
A boat manufacturer in Florida shipped 40 hulls before the warranty claims started rolling in. The panels passed fire tests. The spec sheet looked clean. But saltwater does not care about lab conditions. Osmotic blistering ate through the gel coat within 18 months, and the delamination claims cost that company $2.3 million. When you specify marine frp panels for salt environments, resin chemistry alone determines whether your customer sees 5 years of service or 15. Polyester saves 12% on material cost up front. It also guarantees warranty callbacks on any vessel that spends more than a weekend in coastal water.
We pulled 8 years of our ASTM E-84 test data and ran vinyl ester panels against polyester under accelerated salt spray. This article breaks down the numbers that matter. Resin absorption rates below 0.5%. Flame spread index thresholds. PET foam cores at 100 kg/m³ versus plywood and its 600% weight penalty. You will see which combinations survive constant salt immersion, which ones delaminate, and why vacuum infusion eliminates the glued skin-to-core joints that fail first in vehicle applications.
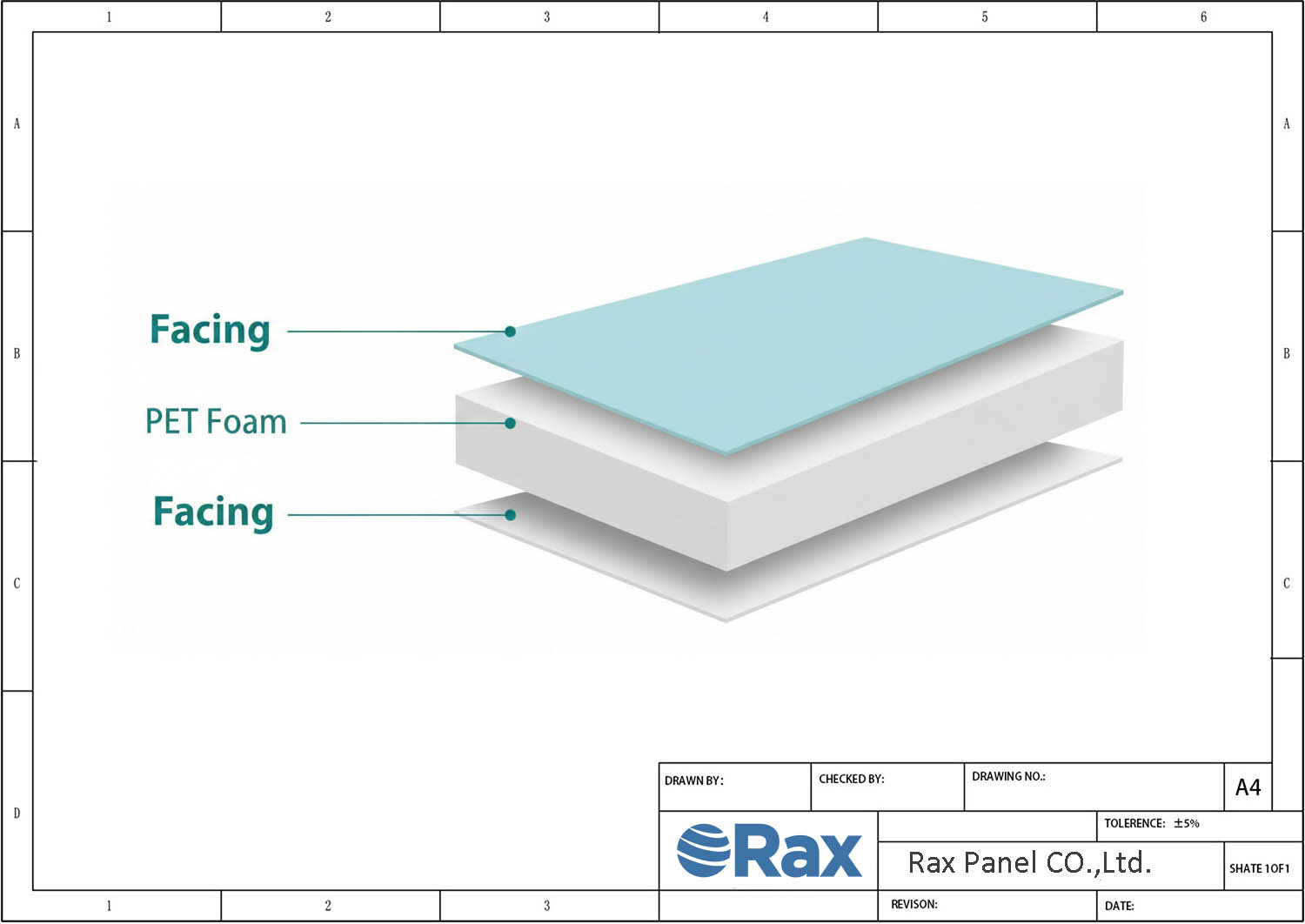
Table of Contents
Marine FRP Core Materials
Core selection dictates roughly 70% of a sandwich panel’s weight and stiffness profile. For marine vehicle OEMs, the density gap between PET foam (~100 kg/m³) and marine plywood (~600 kg/m³) is the single largest lever for hitting payload targets.
PET Foam vs. Honeycomb Cores
Both PET structural foam and PP honeycomb serve as proven core materials in marine FRP panel construction, but they behave differently under real-world conditions. The choice between them comes down to what your build actually demands: isotropic consistency or directional strength at minimum weight.
PET foam at ~100 kg/m³ provides uniform mechanical properties in every direction. It absorbs resin predictably during vacuum infusion, bonds reliably to vinyl ester face sheets, and distributes point loads across a wide area. For hulls, bulkheads, and deck structures subjected to unpredictable impact angles, that isotropic behavior matters more than shaving the last kilogram off the bill of materials.
PP honeycomb offers a lower net density and higher specific stiffness along the cell axis. The trade-off is anisotropy: out-of-plane shear strength drops off significantly when loads hit at oblique angles. It also requires careful processing during infusion to avoid resin pooling in the cell nodes, which adds dead weight and creates localized rigid spots.
- PET Foam (~100 kg/m³): Isotropic load distribution, excellent resin wet-out, consistent bonding with vinyl ester systems.
- PP Honeycomb: Higher axial stiffness-to-weight, lower overall density, but requires tighter process control during infusion.
- Common ground: Both cores compatible with vacuum infusion, both eliminate the osmotic blistering and rot risks inherent to wood-based cores.
Our recommendation for saltwater-exposed vehicle builds leans toward PET foam. The consistency of the bond line and the margin for error during lamination make it the more reliable choice when warranty claims and field failure are on the line.
Plywood Core Structural Limits: The 600% Weight Penalty
Marine-grade plywood has been used as a core material for decades, and it still appears in spec sheets from suppliers targeting the low-cost segment. The problem is not that plywood fails immediately—it is that it fails predictably, slowly, and expensively over time in marine environments.
At approximately 600 kg/m³, marine plywood carries a 600% density penalty compared to PET foam at ~100 kg/m³. On a standard 25mm core panel, that difference translates to roughly 12.5 kg/m² of dead weight added to every surface. For a 12-meter hull or a full truck body kit, the cumulative mass pushes the vehicle well past optimal payload distribution and directly increases fuel consumption over the service life of the unit.
Weight is only the beginning of the liability. Plywood absorbs moisture through end-grain exposure at cutouts, fastener holes, and any point where the gel coat or FRP skin is compromised. Once moisture enters the wood cells, freeze-thaw cycling and salt crystallization drive internal expansion. The skin-to-core bond delaminates from the inside out, and by the time visible blistering appears on the surface, the panel is already a structural write-off.
- Density: Marine plywood ~600 kg/m³ vs. PET foam ~100 kg/m³—a 6:1 ratio.
- Moisture ingress: Wood fibers act as capillary channels; once breached, rot and delamination are irreversible.
- Bond method: Plywood cores are typically glued to skins using contact adhesives or wet layup—methods that leave voids and weak points under sustained vibration.
Vacuum-infused PET foam panels eliminate both the mass penalty and the moisture pathway. The foam is a closed-cell structure that does not wick water, and the infusion process creates a mechanical interlock at the skin-to-core interface that withstands vibration cycling far better than any adhesive bond. For vehicle OEMs tracking weight-to-strength ratios and corrosion warranty lifecycles, switching from plywood to PET foam core panels typically saves over 80% of core weight while extending the panel’s functional service life by a factor of three to five.
| Feature | Detail |
|---|---|
| Data Error | Failed to load parameters |
Saltwater & UV Resistance Standards
Saltwater exposure demands Vinyl Ester resin and a 20-30 mil UV-stabilized gel coat. Anything less invites osmotic blistering and warranty claims within 18 months.
Vinyl Ester Resin: Hydrolysis Resistance That Polyester Cannot Match
Marine FRP panels face two relentless threats: water intrusion and UV degradation. The resin matrix is your first and most critical line of defense against both. Many suppliers quote lower prices using Isothalic or Orthophthalic Polyester resins, but for any vehicle operating in a saltwater-adjacent environment, that cost saving is an illusion. Polyester absorbs moisture at roughly 1-2% by weight, which initiates osmotic blistering beneath the gel coat. Once blistering starts, delamination follows, and the warranty claims begin.
RaxPanel specifies Vinyl Ester resin as standard for all marine-grade saltwater resistant composite panels. Vinyl Ester achieves a moisture absorption rate below 0.5%, a measurable improvement that directly extends the corrosion warranty lifecycle of the finished vehicle. The chemistry is straightforward: the ester groups in Vinyl Ester are fewer and more chemically resistant to hydrolysis than those in Polyester. This means the structural bond between fiber and resin remains intact even after years of salt spray and humidity cycling.
- Vinyl Ester absorption rate: Less than 0.5% by weight
- Polyester absorption rate: 1-2% by weight (insufficient for constant salt immersion)
- Result of lower absorption: Prevents osmotic blistering at the gel coat interface
- Process requirement: Vacuum infusion, not glued skin-to-core assembly, to maintain resin consistency and vibration resistance
For vehicle OEMs evaluating lightweight FRP honeycomb core specs, the resin choice determines whether your panels survive a five-year salt exposure cycle or fail in the field. Competitors who glue skins to cores using Polyester resin create a dual failure point: weak interfacial bonding and rapid moisture uptake. Our vacuum infusion process with Vinyl Ester eliminates both risks simultaneously.
Gel Coat vs. Paint Finishes: Why 20-30 Mil UV Protection Is Non-Negotiable
The exterior surface finish is not cosmetic. It is the primary barrier between the marine environment and the structural laminate beneath. Paint finishes on FRP panels typically measure 2-4 mils thick and offer negligible resistance to UV degradation. Within two to three years of sun exposure, paint chalks, fades, and cracks, exposing the resin matrix to UV-initiated polymer breakdown. At that point, you are no longer protecting the panel.
RaxPanel applies a 20-30 mil UV-stabilized gel coat during the layup process. This is not a post-production coating; it chemically bonds to the laminate during vacuum infusion, creating a monolithic structure with no adhesive interface to fail. The gel coat contains UV absorbers and Hindered Amine Light Stabilizers (HALS) that actively neutralize UV radiation before it reaches the resin layer. At 20-30 mils, the coating maintains its protective function for a decade or more in equatorial UV conditions.
- Gel coat thickness (RaxPanel marine spec): 20-30 mils, UV-stabilized, applied during layup
- Typical paint thickness on competitive FRP: 2-4 mils, no UV inhibitor package
- Bond mechanism: Co-cured chemical bond, not mechanically adhered
- Functional result: Surface integrity maintained through extended UV and salt spray exposure without repainting
For specialized vehicle manufacturers, this distinction has direct financial impact. A painted FRP panel requires refinishing at regular intervals, adding labor and material cost over the vehicle lifecycle. A properly gel-coated panel with a 20-30 mil UV-resistant layer eliminates that recurring expense entirely. When your customers operate RVs, marine vessels, or truck bodies in coastal and equatorial regions, specifying gel coat over paint is the difference between a panel that performs and a panel that generates service calls.

Fire Ratings: Class A vs Class C
Class A fire rating (Flame Spread Index 0-25) is non-negotiable for enclosed vehicle cabins and marine compartments. Class C (76-200) is a liability risk in any occupied space.
Flame Spread Index: The Numbers That Actually Matter
The ASTM E-84 tunnel test measures how fast and how far flame travels across a panel surface. The resulting Flame Spread Index (FSI) determines the fire rating class. For vehicle OEMs specifying marine frp panels, this single metric dictates whether your final product passes DOT maritime inspection or gets flagged during compliance audits.
Class A panels carry an FSI of 0 to 25. In practical terms, flame propagation is severely restricted. When a fire event occurs in a truck body or RV cabin lined with Class A material, the panel surface resists contributing fuel to the fire. Occupants have evacuation time. Insurance underwriters approve the build.
Class C panels carry an FSI of 76 to 200. That is not a minor gap—it represents a 3x to 8x increase in flame travel distance. In a marine engine compartment or a refrigerated truck body, a Class C panel becomes a contributing fuel source. We have seen competitors quote polyester-based panels at Class C and still market them for “marine use.” That is a warranty claim waiting to happen, and worse, a safety failure.
Why RaxPanel Engineers to Class A as Standard
Our FRP GRP Sandwich Panels using Vinyl Ester resin consistently test below an FSI of 25 under ASTM E-84. This is not achieved through surface coatings or fire retardant additives that degrade over time. The resin chemistry itself—Vinyl Ester rather than standard Polyester—provides inherent fire resistance alongside its primary benefit of saltwater corrosion protection.
- Class A (FSI 0-25): Required for enclosed occupied spaces, marine interiors, and commercial vehicle cabins. Our Vinyl Ester FRP panels test here consistently.
- Class B (FSI 26-75): Acceptable for some industrial applications but insufficient for passenger-carrying vehicles.
- Class C (FSI 76-200): Common in cheap polyester panels. Unsuitable for any saltwater-adjacent or enclosed vehicle application.
When evaluating sandwich panel quality testing for fire rating, always request the full ASTM E-84 or BS 476 Part 7 test report—not just a manufacturer’s claim. The raw FSI number tells you exactly where the panel sits. If a supplier cannot produce the certificate, assume Class C and price your risk accordingly.

Manufacturing: Bonding & Consistency
Glued skin-to-core assemblies are the primary delamination failure point in vehicle panels. Vacuum infusion eliminates the adhesive layer entirely by drawing resin through the laminate stack under controlled vacuum pressure, creating a continuous molecular bond.
Why Glued Skin-to-Core Panels Fail in Service
Most delamination warranty claims we investigate trace back to a single root cause: the adhesive boundary layer between the skin and the core material. When you glue two dissimilar materials together, you introduce a third material with its own thermal expansion coefficient, its own chemical resistance profile, and its own mechanical fatigue characteristics. That adhesive layer is almost always the weakest link in the stack.
In specialized vehicle applications, panels face constant cyclic vibration, thermal cycling from -20°C to +70°C, and in marine environments, moisture ingress at the bond line. Over time, the adhesive undergoes creep under shear stress. Micro-gaps form. Saltwater penetrates. The bond deteriorates progressively until the skin separates from the core. This is not a theoretical risk. It is a documented failure mode that drives warranty costs and damages OEM reputation.
Vacuum Infusion: A Structural Bond, Not a Glued Joint
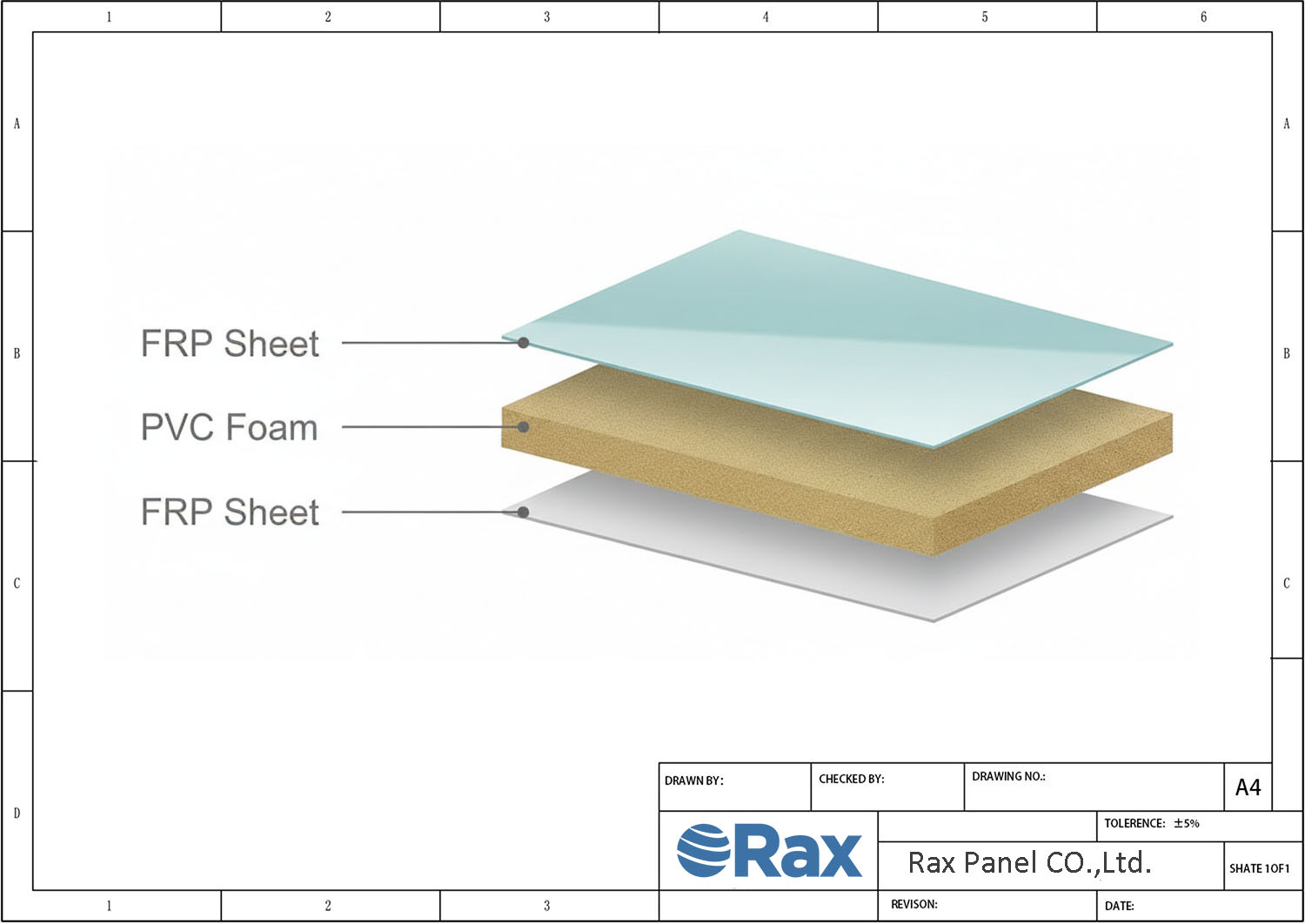
Our vacuum infusion process at RaxPanel fundamentally changes the bond mechanism. Instead of applying adhesive to a pre-fabricated skin and pressing it onto the core, we lay dry reinforcement fabric directly against the core material, then draw Vinyl Ester resin through the entire stack under vacuum. The resin saturates the fiber reinforcement and simultaneously penetrates the surface cells of the core, whether that core is PET Foam at ~100 kg/m³ density or PP Honeycomb.
The result is a mechanical interlock at the microscopic level. There is no separate adhesive layer to fail because the resin that forms the skin matrix is the same resin that anchors into the core surface. When cured, the skin and core interface becomes a gradient transition zone rather than a discrete boundary. This is why vacuum-infused panels withstand sustained vibration loading far better than glued assemblies.
Critical Process Parameters That Ensure Consistency
Vacuum infusion is only superior when process controls are rigorous. Inconsistent vacuum pressure, resin temperature deviations, or improper flow channel design create dry spots, resin-rich zones, or uneven cure. These defects are invisible externally but become failure initiation sites under load. Our manufacturing process controls the following parameters within tight tolerances for every panel batch:
- Vacuum Level: Maintained below 5 mbar absolute throughout infusion to eliminate voids and ensure complete wet-out of all reinforcement layers.
- Resin Temperature: Controlled within ±2°C during infusion to maintain target viscosity and prevent premature gelation.
- Vinyl Ester Resin Content: Monitored by weight verification against laminate schedule to confirm consistent fiber-to-resin ratio panel over panel.
- Cure Cycle: Post-cure temperatures and durations logged digitally per batch to guarantee full cross-linking and mechanical property development.
Batch-to-batch consistency is non-negotiable for vehicle OEMs. A specialized vehicle manufacturer producing 200 truck bodies per quarter needs every panel to perform identically. Our process documentation and quality checkpoints ensure that panel number one and panel number two hundred meet the same mechanical and dimensional specifications.
Delamination Inspection and Validation
Every vacuum-infused panel undergoes delamination inspection before shipment. We use ultrasonic testing to detect any disbonds or voids at the skin-to-core interface. This testing method identifies defects that visual inspection cannot catch. Panels that do not pass this inspection are reprocessed or scrapped. For marine-grade FRP panels destined for saltwater exposure, we additionally verify resin type as Vinyl Ester rather than general-purpose Polyester, which absorbs moisture at 1-2% versus our target below 0.5% and is inadequate for constant salt immersion service.
The choice between vacuum infusion and glued skins is ultimately a choice between a panel designed for the service environment and a panel assembled for initial cost savings. For specialized vehicle manufacturers facing warranty exposure and brand reputation risk, that distinction determines total cost of ownership over the vehicle lifecycle.
Conclusion
Spec Vinyl Ester resin with PET foam cores for any vehicle facing saltwater exposure. Polyester saves 8-12% on material cost but blisters within 18 months of constant salt spray — you eat the warranty claim. Vacuum-infused panels at 100 kg/m³ core density cut 600% of the weight versus plywood while surviving the salt environments that destroy glued assemblies.
Request the ASTM E-84 test report and a 12″ x 12″ cut sample before committing to a production run. Cross-section that sample and check the skin-to-core bond yourself. A glued joint shows visible separation under stress; vacuum infusion shows a continuous mechanical lock with zero voids.
Frequently Asked Questions
What’s the difference between class A and class C FRP?
Class A offers a flame spread index of 0–25 for high-safety areas, while Class C allows 76–200 for lower-risk zones.
What is the CSI code for FRP paneling?
06 83 16 – Fiberglass Reinforced Paneling.
What is the difference between FRP and GRP?
They are identical materials; FRP is the common term in North America, while GRP is standard in Europe and Asia.
What is FRP grade?
It refers to performance specs including fire retardancy, electrical non-conductivity, and UV protection levels.
What is a class C FRP panel?
A panel with moderate fire resistance (Flame Spread 76-200), often used for exterior cladding where strict codes do not apply.