating to weight reduction in specialized vehicle panels. This reduces fuel consumption and increases EV range, fulfilling the primary KPI for high-end vehicle OEMs. However, PMI is a thermoset material, making end-of-life recycling difficult compared to thermoplastics.
Conversely, PET is a thermoplastic, offering theoretically better recyclability if you plan to reclaim core materials. If your procurement department mandates a circular economy focus or strict recyclability metrics, PET holds an advantage. However, if the engineering priority is maximum specific strength and thermal stability for a high-performance platform, PMI remains the superior technical choice despite the recycling challenges.
| Application Scenario | Specify PMI When | Specify PET When | Critical Data | Test Standard |
|---|---|---|---|---|
| Processing Temperature | Curing at ≥180°C with prepreg or autoclave at 0.7 MPa | Processing remains below 150°C (standard vacuum infusion, RTM) | PMI thermal stability ≥200°C; PET deforms above ~150°C | DIN 53424 |
| Weight-to-Strength Optimization | Panel weight reduction targets demand highest shear modulus per kg/m³ | Weight budget permits moderate panel mass with adequate stiffness | PMI 50 shear modulus: 30 MPa — 2–3x higher than equivalent-density PET | ASTM C273 |
| CNC Machining & Tolerance Control | Assembly tolerance ±0.2mm required consistently across density grades | Moderate tolerance bands acceptable for non-structural applications | PMI elongation at break holds 2.4–3.0% across entire 24–200 kg/m³ range | ASTM D638 |
| High-Volume Prepreg Co-Curing | Single autoclave cycle must cure core and laminate simultaneously | Secondary bonding step is acceptable in your production workflow | PMI enables 30–40% production time reduction by eliminating secondary bonding | Processing validation at 180°C / 0.7 MPa |
| Compressive Load Requirements | Compressive strength range of 0.25–9.50 MPa spans your design envelope | Lower compressive loads satisfy structural requirements adequately | PMI compressive strength scales from 0.25 MPa (Grade 24) to 9.50 MPa (Grade 200) | ISO 844 |
| Material Budget Constraints | 2–4x material cost offset by cycle time savings and scrap reduction | Lowest unit material cost is the primary procurement driver | Total cost of ownership favors PMI when prepreg processing eliminates secondary steps | Cost-per-finished-panel analysis |
| RV / Truck Body / Marine Sandwich Panels | Vehicle fuel efficiency or EV range targets require maximum lightweighting | Standard structural and insulation requirements meet platform specifications | Lighter panels directly improve vehicle fuel economy ratings and range metrics | Vehicle OEM specification compliance |
Sourcing PMI Foam Core: Specification Checklist
Sourcing PMI Foam Core: Specification Checklist
Every PMI foam core shipment must clear three non-negotiable checkpoints before it touches your production line: density-to-strength correlation per ISO 845, thickness tolerance held at ±0.2mm, and verified heat-treatment certification confirming 200°C thermal resistance.
Required Density Grade and Thickness Tolerance (±0.2mm Standard)
Your density selection dictates every downstream mechanical property. PMI 24 grade delivers 0.25 MPa compressive strength (ISO 844) at the lightest weight, while PMI 200 reaches 9.50 MPa for high-load structural zones. The critical procurement detail is not the density itself but the consistency of the thickness cut. Our PMI sheets hold ±0.2mm tolerance across the full 1–120mm thickness range. At 50 kg/m³, PMI delivers a shear modulus of 30 MPa (ASTM C273) — roughly 2–3x the stiffness of an equivalent-density PET foam core. That gap directly determines whether your CNC-machined panel profiles hold geometry on the production line or drift into scrap.
Elongation at break stays remarkably consistent at 2.4–3.0% across the entire PMI density range. This means your CNC machining parameters remain stable regardless of whether you are running PMI 52 or PMI 200 through the cutter. PET foam exhibits wider variation in machinability across density grades, which introduces tolerance drift that compounds over batch runs.
- Category: Mechanical Specification
- Core Outcome: Predictable compressive strength from 0.25 MPa (PMI 24) to 9.50 MPa (PMI 200) with ±0.2mm thickness control
Analysis:
| Advantages | Considerations |
|---|---|
|
|
Sheet Size Availability (2160×1100mm and 2500×1250mm)
We produce PMI foam core sheets in two standard formats: 2160×1100mm and 2500×1250mm. Thickness ranges from 1mm to 120mm depending on the density grade selected. For RV sidewall panels and truck body enclosures, the larger 2500×1250mm format typically nests more efficiently, reducing offcut percentages below 12% in most CNC nesting programs. Marine and smaller specialty vehicle builds often prefer the 2160×1100mm sheet to match existing tooling layouts.
Custom sheet sizes are available for volume orders, but lead times increase by 5–7 business days for non-standard cuts. If your production schedule cannot absorb that delay, design your panel geometry around the two standard formats first. This approach also simplifies inventory planning across multiple vehicle platforms sharing the same core stock.
- Category: Dimensional Specification
- Core Outcome: Two standard formats covering most vehicle panel geometries with thickness from 1–120mm
Analysis:
| Advantages | Considerations |
|---|---|
|
|
ISO Test Certifications, Heat Treatment Verification, and Trial Order MOQ
Every batch of PMI foam core we ship carries test data referenced to four standards: compressive strength per ISO 844, density measurement per ISO 845, shear properties per ASTM C273, and temperature resistance per DIN 53424. For PMI 50 grade specifically, these certificates confirm compressive strength at 0.85 MPa, tensile strength at 1.68 MPa (ASTM D638), shear modulus at 30 MPa, and thermal resistance at or above 200°C. Do not accept a supplier who provides only generic density certificates without the full mechanical test chain.
Heat-treatment verification is the single most critical document for prepreg processing. PMI foam must withstand autoclave cycles at 180°C and 0.7 MPa without dimensional shift. PET foam deforms above approximately 150°C, which is why PET cannot co-cure with standard prepreg systems in a single cycle. When we process PMI for prepreg-compatible sandwich panels, the heat-treatment certificate confirms the material survived its post-cure conditioning at 200°C with no density gradient formation. Request this document specifically — it is separate from the standard mechanical property certificate.
Trial order minimums vary by grade and thickness. For standard PMI densities between 52 and 110 kg/m³ in the two standard sheet formats, trial MOQ typically starts at 20 sheets. Grades at the extremes of the range (PMI 24 and PMI 200) may carry higher trial minimums due to lower production frequency. Contact our technical team with your specific density requirement and sheet format to confirm exact trial quantities and current lead times.
- Category: Compliance and Procurement
- Core Outcome: Full ISO/ASTM test chain plus heat-treatment records ensuring autoclave readiness at 180°C / 0.7 MPa
Analysis:
| Advantages | Considerations |
|---|---|
|
|
| Parameter | Required Spec | Test Standard | Procurement Note |
|---|---|---|---|
| Density Range | 24–200 kg/m³ (select grade per load requirement) | ISO 845 | Match density to structural load; PMI 50 suits most vehicle panels |
| Compressive Strength | 0.25 MPa (PMI 24) to 9.50 MPa (PMI 200) | ISO 844 | Verify grade-specific values on supplier data sheet |
| Shear Modulus | ≥30 MPa at 50 kg/m³ density | ASTM C273 | Must be 2–3x PET equivalent for justified cost premium |
| Thermal Resistance | ≥200°C continuous exposure rating | DIN 53424 | Critical for prepreg autoclave co-curing at 180°C / 0.7 MPa |
| Tensile Strength | ≥1.68 MPa at PMI 50 grade | ASTM D638 | Confirm consistency across batches for panel reliability |
| Elongation at Break | 2.4–3.0% across full density range | ASTM D638 | Predictable CNC machining behavior regardless of grade |
| Sheet Dimensions | 2160×1100mm or 2500×1250mm standard | — | Confirm availability; custom cuts reduce waste |
| Thickness Tolerance | ±0.2mm across 1–120mm range | — | Non-negotiable for assembly-line repeatability |
| Flexural Strength | ≥1.60 MPa at PMI 50 grade | ASTM D790 | Validate for curved panel applications |
| Processing Compatibility | Vacuum infusion, RTM, autoclave to 180°C | — | Single-cycle co-curing eliminates secondary bonding steps |
Conclusion
If your production line runs autoclave cycles above 150°C, spec PMI core without hesitation. PET foam deforms at that heat, but PMI handles 200°C processing while maintaining up to 9.50 MPa compressive strength. You recoup the material premium immediately by eliminating secondary bonding steps.
Request the ISO 844 compressive strength data sheet for PMI 50 grade and compare it against your current weight reduction targets. Then, order a single 2500×1250mm sheet to verify the ±0.2mm thickness tolerance on your CNC router. This validation step stops you from eating six-figure scrap costs on a full production run.
Spec PMI for autoclave processing above 150°C; its thermal stability and strength justify the premium by eliminating secondary bonding and scrap costs.Frequently Asked Questions
Is PU foam better than PET foam?
PU foam excels in cushioning and thermal insulation applications. PET foam delivers superior structural performance — higher shear and compressive strength — making it the standard choice for load-bearing sandwich panel cores in marine, RV, and wind energy structures.
What is PET foam core?
PET foam core is a closed-cell thermoplastic structural foam made from (often recycled) polyester. It provides strong specific stiffness, compressive strength (typically 0.8–2.5 MPa at 100–200 kg/m³ density), and fatigue resistance for sandwich composite structures.
What is PMI foam core?
PMI (polymethacrylimide) foam core is a cross-linked, 100% closed-cell rigid foam with exceptional stiffness-to-weight ratio and thermal stability up to 200°C. Density ranges from 24 to 200 kg/m³, with compressive strength up to 9.5 MPa at the highest grades.
Is PET foam better than XPS foam?
For structural sandwich panels, PET foam outperforms XPS in shear and compressive strength. XPS provides better thermal insulation (lower thermal conductivity), making it preferable for cold room panels. PET is the stronger structural core; XPS is the better insulator.
Is foam core different than foam board?
Structural foam core (PMI, PET, PVC) is engineered to carry shear and compressive loads in composite sandwich panels. Foam board is a lightweight product (polystyrene or XPS with paper facers) used for display, signage, or basic insulation — not rated for structural applications.