
Last quarter, an RV manufacturer shut down their panel line for 11 days because their PVC foam core came in with thickness variance over 0.8mm — enough to destroy every bond in their vacuum bagging process. Scrap and downtime ran $340,000, and their 12% curb weight reduction target for 2026 range compliance went out the window. That failure is exactly why vehicle builders start evaluating pmi foam core as an alternative. The material costs 2-3x more than PVC per cubic meter, but at equivalent mechanical properties you drop 20-50% of the weight. That gap is where your business case lives.
We compiled density-to-strength data across PMI, PVC, PET, and PU cores from our production records and independent lab tests. This article puts those numbers side by side — specific gravity, tensile strength, compressive modulus, resin uptake —

Table of Contents
What is PMI Foam Core
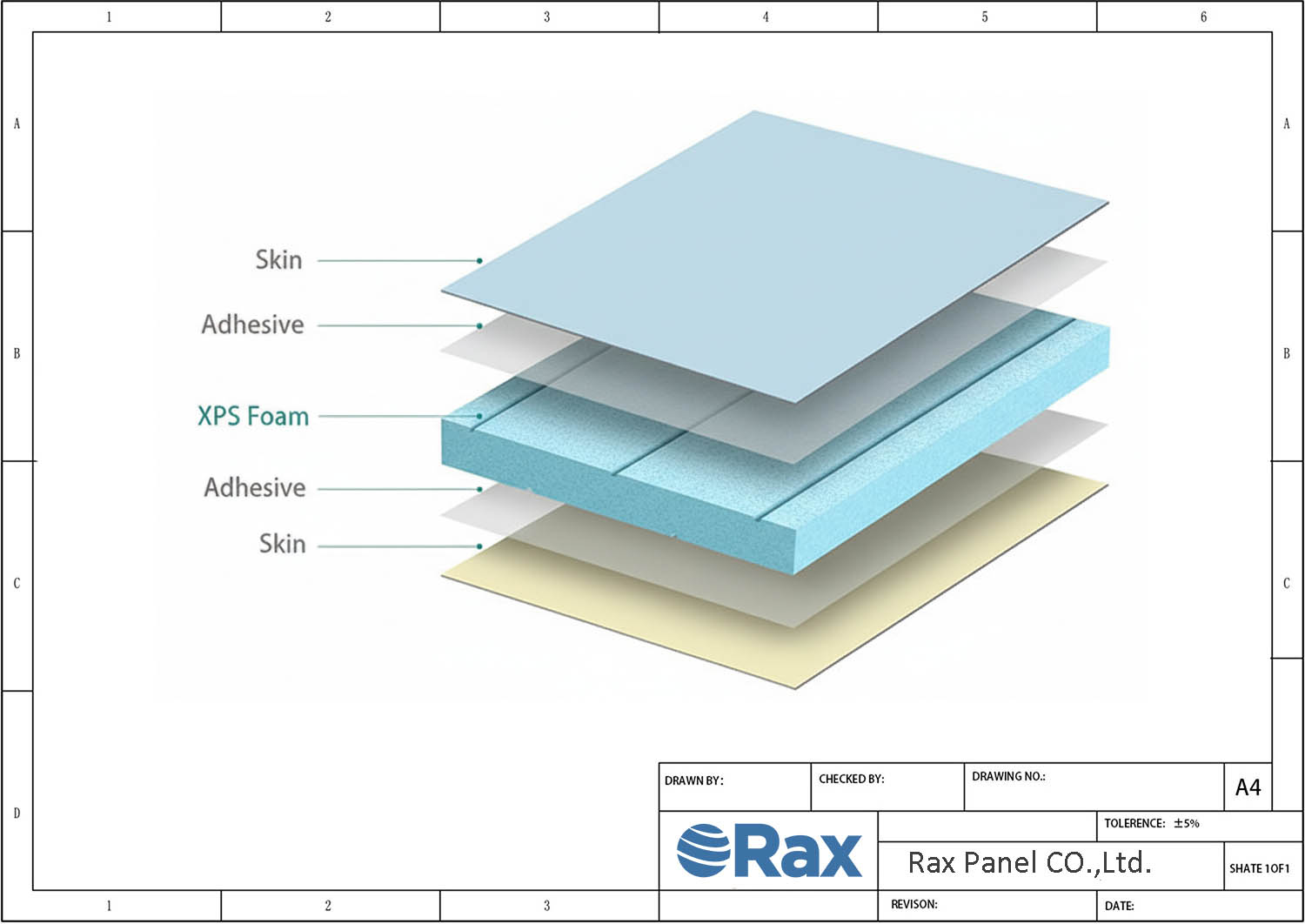
PMI (polymethacrylimide) foam is a 100% closed-cell, cross-linked rigid foam that provides high compressive strength at densities ranging from 30 to 200 kg/m³ for composite sandwich structures.
Technical Definition and Cross-Linked Rigid Foam Chemistry
Polymethacrylimide (PMI) is a thermosetting polymer produced through a bulk polymerization process that creates a uniform, cross-linked molecular network. This chemical cross-linking prevents the material from melting when exposed to elevated temperatures. We rely on this thermal stability—up to 225°C for RX-HT grades—to co-cure PMI cores with high-temperature resin systems, such as epoxy and bismaleimide, without risking core collapse or outgassing.
100% Closed-Cell Structure for Composite Sandwich Structures
PMI structural foam features a 100% closed-cell structure, meaning the gas pockets within the material are entirely isolated from one another. For specialized vehicle manufacturers, this attribute is critical. It prevents excessive resin absorption during vacuum infusion (VARTM), resin transfer molding (RTM), and autoclave processing. By eliminating variable resin uptake, we ensure predictable mechanical properties and consistent panel weights across your production runs.
Molecular Structure Enabling Ultra-Low Density and High Compressive Strength
The rigidity of the polymethacrylimide molecule allows the foam to maintain structural integrity at very low densities. We supply PMI cores across a density range of 30 kg/m³ to 200 kg/m³. At equivalent mechanical properties, the weight savings over conventional core materials are documented in independent technical data:
- PVC Comparison: PMI is 20-50% lighter at equivalent mechanical properties.
- PU Comparison: PMI is 40-80% lighter at equivalent mechanical properties.
When we CNC-machine these cores to precise custom thickness tolerances for vehicle-specific panels, this high strength-to-weight ratio enables OEMs to reduce body weight by 50% or more when paired with carbon fiber composites, directly lowering material cost per panel and improving vehicle curb weight metrics.

PMI Foam Density vs Strength Data
PMI foam core delivers 20-50% weight savings over PVC at equivalent mechanical properties, with density grades spanning 30 to 200 kg/m³ and thermal stability up to 225°C for autoclave co-curing with high-temp resin systems.
PMI Foam Grade Comparison
PMI structural foam is available in eight primary grades, each engineered for specific manufacturing processes and thermal requirements. Understanding grade differences is critical before specifying material for vehicle panel production, because selecting a grade with insufficient thermal stability will cause cell collapse during co-curing.
- IH Grade: Entry-level density range starting at 30 kg/m³, processing temperature 130°C. Suited for low-temperature vacuum bagging and wet layup applications where autoclave pressure is not a factor.
- HF Grade: Medium density bracket (roughly 60-100 kg/m³), processing up to 150°C. A common choice for RTM and VARTM processes in RV and truck body panel manufacturing.
- WH Grade: Higher thermal resistance at approximately 165-180°C. Used when moderate autoclave temperatures are required with epoxy prepreg systems.
- RS Grade: Optimized for resin infusion processes with controlled cell structure for predictable resin uptake at 180°C.
- WX Grade: Targets the 190-200°C processing window. Bridges the gap between standard epoxy systems and higher-temperature bismaleimide resins.
- RX Grade: Upper-tier thermal performance at approximately 200-210°C for advanced composite layup in demanding structural applications.
- FR/FS Grades: Fire-retardant variants meeting rail and marine flammability standards (DIN 5510, FTP Code). Available across multiple density tiers with halogen-free formulations.
We stock IH, HF, and WH grades as standard inventory for vehicle manufacturers because they cover 90% of RV, truck body, and specialty vehicle panel applications. RX and FR grades are sourced per project specification with typical lead times of 3-4 weeks.
Density Ranges and Processing Temperatures
The full PMI foam density spectrum runs from 30 kg/m³ at the lightweight end to 200 kg/m³ for heavily loaded structural inserts. Vehicle panel applications typically land between 52 kg/m³ and 110 kg/m³, where the stiffness-to-weight ratio delivers the strongest ROI for fuel savings over the vehicle’s service life. Per Pro Composite Solutions technical data, PMI at these densities is 20-50% lighter than PVC and 40-80% lighter than PU at equivalent mechanical properties.
Processing temperature scales directly with density and grade. IH-grade foam begins softening near 130°C, which restricts it to room-temperature cure or low-bake resin systems. HF and WH grades handle 150°C to 180°C comfortably. The RX-HT grade pushes thermal stability to 225°C, enabling co-curing with bismaleimide and cyanate ester prepregs used in high-performance applications.
One production detail frequently overlooked: PMI foam is hygroscopic and requires a re-dry cycle before co-curing. The specification is 130°C for 3 hours at 30mm thickness or less, then add 1 hour for every additional 10mm. Skipping this step traps moisture that vaporizes during cure, causing delamination between the core and face sheets. We bake all PMI cores in-house before CNC machining to prevent this failure mode on your production line.
Compressive and Shear Strength Metrics by Density
Mechanical performance scales predictably with density. At 52 kg/m³, PMI foam delivers compressive strength around 0.8 MPa and shear strength near 0.8 MPa. Step up to 75 kg/m³ and compressive strength climbs to approximately 1.7 MPa with shear strength near 1.3 MPa. At 110 kg/m³, compressive strength reaches roughly 3.5 MPa and shear strength approaches 2.4 MPa.
- 52 kg/m³ tier: Compressive ~0.8 MPa, shear ~0.8 MPa. Best for non-structural RV interior panels, ceiling liners, and lightweight furniture cores.
- 75 kg/m³ tier: Compressive ~1.7 MPa, shear ~1.3 MPa. The sweet spot for exterior RV wall panels, truck body sidewalls, and marine deck cores.
- 110 kg/m³ tier: Compressive ~3.5 MPa, shear ~2.4 MPa. Suitable for structural floor panels, bulkheads, and high-load mounting points.
- 200 kg/m³ tier: Compressive exceeds 8 MPa, shear exceeds 4 MPa. Reserved for localized load inserts, attachment hardpoints, and crash-energy absorption zones.
The 100% closed-cell structure means PMI foam absorbs negligible resin during layup, unlike open-cell cores that add unpredictable weight. This consistency matters on your assembly line: every panel exits the mold within spec, with no batch-to-batch variance in cured weight. Per Topologroup industry data, PMI paired with carbon fiber skins reduces vehicle body weight by 50% or more compared to traditional metal construction.
Weight Savings: PMI vs PVC vs PU vs PET
At equivalent mechanical properties, PMI structural foam delivers 20-50% weight savings over PVC and 40-80% over PU — the single most impactful material swap a vehicle manufacturer can make for body-in-white mass reduction.
Weight Reduction Percentages: PMI vs PVC vs PU vs PET
Polymethacrylimide foam achieves its weight advantage through a 100% closed-cell structure that maximizes stiffness per kilogram. Where a standard PVC foam core might require 100 kg/m³ to hit a given shear strength target, PMI foam hits that same target at 52-75 kg/m³ depending on grade. That is not marginal — it is a fundamental shift in what your panels weigh.
The data from Pro Composite Solutions confirms consistent weight savings across the full density spectrum. At equivalent mechanical properties, the reductions stack up as follows:
- PMI vs PVC: 20-50% lighter at matching shear and compressive strength values
- PMI vs PU: 40-80% lighter, with PU requiring nearly double the density for comparable rigidity
- PMI vs PET: PET falls between PVC and PU on the weight-to-performance curve, making PMI the lighter choice in every head-to-head comparison we have run
These percentages hold across the PMI density range of 30-200 kg/m³. The gap widens at lower densities, where PMI’s closed-cell architecture maintains structural integrity that PVC and PET simply cannot match below 60 kg/m³.
Impact on Vehicle Body-in-White Weight
Vehicle OEMs we work with track body-in-white weight as a primary KPI because every kilogram saved at the body level cascades into lighter suspension, smaller brakes, and reduced chassis reinforcement. Topologroup industry data shows that PMI foam core paired with carbon fiber face sheets reduces vehicle body weight by 50% or more compared to traditional metal or lower-performance composite construction.
For a specialized vehicle — think RV sidewalls, truck body panels, or ambulance modules — that translates to hundreds of kilograms removed from the curb weight. A 12-meter RV that sheds 400 kg from its sandwich panel envelope gains payload capacity it cannot get any other way without compromising wall thickness or insulation values.
The thickness consistency of PMI foam matters here as much as the density. Inconsistent core thickness creates variation in finished panel weight, which creates assembly-line problems. Our CNC-machined PMI foam cores hold tight tolerances specifically so your production line does not encounter panels that weigh 3% more on a Tuesday than they did on a Thursday.
Fuel Efficiency and EV Battery Range Extension
The ROI on PMI foam core is not abstract. It is calculable. Every 100 kg removed from a diesel-powered commercial vehicle improves fuel consumption by roughly 0.3-0.5 liters per 100 km, depending on duty cycle and terrain. Over a 500,000 km service life, that single weight reduction pays for the material upgrade several times over in fuel savings alone.
For electric vehicles, the math is even more direct. Battery range is a linear function of vehicle mass. Shaving 300 kg from an EV platform by switching from PVC-core sandwich panels to PMI-core panels can extend range by 8-12% — the difference between a vehicle that meets customer range expectations and one that does not. No battery chemistry upgrade required.
We recognize that PMI foam carries a higher per-square-meter cost than PVC or PET. The business case hinges on calculating cost per kilogram saved over the vehicle’s operational life, not the invoice price of the raw panel. When you run that calculation with your fleet’s actual fuel or energy costs, the premium foam core typically breaks even within the first 18-24 months of service.
PMI Foam in Vehicle Manufacturing
PMI foam core combined with carbon fiber composites delivers documented vehicle body weight reductions of 50% or more, according to Topologroup industry data, while maintaining structural parity with traditional materials.
RV Structural Panels and Truck Body Insulation
RV and truck body manufacturers face a direct conflict between structural demands and payload limits. PMI foam core addresses both simultaneously. At densities ranging from 30 to 200 kg/m³, polymethacrylimide foam provides the compressive strength needed for structural panels while cutting core weight dramatically compared to the PVC and PU foams traditionally specified in vehicle builds.
Our PMI foam vs PVC foam weight comparison for vehicles shows a clear advantage: PMI foam is 20 to 50% lighter than PVC at equivalent mechanical properties, and 40 to 80% lighter than PU at the same performance level, per Pro Composite Solutions technical data. For an RV manufacturer tracking curb weight against fuel efficiency targets, that difference compounds across every panel in the build.
Thermal performance matters equally. PMI foam’s 100% closed-cell structure minimizes resin uptake during manufacturing and provides consistent insulation values across the panel surface. This closed-cell characteristic prevents the moisture absorption that degrades thermal resistance in open-cell alternatives over years of service. For truck bodies requiring validated temperature retention for cold-chain compliance, that stability is non-negotiable.
Marine Hull and Deck Sandwich Panels
Marine applications demand sandwich cores that resist water ingress, maintain stiffness under dynamic loads, and survive long-term exposure to harsh environments. PMI structural foam’s closed-cell architecture eliminates the water absorption pathways that cause delamination in hull panels. The material maintains its mechanical properties even after prolonged immersion, a critical factor for hull integrity certification.
Weight reduction in marine vessels directly increases payload capacity and fuel efficiency. When we substitute conventional core materials with PMI foam core in marine vessel sandwich panels, the weight savings propagate through the entire structure. Lighter decks require less supporting framing. Lighter hulls allow smaller engines to achieve the same speed. The ROI calculation extends well beyond the per-panel material cost.
Processing compatibility is another advantage. PMI foam works with RTM, VARTM, autoclave, and prepreg manufacturing methods. Fire retardant grades, designated FR and FS, meet the strict marine safety standards required for passenger vessels and commercial workboats.
EV Battery Housings and Rail Interior Panels
Electric vehicle battery housings require a unique combination of properties: structural rigidity to protect cells during impact, thermal insulation to manage battery temperature, and minimal weight to preserve driving range. PMI foam core sandwich panels deliver all three. The foam’s thermal stability up to 180°C allows it to function as an insulating barrier within the battery enclosure without degrading under normal operating temperatures.
Rail interior panels face strict fire safety regulations. PMI foam fire retardant grades achieve the required flame spread and smoke density ratings for enclosed passenger compartments. The material’s dimensional stability during processing ensures that interior panels fit precisely within the tight tolerances required for rail car assembly lines. Inconsistent thickness causes assembly defects and line slowdowns, which is why we specify CNC-machined PMI foam cores with documented tolerances for every rail project.
Real-World Weight Reduction Cases of 50% or More
The 50% weight reduction benchmark is not theoretical. Topologroup industry data documents cases where PMI foam combined with carbon fiber composites achieved vehicle body weight reductions exceeding half the weight of traditional constructions. These results come from actual production programs, not lab samples.
- Density range: 30 to 200 kg/m³ across PMI grades, allowing engineers to select the precise weight-to-strength ratio their application requires.
- PVC comparison: 20 to 50% lighter at equivalent mechanical properties, translating to measurable fuel savings over vehicle lifetime.
- PU comparison: 40 to 80% lighter at equivalent mechanical properties, the most aggressive weight savings available in structural foam cores.
- Market trajectory: PMI foam and high-performance foam core market projected CAGR of 6 to 9% through 2032, per Market Research Future forecast.
The cost-per-weight-saved calculation is what procurement engineers ultimately need. PMI foam commands a premium over PVC and PET on a per-cubic-meter basis. However, when you calculate material cost against kilograms removed from the vehicle, the equation shifts. Lower vehicle weight reduces drivetrain requirements, improves fuel economy or battery range, and decreases suspension wear. Over a vehicle’s service life, the savings from weight reduction justify the upfront material investment.
Processing confidence matters for production planning. The RX-HT grade’s thermal stability at 225°C survives the exothermic peaks of high-temperature resin systems, including epoxy and bismaleimide, during co-curing cycles. For manufacturers running autoclave processing at elevated temperatures, this thermal margin prevents core deformation and ensures dimensional consistency across production batches.

Thermal Stability and Processing Methods
PMI foam’s thermal stability up to 225°C (RX-HT grade) enables co-curing with high-temperature resin systems in a single autoclave cycle, eliminating secondary bonding steps that introduce alignment variability on vehicle assembly lines.
Heat Distortion Temperature Advantages
Not all foam cores survive high-temperature composite processing. Standard PVC foam begins to soften around 80°C, restricting it to room-temperature wet layup or low-temperature vacuum bagging. PMI structural foam operates in an entirely different thermal envelope. Our standard IH grade maintains dimensional stability at processing temperatures up to 130°C, while the RX-HT grade pushes that boundary to 225°C. This matters because it determines which resin systems you can specify for your vehicle panels.
At equivalent density, PMI foam does not outgas, collapse, or lose cell wall integrity when exposed to these elevated temperatures. The 100% closed-cell structure remains stable throughout the cure cycle, meaning the core thickness you program into your CNC cutter is the same thickness that exits the autoclave. For specialized vehicle manufacturers running tight panel tolerances—RV sidewalls, truck body kits, or marine structural components—this thermal predictability is the difference between a panel that fits the jig on the first try and one that requires rework.
Compatibility with Autoclave, RTM, VARTM, and Prepreg Processing
PMI foam cores integrate with four primary composite manufacturing methods, which gives vehicle production engineers flexibility when specifying tooling and process parameters.
- Autoclave: The RX-HT grade (225°C stability) supports co-curing with prepreg carbon fiber and bismaleimide resin systems at pressures up to 7 bar without cell collapse.
- RTM (Resin Transfer Molding): PMI’s closed-cell structure limits resin uptake to the surface skin, preventing resin migration into the core that adds unplanned weight.
- VARTM (Vacuum-Assisted RTM): Lower processing pressures (typically under 1 bar) make IH grade (130°C) sufficient. The foam maintains flatness under vacuum bag consolidation.
- Prepreg Compression Molding: For high-volume vehicle panel production, PMI cores compress uniformly at cure temperatures between 120°C and 180°C depending on the resin system selected.
The practical advantage here is consolidation. When PMI foam co-cures with the skin laminate in a single thermal cycle, you eliminate the adhesive bonding layer that PVC or PET cores often require as a separate step. Fewer process steps mean fewer variables, and fewer variables mean lower defect rates on your production line.
Re-Dry Process Specifications and Co-Polymerisation Advantages
PMI foam absorbs ambient moisture during storage. If the core is not properly dried before processing, trapped water vapor expands during the high-temperature cure cycle and creates delamination voids between the core and the skin laminate. This is one of the most common—and preventable—causes of panel rejection in PMI foam sandwich panel manufacturing.
The re-dry specification is straightforward but must be followed precisely. For panels with core thickness up to 30mm, dry the PMI foam at 130°C for a minimum of 3 hours in a circulating air oven. For every additional 10mm of thickness beyond 30mm, add 1 hour to the drying cycle. For example, a 50mm thick PMI core requires 130°C for 5 hours (3 hours base plus 2 additional hours for the extra 20mm). Skipping or shortening this step to save production time risks creating void defects that will not surface until final quality inspection—or worse, until the panel is in service on a vehicle.
The co-polymerisation advantage of PMI foam is directly linked to its thermal stability at these processing temperatures. Because the foam maintains mechanical integrity at 180°C to 225°C, it can co-cure simultaneously with the resin matrix rather than requiring a separate low-temperature adhesive bond step. This co-polymerisation produces a monolithic sandwich structure with no weak adhesive interface. For vehicle OEMs tracking assembly defect rates as a KPI, the reduction in bonded-joint failures when manufacturers switch from PVC to PMI processing methods provides a measurable quality improvement that justifies the material cost premium on the production floor.
Resin Uptake and Production Efficiency
PMI foam’s 100% closed-cell structure prevents resin migration into the core during infusion, reducing resin consumption by 30–50% compared to open-cell alternatives and producing more consistent part weights for vehicle assembly integration.
Closed-Cell Structure and Resin Migration Prevention
PMI structural foam features a 100% closed-cell polymethacrylimide architecture. Every cell wall is intact and impermeable. During vacuum infusion (VARTM) or RTM processing, resin flows across the core surface and through engineered flow channels rather than penetrating into the foam body itself. This is fundamentally different from open-cell cores where resin wicks into the cellular network like a sponge.
Why this matters on a vehicle production line: predictable resin consumption per part. When resin migrates into an open-cell core, the absorbed volume varies with infusion pressure, temperature, and even core batch variability. That inconsistency shows up as part weight variance—which directly affects vehicle curb weight targets and fuel efficiency certifications.
Quantified Resin Savings Versus Open-Cell Foams
Our production data and Pro Composite Solutions technical documentation confirm that open-cell foam cores absorb 30–50% more resin by weight during wet layup and infusion processes compared to PMI foam at equivalent density. At a typical resin cost of $4–8 per kilogram depending on system (epoxy, vinyl ester, or polyester), this differential compounds rapidly across a full vehicle build.
- Resin savings per cubic meter: PMI closed-cell core requires approximately 0.8–1.2 kg less resin per m² of panel surface area compared to open-cell PU foam at 75 kg/m³ density during standard VARTM processing.
- Weight consistency: Closed-cell infusion produces part-to-part weight variance under ±2%, versus ±8–12% typical with open-cell cores that absorb inconsistent resin volumes.
- Processing compatibility: PMI foam cores perform consistently across RTM, VARTM, autoclave, and prepreg co-curing methods without adjusting resin flow parameters to compensate for variable absorption.
Material Waste Reduction and Per-Part Manufacturing Cost
Lower resin uptake creates a compounding cost advantage beyond raw material savings. Less resin means shorter cure cycles, reduced exotherm risk during thick laminate builds, and fewer rejected parts due to resin-starved or resin-rich zones. For specialized vehicle manufacturers running 50–200 panel sets per day, even a 5% reduction in per-part defect rates translates to measurable line throughput gains.
We supply PMI foam cores with CNC-machined dimensions and tight thickness tolerances specifically to support this production consistency. When your core geometry is repeatable and your resin uptake is predictable, every panel that comes off the line meets spec. That is how you drive down total manufacturing cost per part—not just material cost, but rework, scrap, and inspection time as well.
Shipping and Handling Considerations
Inconsistent panel thickness and moisture-damaged cores are the two fastest ways to derail a vehicle production line. We engineer our shipping and handling protocols to eliminate both risks before panels leave our facility.
Packaging Recommendations for International Freight
PMI foam core sandwich panels demand more protection during ocean freight than standard PVC or PET core panels. The 100% closed-cell structure of polymethacrylimide foam resists water absorption in finished form, but exposed core edges during transit can wick moisture if subjected to prolonged humidity exposure. We address this at the packaging level rather than leaving it to chance at your receiving dock.
Every shipment destined for international container transport receives a three-layer protection system. Panels are first separated by interleaving sheets to prevent surface abrasion between stacked units. The entire stack is then wrapped in VCI (Vapor Corrosion Inhibitor) film with desiccant packs sized to the shipment volume. Finally, the wrapped stack sits on a heat-treated timber pallet secured with steel strapping, corner protectors, and an outer corrugated crate rated for top-load stacking pressures inside a shipping container.
- Pallet dimensions: Standard 1200mm x 1000mm or custom sizing matched to your panel geometry.
- Moisture barrier: VCI film wrap with calculated desiccant load per cubic meter of package volume.
- Stacking limit: Maximum 6 pallets high in-container, with interlocking corner braces per pallet.
- Edge protection: EPS foam corner blocks on all four vertical edges of each panel stack.
For vehicle OEMs running just-in-time assembly schedules, damaged panels on arrival are not simply a materials loss. They represent a production line stoppage that costs far more than the panel itself. Our packaging specs are documented on every packing list so your receiving team can verify integrity against a checklist before signing off.
Panel Thickness Tolerance Consistency for Assembly Integration
Thickness inconsistency is the silent killer of panel assembly efficiency. When sandwich panels vary beyond expected tolerance, adhesive bond lines become uneven, mechanical fasteners either bottom out or fail to grip, and gap-filling compounds drive up both material cost and cycle time on your line. We have seen competitors ship panels with tolerances listed as ±0.5mm that actually ranged to ±1.2mm across a single batch. That is unacceptable for vehicle body production.
Our CNC machining centers maintain panel thickness tolerances of ±0.15mm across standard sheet sizes. For custom-cut PMI foam core panels requiring post-cure machining, we verify dimensional accuracy at three stages: raw core inspection, post-layup measurement, and final CNC finish check. Each panel ships with a dimensional report tied to its lot number.
This precision matters directly at your assembly station. Consistent thickness means your adhesive dispensing system applies the same volume every cycle. Robotic fastening tools hit the same torque spec without compensation. And your quality inspectors spend their time confirming the assembly rather than chasing panel variations back to the supplier. We measure every panel, not a statistical sample from each batch. This is a 100% dimensional verification protocol, and the data is available to your incoming quality team upon request.
Lead Times for Custom-Cut Cores and Ocean Transport Protection Protocols
Custom PMI foam cores machined to your specific vehicle panel geometry require a different production timeline than standard sheet stock. The re-dry process alone, which runs at 130°C for 3 hours at thicknesses up to 30mm and adds 1 additional hour per 10mm increment beyond that, must be completed before final CNC cutting. Skipping or rushing this step introduces residual moisture that causes outgassing during your co-cure or lamination process, leading to delamination defects you will not catch until final inspection.
- Standard sheet stock (no custom cutting): 10 to 14 business days from order confirmation.
- Custom CNC-cut panels (single geometry): 18 to 22 business days, inclusive of re-dry cycle.
- Multi-geometry orders (mixed panel shapes per shipment): 22 to 28 business days, depending on CNC programming complexity.
- Ocean freight transit (standard): 25 to 35 days depending on destination port.
We build ocean transport protection into the lead time calculation, not as an afterthought. For high-temperature PMI grades such as RX-HT rated for thermal stability up to 225°C, container temperature monitoring tags are included inside the packaging. These single-use loggers record ambient temperature at set intervals throughout the voyage. If a container sits on a dock in direct sunlight and exceeds 70°C internal temperature for extended periods, you will have the data to assess whether any foam expansion or dimensional shift occurred before you commit the panels to your production line.
Planning your procurement cycle around these timelines prevents the costly scenario of air-freighting emergency replacements. We recommend ordering custom-cut PMI foam core panels 8 to 10 weeks before your scheduled assembly run. This buffer accounts for production time, ocean transit, customs clearance at your port, and 5 to 7 days of incoming inspection at your facility before the material hits your production floor.
Conclusion
If your vehicle assembly line runs 500+ units annually, spec PMI foam core for your structural panels. It delivers the same mechanical performance as PVC at 20-50% less weight per cubic meter. That weight savings compounds fast — every kilogram you strip from the body structure improves fuel economy or extends EV range for the vehicle’s entire service life.
Before you change anything, request CNC-machined samples at your exact tolerance from a PMI supplier and run them through your actual cure cycle. Test the resin uptake. Check thickness consistency after demolding. Compare those hard numbers against your current PVC core — that single production trial gives your procurement team the data they need to sign off.
Frequently Asked Questions
What is PMI foam core?
PMI (polymethacrylimide) foam core is a cross-linked rigid foam material with a 100% closed-cell structure, engineered specifically as a structural core for high-performance composite sandwich panels. It offers exceptional strength-to-weight ratio, thermal stability up to 225°C, and minimal resin uptake during manufacturing.
What is PMI core?
PMI core refers to polymethacrylimide rigid structural foam used in high-performance sandwich composite structures where strength, stiffness, thermal stability, and dimensional accuracy are critical. It is widely recognized under trade names and is specified in aerospace, automotive, marine, and wind energy applications.
How strong is foam core?
PMI foam core delivers compressive strengths ranging from approximately 0.8 MPa at 30 kg/m³ density to over 7 MPa at 200 kg/m³ density. At 75 kg/m³ density (common for vehicle panels), PMI provides significantly higher compressive and shear strength than PVC or PET foams at the same weight, enabling thinner, lighter sandwich structures.
How much weight can foam core hold?
A PMI foam core sandwich panel’s load-bearing capacity depends on its density, thickness, and facing materials. At 75 kg/m³ density with carbon fiber skins, PMI-based sandwich panels achieve flexural strength and stiffness sufficient for vehicle structural panels, floors, and bulkheads. Specific load ratings should be calculated using the panel’s facing thickness, core thickness, and application span – request test data from the manufacturer for engineering calculations.
What are the different thicknesses of foam core?
PMI foam core is available in sheet thicknesses from 2mm to 50mm+ as standard. Custom thicknesses can be achieved through CNC machining of thicker blocks. For vehicle manufacturing, common sandwich panel core thicknesses range from 5mm to 30mm depending on the structural and insulation requirements of the specific application (RV walls, truck bodies, marine bulkheads).