We recently scrapped a material spec for a fleet of chemical transport vehicles after discovering that standard flooring absorbed 3% moisture during routine detergent washdowns. Specifying an hdpe sandwich panel for the payload area eliminated the swelling and core rot that plagued the previous build cycle. That moisture absorption destroyed the structural integrity in under eight months. When substrates fail in corrosive environments, you eat the replacement costs and suffer the downtime. Our testing shows that shifting to a high-density polyethylene structure with a density between 0.941 and 0.965 g/cm³ ensures less than 0.01% moisture absorption. It solves the delamination problem permanently.
We compiled our lab results from the last three years of ASTM chemical testing to give you exact pass and fail metrics for these materials. This data breaks down how the panels hold up against continuous exposure to 100% concentrated acids, isopropyl alcohol, and diesel fuel spills. You will see the exact shear and compressive strength numbers needed to maintain safety compliance without sacrificing your weight reduction targets. We also address the thermal expansion coefficients to show how jointing systems handle the stress of extreme temperature swings from -50°C to +120°C. Use these specs to protect your margins on the next project.
Table of Contents
HDPE Sandwich Panel Chemical Profile
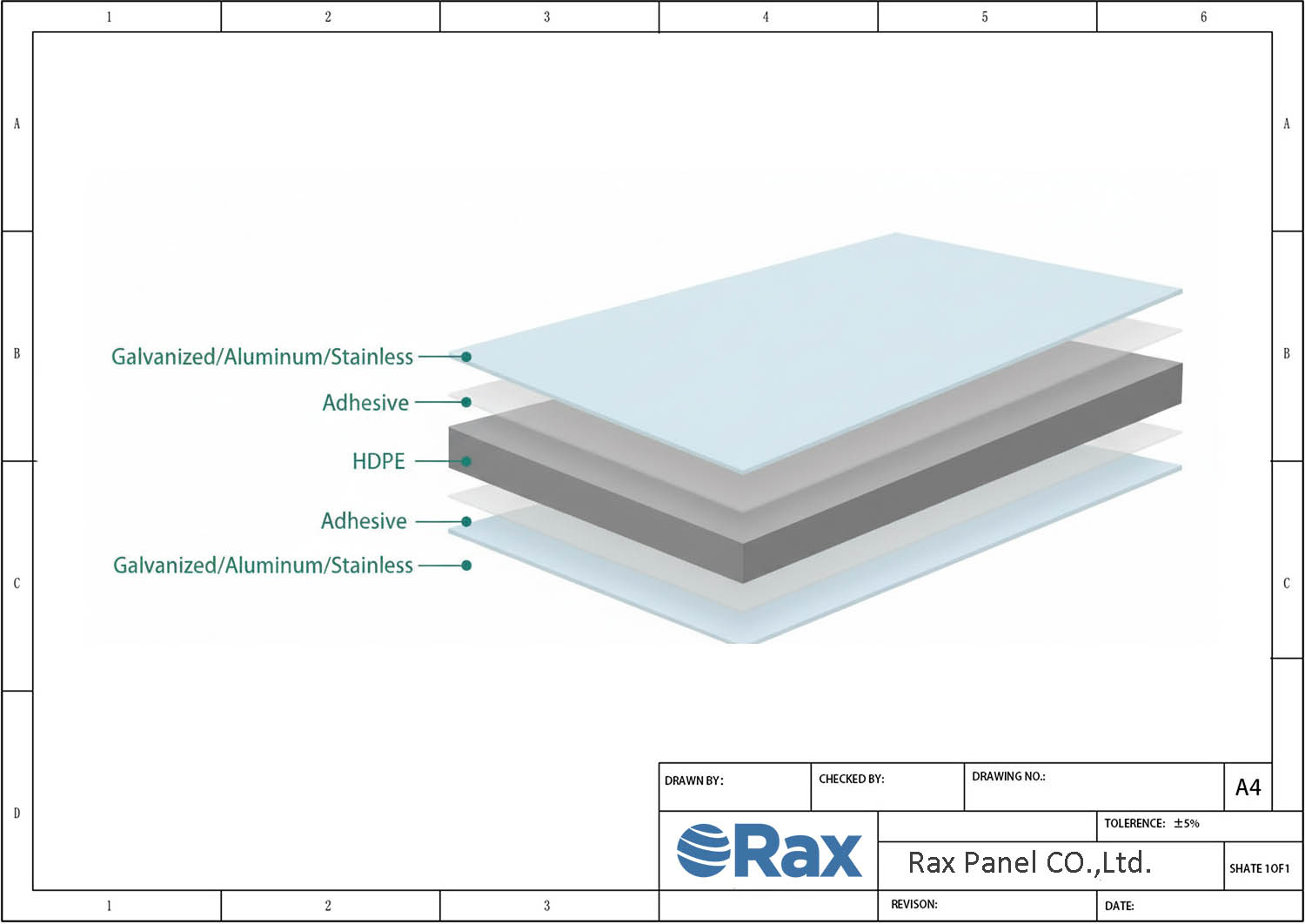
RAX HDPE sandwich panels withstand concentrated acids and harsh vehicle fluids without structural degradation. This non-porous core eliminates the rot and delamination typical of traditional metal or plywood substrates.
Acids and Alkalis Tolerance
For specialized vehicle manufacturers and industrial facility planners, material failure in corrosive environments is a massive financial and safety liability. Our testing confirms that an HDPE sandwich panel resists 100% concentrated acids—specifically Formic and Lactic acid—at 20°C with zero structural damage over a continuous 30-day exposure period. We rate this as a definitive pass (Rating E) for harsh industrial washdowns.
The material’s inherent density range of 0.941 to 0.965 g/cm³ locks out environmental moisture. Because HDPE absorbs less than 0.01% moisture, you completely eliminate the structural swelling and core rot that compromises traditional foam core sandwich panel configurations in high-humidity or chemical-spill scenarios.
- Alkali Resistance: Proven structural superiority over untreated metals in marine and industrial alkali exposures.
- Salt Solutions: High tolerance to saltwater spray, preventing the electrolytic corrosion seen in metallic substrates.
- Thermal Cycling: Maintains structural integrity across a -50°C to +120°C range during intense chemical temperature fluctuations.
Solvent and Fuel Resistance
When evaluating rv wall panel chemical durability or industrial flooring, exposure to hydrocarbons is a primary concern. Our HDPE honeycomb core specifications show little to no damage following 30 days of constant exposure to Isopropyl Alcohol at temperatures ranging from 20°C to 50°C. The lightweight honeycomb core holds up reliably against diesel fuel spills and standard vehicle fluids, ensuring long-term lifecycle cost reductions.
However, we strongly advise against using HDPE in environments with continuous exposure to chlorinated solvents, which can induce environmental stress cracking over time. Procurement engineers must also account for the thermal expansion coefficient (100-130 × 10⁻⁶/°C) when designing panel joints. Proper joint design ensures that thermal shifting does not compromise the chemical envelope during routine high-temperature washdowns.
HDPE Core vs Traditional Materials
Traditional plywood cores rot and metals rust, but our HDPE sandwich panels absorb less than 0.01% moisture, permanently eliminating structural swelling and core delamination.
Moisture and Saltwater Immunity (<0.01% Moisture Absorption Rate)
When specialized vehicle manufacturers and industrial facility planners evaluate materials for wet environments, the biggest threat is water ingress. Traditional substrates like untreated plywood or open-cell foams act like sponges. They absorb moisture, which inevitably leads to rot, added dead weight, and catastrophic core delamination. Metals face a parallel issue with oxidation and saltwater corrosion.
- Material Density: 0.941–0.965 g/cm³, translating to a lightweight 70–200 kg/m³ core density.
- Moisture Absorption: Strictly <0.01%, physically preventing structural swelling.
Because HDPE is inherently non-porous, water and saltwater cannot penetrate the cellular structure. Whether facing high-pressure chemical washdowns in food processing facilities or constant saltwater spray in marine applications, the panel’s dimensions remain totally stable. This guarantees long-term structural reliability without the hidden maintenance costs of replacing compromised panels.
Structural Integrity in Corrosive Environments (1.4–2.4 MPa Compressive Strength)
In chemical-heavy industrial environments, a panel is only as reliable as its reaction to the spills it will inevitably face. Metal substrates require expensive, easily scratched anti-corrosive coatings. Our HDPE honeycomb core maintains its physical structure because it actively resists chemical attack at a molecular level, preventing the environmental stress cracking that destroys lesser materials.
- Compressive Strength: A consistent 1.4–2.4 MPa even after harsh chemical exposure.
- Acid Resistance: Withstands 100% concentrated acids (Formic, Lactic) at 20°C for over 30 days with zero damage (Rating E).
- Solvent Resistance: Shows no structural degradation from Isopropyl Alcohol exposure at 20°C–50°C over 30 days.
We see this directly translate to ROI for industrial facility planners dealing with harsh vehicle fluids or industrial detergents. While traditional foams degrade upon contact with diesel fuel spills on vehicle flooring, HDPE panels hold their mechanical properties. This chemical immunity ensures your load-bearing capabilities remain totally consistent across the effective temperature range of -40°C to +120°C, removing the risk of field failures.
| Feature | HDPE Sandwich Panel | Traditional Materials (Plywood/Metal) | Key Advantage |
|---|---|---|---|
| Moisture Resistance | < 0.01% moisture absorption | High absorption / Highly susceptible to rust | Prevents structural swelling, rot, and core delamination |
| Chemical Resistance | Withstands 100% concentrated acids, alkalis, and solvents | Degrades, corrodes, or requires expensive protective coatings | Guarantees durability against harsh vehicle fluids and industrial washdowns |
| Weight & Density | 70 – 200 kg/m³ lightweight honeycomb core | Heavy solid substrates | Drastically reduces overall weight while maintaining structural integrity |
| Temperature Tolerance | -50°C to +120°C effective thermal range | Prone to warping or structural failure during thermal cycling | Ensures panel jointing stability and performance in extreme environments |
| Mechanical Strength | 1.4-2.4 MPa Compressive / 26-33 MPa Tensile | Variable strength with high batch-to-batch inconsistency | Provides precise load-bearing capabilities and highly predictable lifecycle costs |
Chemical Applications in Vehicles
In high-corrosion environments, traditional plywood or metal substrates delaminate and rot. Our HDPE sandwich panels absorb less than 0.01% moisture, eliminating structural swelling entirely.
RV and Marine Fluid Exposure
Specialized vehicle manufacturers constantly battle material degradation from road salts, diesel fuel spills, and aggressive marine growth cleaners. We routinely see standard substrates fail when trapped moisture causes core rot and eventual structural failure. By utilizing an HDPE honeycomb core with a density of 0.941-0.965 g/cm³, the panel inherently blocks fluid intrusion.
Our testing confirms that hdpe panel acid and solvent resistance meets the most demanding marine and RV requirements without degrading:
- Acids: Withstands 100% concentrated Formic and Lactic acids at 20°C for 30 days with zero damage.
- Solvents: Shows little to no damage from Isopropyl Alcohol exposure between 20°C and 50°C over 30-day test intervals.
- Salts and Alkalis: Demonstrates structural superiority over untreated metals during continuous saltwater exposure.
When assessing rv wall panel chemical durability, you must account for continuous exposure to diesel fuel spills on vehicle flooring. HDPE’s non-porous structure prevents the chemical degradation that typically compromises traditional adhesive bonds, ensuring the panel maintains its 1.4–2.4 MPa compressive strength throughout its lifecycle.
Industrial Washdown Environments
Industrial facility planners require lightweight chemically resistant sandwich panels that survive repeated assaults from industrial detergents and high-pressure washdowns. The physical impact of high-pressure washing combined with harsh chemicals easily breaks down inferior composite materials. HDPE sandwich panels operate effectively across a temperature range of -50°C to +120°C, maintaining structural integrity during the extreme thermal cycling of steam cleaning.
However, engineers must design joints to accommodate HDPE’s thermal expansion coefficient of 100-130 × 10⁻⁶/°C. If you ignore this coefficient during the design phase, rapid temperature shifts during a high-pressure washdown can cause severe joint stress. We recommend specifying flexible jointing methods to allow for this expansion, directly preventing environmental stress cracking at the panel seams.

Testing Standards and Certifications
ISO 9001 compliance is the mechanism that guarantees your HDPE sandwich panels meet exact chemical resistance and density specifications without deviation.
Documented Test Reports and ISO 9001 Traceability
For specialized vehicle manufacturers and industrial facility planners, material failure in the field is a catastrophic financial event. This is why we tie our HDPE honeycomb core specifications directly to ISO 9001 documented test reports. When we state our panels withstand continuous exposure to 100% concentrated Formic and Lactic acids at 20°C with no damage over 30 days, we back it up with full traceability. You do not have to guess if the material density falls within the 0.941-0.965 g/cm³ range or if the tensile yield strength sits at 26-33 MPa. That data is recorded and attached to the exact material batch shipped to your production floor.
Eliminating Batch-to-Batch Inconsistency
In composite manufacturing, slight variances in production can lead to structural vulnerabilities. Our quality protocols mandate strict checks on core density and adhesive integrity to prevent core delamination. Every production run undergoes rigorous verification to ensure the HDPE core maintains its structural superiority over untreated metal substrates. We validate these metrics to guarantee consistency across large bulk orders for international distribution.
- Material Composition: Verification of high-density polyethylene core density between 70–200 kg/m³.
- Thermal Stability: Confirmation that panels endure thermal cycling from -50°C to +120°C without structural degradation.
- Chemical Validation: Documented test data confirming resistance to salt solutions, alkalis, and Isopropyl Alcohol at variable temperatures up to 50°C.
Procurement engineers require definitive pass/fail indicators based on strict test methods. By standardizing our data reporting under ISO frameworks, we provide the exact documentation needed to validate your designs and eliminate the risk of warranty claims due to environmental stress cracking.
Conclusion
If your vehicle floors or industrial enclosures face harsh chemical washdowns, spec the HDPE sandwich panel immediately. Plywood rots and metals corrode, guaranteeing expensive warranty claims within two years. Our HDPE core absorbs less than 0.01% moisture and shrugs off 100% concentrated acids without delaminating, completely eliminating that structural failure risk.
Before you finalize your next bill of materials, request our ASTM chemical resistance test reports for isopropyl alcohol and diesel exposure. Compare those 30-day pass metrics against whatever substrate you currently use. If the data aligns with your environmental stress requirements, order a custom-cut sample block and run your own physical washdown test on the joints.
Frequently Asked Questions
Does HDPE have good chemical resistance?
Yes. High-Density Polyethylene (HDPE) exhibits outstanding chemical resistance to strong acids, bases, and many solvents, maintaining structural integrity even in highly corrosive industrial and marine environments.
What chemical dissolves HDPE?
HDPE is highly resistant but can be degraded or dissolved by strong oxidizing acids and certain hydrocarbons, such as xylene, methyl ethyl ketone (MEK), and concentrated sulfuric acid, particularly at elevated temperatures above 60°C.
Can HDPE be chemically bonded?
Due to its low surface energy, HDPE is highly resistant to chemical adhesives. It cannot be easily chemically bonded using standard epoxies; structural applications typically require hot-melt welding, mechanical fastening, or specialized polyurethane adhesives.
What plastic is best for chemical resistance?
While PTFE (Teflon) offers the broadest chemical resistance, HDPE provides a superior balance of chemical resistance, high impact strength, and lower cost, making it the preferred choice for structural industrial applications.
Does isopropyl alcohol dissolve HDPE?
No. Isopropyl alcohol causes little to no damage to HDPE at room temperature (20°C) or elevated temperatures (50°C) even after 30 days of constant exposure, making it safe for industrial cleaning processes.