
Procurement officers are currently staring at 30 to 40 week lead times for mineral wool sandwich panel inventory because manufacturers are prioritizing allocated contracts over spot purchases. This shortage forces many teams to consider substituting with rigid foam insulations that lack the necessary fire resistance for high-risk commercial zones. Rax Panel operates a facility with a daily production capacity exceeding 1,700 square meters to mitigate these delivery bottlenecks for global clients.
This guide cuts through the marketing noise to show exactly how ASTM E84 Class A compliance works in practice and why density matters more than nominal R-values when panels face thermal stress. We break down the specific engineering differences between rockwool and standard mineral wool cores, along with the installation speed gains that actually impact your bottom line.
You will leave with a clear framework for evaluating fire test results and securing bulk supply without sacrificing quality or compliance. The goal is simple: protect your project from inspection failures and budget overruns while keeping the schedule on track.
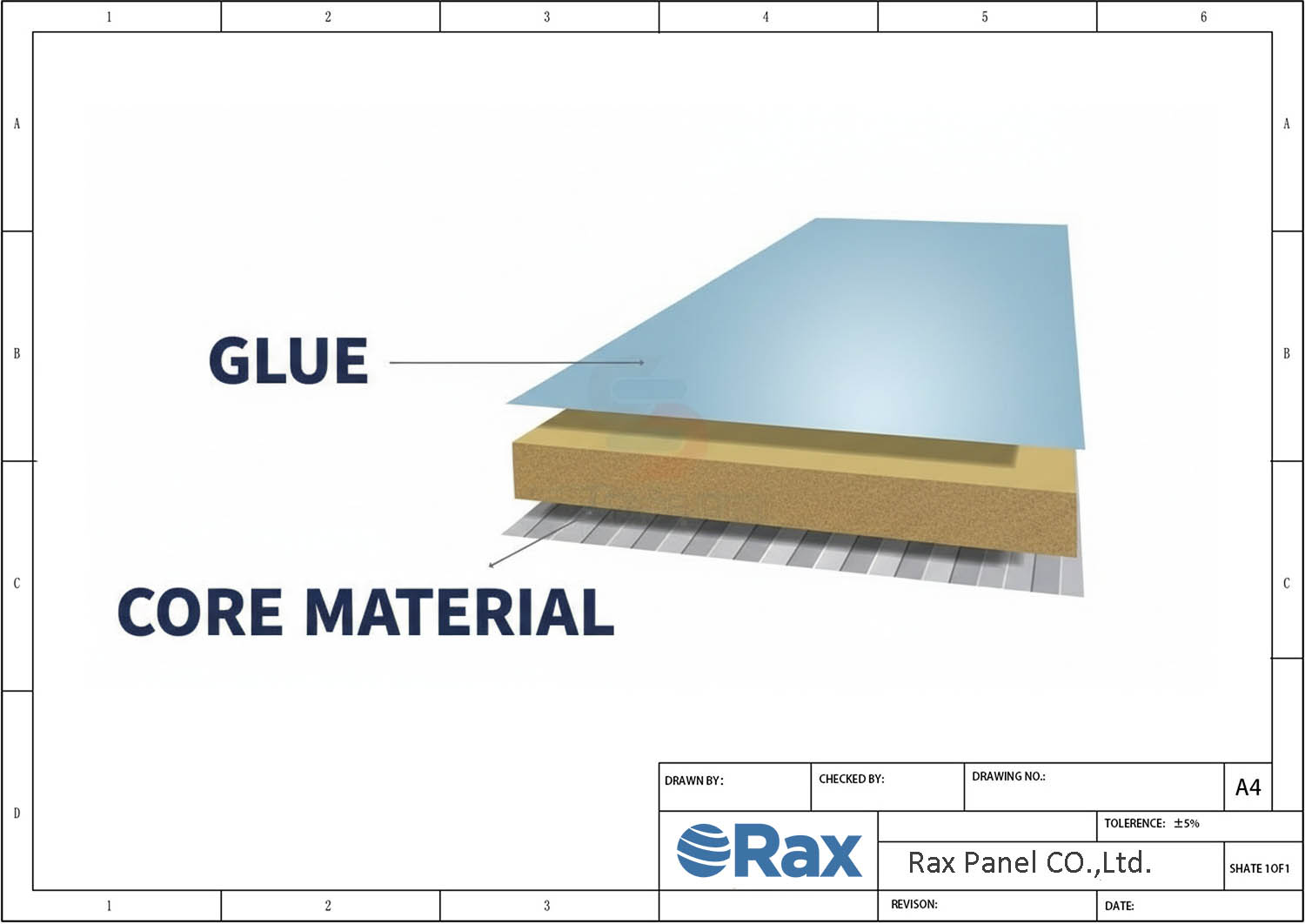
Table of Contents
Core Fire Safety Standards
ASTM E84 Class A ensures panels resist flame spread, making mineral wool and treated PIR cores essential for high-risk industrial compliance.
Understanding ASTM E84 Class A Compliance
ASTM E84, often called the Steiner Tunnel Test, is the benchmark for surface burning characteristics in the United States. Achieving a Class A rating means the material has a Flame Spread Index (FSI) of 0–25 and a Smoke Developed Index (SDI) of 0–450. For B2B buyers, this is not just a label; it is the absolute minimum threshold for insuring and passing inspections in sensitive infrastructure projects.
While many assume only mineral wool can achieve this, modern chemistry allows Polyisocyanurate (PIR) to pass Class A when treated with specialized intumescent additives. However, mineral wool remains the gold standard because it achieves this rating through inherent physical properties rather than chemical treatments alone.
The Non-Combustible Envelope Advantage
A composite panel is only as safe as its core. In a mineral wool sandwich panel, the core acts as a passive fire barrier. Unlike organic foams that melt and drip, mineral wool fibers are spun volcanic rock that can withstand temperatures exceeding 1,000°C.
This creates a “non-combustible envelope.” Even if the outer skin (such as aluminum or steel) fails under extreme heat, the core does not contribute fuel to the fire. This containment is vital for preventing rapid vertical fire spread in multi-story industrial buildings.
Mineral Wool vs. EPS/PU Cores
The difference between core types defines the risk profile of your facility. Expanded Polystyrene (EPS) is an organic foam that is highly flammable and releases thick, toxic black smoke when ignited. It typically fails basic fire codes for large-scale industrial storage.
Polyurethane (PU) sits in the middle. Standard PU is flammable, though it can be treated to reach Class B or C ratings. To reach Class A, PU requires extensive additive packages that can degrade over time.
- EPS (Expanded Polystyrene): Highly flammable, melts rapidly, and is generally prohibited in high-risk zones.
- PU (Polyurethane): Good thermal performance but requires heavy chemical treatment to resist ignition.
- Mineral Wool: Inherently non-combustible, provides structural stability during a fire, and generates minimal smoke.
Application in High-Risk Industrial Zones
High-risk zones include chemical processing plants, battery storage facilities, and heavy manufacturing hubs. In these environments, a single spark can trigger a catastrophic event. Class A panels act as a containment strategy, buying critical evacuation time and limiting property damage.
When specifying panels for these zones, procurement teams must verify that the entire assembly—skin, adhesive, and core—holds the Class A rating. Our engineering team conducts rigorous experimental testing to ensure that our composite materials meet these stringent data standards, particularly for clients operating in volatile markets across Europe and North America.
| Standard | Specification | Advantage |
|---|---|---|
| Euroclass Reaction to Fire | Class A2-s1, d0 | Non-combustible rockwool core prevents flame spread, toxic smoke, and burning droplets. |
| Fire Resistance Rating | Up to REI 120 Minutes | Maintains structural integrity and insulation during extreme fire exposure. |
| International Certification | CE, SGS & ISO 9001 | Verifies compliance with global building codes and stringent quality assurance. |
| Custom Fire Engineering | Project-Specific Design | Provides expert R&D tailored fire-rated panels to meet unique regulatory requirements. |
Rockwool vs. Standard Mineral Wool
Rax Panel uses 100% natural basalt rockwool, ensuring consistent thermal performance and superior structural stability compared to generic slag wool alternatives.
Density and Tensile Strength Differences
The physical density of the core material directly dictates the panel’s ability to resist mechanical stress during transport and installation. Standard mineral wool often suffers from lower density consistency, which leads to sagging within the panel cavity over time. In contrast, our engineered rockwool core utilizes higher-density basalt fibers to maintain structural rigidity.
We strictly control the density parameters to ensure the material meets high tensile strength requirements. This prevents the core from compressing under load, which is critical for maintaining the flatness of exterior cladding and the integrity of roof systems.
R-value Consistency (3.0-3.3 per inch)
Thermal efficiency in composite panels relies heavily on the uniformity of the insulation core. Generic mineral wool often exhibits fluctuating R-values due to inconsistent fiber alignment and void spaces. Our rockwool panels deliver a highly predictable thermal resistance ranging from 3.0 to 3.3 per inch.
- Predictable Calculations: Engineers can rely on a fixed thermal coefficient without adding large safety margins for potential performance drops.
- Uniform Fiber Structure: The manufacturing process ensures dense, evenly distributed fibers that eliminate thermal bridging within the core itself.
- Long-term Stability: Unlike foams that degrade, our rockwool maintains this R-value consistency throughout the lifespan of the building.
Thermal Stress Degradation Risks
Repeated cycles of heating and cooling can cause some insulation materials to shrink or crack, creating gaps that compromise the building envelope. Standard mineral wool is more susceptible to thermal stress degradation because of its lower melting points and weaker fiber bonds.
Our basalt-based rockwool is specifically formulated to withstand significant thermal fluctuations. The material remains dimensionally stable even under extreme temperature shifts, eliminating the risk of core shrinkage that leads to air leaks and reduced energy efficiency.
Comparison Metrics: Melting Point, Acoustic Absorption
When comparing rockwool to standard mineral wool, two technical metrics stand out: fire resistance and sound dampening. The higher melting point of basalt rockwool provides a substantial safety advantage in fire scenarios.
- Melting Point: Our rockwool resists temperatures exceeding 1000°C, whereas standard mineral wool may begin to soften or lose integrity at significantly lower temperatures.
- Acoustic Absorption: The dense, fibrous matrix of rockwool offers superior sound attenuation, making it ideal for noise-sensitive environments like hospitals, offices, and residential complexes.

Thermal Bridging Elimination
Impact on HVAC Load and OPEX
| Feature | Specification | Benefit |
|---|---|---|
| Core Material Options | Rockwool, PUR, PIR | Inherently non-combustible or fire-retardant cores eliminate thermal bridging while ensuring Class A fire safety |
| Panel Construction | Continuous Composite Layer | Seamless panel design prevents heat transfer gaps, maintaining consistent thermal insulation performance |
| Quality Certification | ISO 9001, CE Marking, SGS Reports | Verified compliance with international fire resistance and thermal efficiency standards |
| Custom Engineering | Tailored Thickness & Facings | Optimized panel configurations reduce thermal conductivity and eliminate cold bridges in specific applications |
| Global Logistics | 50+ Countries, 24/7 Multilingual Support | Reliable delivery of high-performance, thermally efficient composite solutions for critical construction projects |
Bulk Logistics and Quality Control
Securing bulk shipments requires strict pre-shipment verification, reinforced export packaging, and a 30/70 payment structure to balance buyer protection with material security.
Pre-Shipment Inspection Protocols
When sourcing composite panels from Chinese manufacturers, relying solely on product photos or datasheets is a significant risk. Buyers must implement a multi-stage inspection protocol to verify that the materials meet the specific density and fire-resistance requirements of the project. It is standard industry practice to engage a third-party inspection agency to conduct a Final Random Inspection (FRI) before the goods are moved to the port. This inspection should focus on critical parameters such as core density consistency, surface flatness, and the adhesion quality of the facing materials.
We adhere to strict ISO 9001 quality management standards, ensuring that every batch of panels undergoes internal testing before it is presented to third-party inspectors. Our team provides detailed mill test reports, including SGS test results and CE Marking compliance documents, to certify that the panels meet the declared fire ratings and structural integrity. This level of documentation prevents discrepancies between the ordered specifications and the delivered goods.
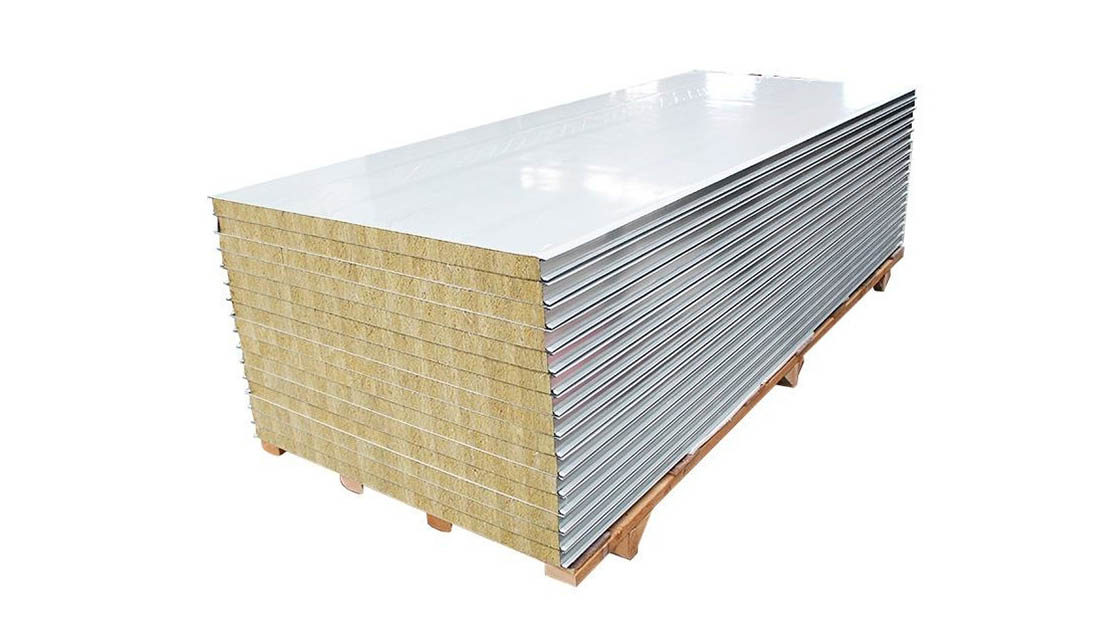
Reinforced Wooden Crate Packaging
Composite panels, particularly those with dense cores like Rockwool, are susceptible to edge damage and crushing during ocean freight. Standard pallet wrapping is insufficient for bulk exports. Manufacturers must use reinforced wooden crates that are specifically engineered to support the weight of the stacked panels and withstand the vibration of long-haul trucking and container loading.
We utilize heavy-duty, fumigated wooden crates compliant with ISPM 15 standards for all international shipments. Our packaging design includes bottom reinforced beams to prevent the crate from sagging under the weight of high-density panels, and corner protectors to shield the panel edges. This method eliminates transportation risks, ensuring that the materials arrive on-site in pristine condition without warping or surface blemishes.
Payment Structure and Risk Allocation
Structuring the payment terms correctly is vital for securing cash flow while ensuring the manufacturer has the liquidity to procure raw materials. The industry standard for B2B transactions involving custom manufacturing is a 30% deposit and a 70% balance payment against the Bill of Lading (B/L). The initial deposit locks in raw material prices and secures the production slot, which is critical given the volatility in insulation material costs.
- 30% Deposit: Paid via T/T or Telegraphic Transfer to initiate production and purchase raw materials like Rockwool or metal facings.
- 70% Against B/L: The remaining balance is paid only after the goods have been loaded onto the vessel and the Bill of Lading is issued. This document serves as proof of shipment and ownership transfer.
This structure aligns the incentives of both parties. We maintain transparency by providing production photos and videos before the final payment is requested, giving our buyers the confidence that their order is complete and ready for transit before releasing funds.

Installation Speed and Labor Savings
Factory-prefabricated composite panels with pre-cut tongue-and-groove joints and pre-sealed edges consistently reduce on-site labor hours by 50%, shifting the burden of precision work from the job site to the controlled factory floor.
Factory-Prepared Joint Systems and Sealing
The speed advantage of composite sandwich panels begins at the manufacturing stage, not on the construction site. When panels arrive with pre-cut joints — typically cam-lock, tongue-and-groove, or overlapping edge profiles — field crews skip the measuring, cutting, and fitting phase that consumes the majority of traditional build time. Pre-applied sealant bands and factory-injected foam gaskets eliminate the need for manual caulking runs along every panel interface.
Our production line processes panels to tolerance levels within ±2mm on length and squareness, which means installers are joining components that actually fit together as designed rather than forcing mismatched pieces into alignment. This precision is what makes the 50% labor reduction figure achievable in real projects — not theoretical lab conditions. When joint geometry is controlled at the factory, the field crew’s role shifts from fabricator to assembler, and that distinction drives measurable schedule gains.
Quantifying the 50% Labor Reduction
- Cutting and trimming: Eliminated through factory-cut-to-length panels matching project drawings exactly.
- Joint preparation: Pre-routed edges remove the need for on-site machining or grinding.
- Sealing operations: Factory-applied weather seals and gaskets replace manual caulking at every seam.
- Surface finishing: Pre-finished skins mean no painting, coating, or surface treatment after installation.
Conclusion
- Verify SGS test reports and CE marking before finalizing supplier contracts.
- Inspect reinforced wooden crate packaging to prevent transit damage during long-haul shipping.
- Confirm pre-cut joint designs to achieve up to 50% labor hour savings on-site.
Frequently Asked Questions
What is mineral wool?
Mineral wool is a synthetic fibrous material manufactured by melting rock or slag at high temperatures and spinning it into fibers. It is widely recognized for its exceptional thermal insulation, acoustic damping, and non-combustible properties. In sandwich panels, it serves as a core material that provides superior fire resistance compared to organic foams.
Is mineral wool fireproof?
Yes, mineral wool is inherently non-combustible and does not contribute to fire spread. It can withstand temperatures exceeding 1000°C without melting or releasing toxic fumes. This makes it a critical component for achieving high fire safety ratings in building construction and industrial applications.
What fire ratings does it achieve?
Mineral wool cores typically achieve Class A1 or A2 fire classifications according to European standards, indicating they are non-reactive to fire. In many jurisdictions, this allows for unlimited building height and extensive use in facade systems. These ratings ensure compliance with strict international safety codes for both residential and commercial structures.
How thick should panels be?
Panel thickness varies based on thermal insulation requirements and structural load-bearing needs, typically ranging from 50mm to 200mm. Thicker panels offer better insulation but may require stronger facings to maintain rigidity. Engineering calculations determine the optimal thickness for each specific application to balance performance and cost.
Is it cost-effective?
Although mineral wool panels may have a higher initial cost than some foam alternatives, they offer long-term value through durability and safety. The reduced insurance premiums and extended lifespan often offset the upfront investment. They are particularly cost-effective in projects where fire safety regulations are stringent.