
Procurement officers routinely reject FRP honeycomb panel specs when they rely solely on datasheet claims rather than verified connection tests. A single delamination event in a transport fleet or a commercial facade can derail a project timeline and trigger costly replacements. Bond integrity determines whether the sandwich structure performs as an I-beam or collapses under shear stress.
Bond integrity determines whether the sandwich structure performs as an I-beam or collapses under shear stress. Rax Panel validates these critical interfaces through standardized testing protocols to ensure skin-to-core adhesion meets structural rigidity and connection strength requirements. We examine the exact methodologies—climbing drum peel tests, compression strength verification, and shear resistance metrics—that engineers must require to ensure compliance with safety parameters.
This analysis clarifies how to interpret ASTM D1781 peel force data and ASTM C365 compression results to predict long-term durability. You will learn to distinguish between mere material strength and actual system resilience, ensuring your next build avoids the silent failures that plague standard composite installations.

Table of Contents
Connection Testing Methodology
Surface adhesion is the critical weak point in any sandwich structure. Without precise climbing drum peel testing to verify cohesive strength, even high-strength facings will eventually delaminate under cyclic loads.
The Mechanics of ASTM D1781
The Climbing Drum Peel test is not just a measure of stickiness; it is the industry standard for evaluating the toughness of the bond between a flexible facing and a rigid core. Unlike flat peel tests that can be distorted by the stiffness of FRP facings, the climbing drum apparatus maintains a constant radius, effectively isolating the energy required to propagate a crack along the bond line. For manufacturers and specifiers, this test is essential because it reveals how the panel behaves when subjected to peeling forces, such as those caused by impact damage or thermal expansion differentials between the skin and the core.
Decoding Peel Force for Lifecycle Prediction
Interpreting the data from a peel test requires looking beyond the average load. You must analyze the stability of the peel force curve over the length of the test. A consistent, steady force indicates a uniform bond with no voids or weak spots, which is a strong predictor of long-term durability in dynamic environments like truck bodies or marine vessels. Conversely, if the graph shows significant fluctuations or drops in force, it suggests areas of poor adhesion that will act as initiation sites for delamination once the panel is in service and subjected to vibration or stress.
Assessing Cohesive Strength in FRP-Honeycomb Bonds
Honeycomb cores present a unique bonding challenge because the adhesive contact area is limited to the cell nodes rather than a solid surface. Therefore, assessing cohesive strength is not just about the glue, but about the core’s ability to resist being pulled apart. In our engineering lab, we look for a specific failure mode: we prefer to see the core tear slightly or the adhesive leave a residue on both surfaces, indicating that the bond itself is stronger than the materials it joins. This level of cohesion is crucial for lightweight applications where the panel must maintain rigidity without adding excessive weight.
To ensure this structural integrity, our team strictly controls the viscosity and application thickness of the adhesive during lamination. By monitoring these variables, we guarantee that the adhesive fully wets the facing material and penetrates the honeycomb cells, creating a mechanical lock that significantly enhances the panel’s load-bearing capacity and fatigue resistance.
| Test Type | Methodology | Target Parameter | Application Benefit |
|---|---|---|---|
| Compression Strength | ASTM C365 | Vertical Load-Bearing Capacity | Prevents structural failure under significant downward pressure |
| Shear Resistance | ASTM C273 | Lateral Stress Tolerance | Ensures panel integrity against sideways forces and delamination |
| Bonding Integrity | Climbing Drum Peel (ASTM D1781) | Cohesive Face/Core Strength | Predicts long-term durability against dynamic mechanical stresses |
| Flexural Performance | 3-Point / 4-Point Bending | Stiffness and Deflection Limits | Validates lightweight solutions for RV, Truck, and Marine structures |
| Thermal Efficiency | Steady-State Heat Flow Measurement | U-Value and R-Value Compliance | Reduces building energy demands by up to 60% through superior insulation |
Structural Load Specifications
Meeting vertical load specifications requires prioritizing ASTM C365 compression testing to guarantee structural safety and prevent catastrophic panel collapse under downward pressure.
When specifying composite sandwich panels for heavy-duty transport, mobile housing, or structural cladding, the most common engineering bottleneck is verifying load-bearing capacity. Relying on generic tensile strength data is insufficient. You must focus specifically on compressive resilience, especially when panels are subjected to static stacking, roof snow loads, or dynamic downward forces during transit.
ASTM C365 Compression Testing for Vertical Load Capacity
ASTM C365 is the definitive standard for evaluating the compressive properties of sandwich core constructions. This test measures the maximum load a core can sustain perpendicular to its faces before crushing occurs. For B2B buyers sourcing from China, demanding ASTM C365 certification is non-negotiable for ensuring long-term structural integrity. It prevents the common pitfall of selecting a lightweight panel that fails under moderate static weight.
The test evaluates the core’s ability to resist buckling and crushing. In our production facility, we utilize advanced composite lines to ensure consistent density. This consistency is critical because variations in core density directly translate to unpredictable compression failure points under vertical load.
Mitigating Risks of Structural Failure Under Downward Pressure
Structural failure under downward pressure rarely happens instantly; it typically manifests as progressive core crushing or face-sheet delamination. To mitigate this risk, engineers must analyze the specific stress distribution of the intended application. Panels used in refrigerator truck bodies or RV flooring require higher localized compression resistance compared to wall cladding applications.
Delamination is another silent killer of structural performance. When the face sheets (whether fiberglass, aluminum, or steel) lose adhesion due to poor core compression, the panel loses its monolithic rigidity. Rigorous testing protocols ensure that the bond between the facing and the core remains intact even when the core itself is nearing its maximum compression limit.
Balancing Mass Reduction with Necessary Load-Bearing Requirements
The core mandate for modern composite materials is maximizing payload through weight reduction without sacrificing safety margins. This requires a calculated balance. Lowering the panel mass increases fuel efficiency or cargo capacity, but if the compression strength drops below the application’s threshold, the asset’s lifespan is severely compromised.
Our engineering team addresses this by customizing core densities and skin thicknesses. We don’t offer a one-size-fits-all solution. For instance, while a standard density might suffice for vertical wall cladding, it will fail under the floor loads of a heavy-duty freight truck. We adjust the material matrix to hit the exact load-bearing requirement, eliminating unnecessary weight while guaranteeing performance.

Joint Strength Data Analysis
Validating joint strength requires moving beyond standard shear tests to analyze the specific load-transfer mechanics at panel edges, connection nodes, and skin-core interfaces under dynamic stress.
In the world of advanced composite manufacturing—particularly for RV bodies, marine vessels, and aerospace applications—structural integrity is not determined solely by the panel’s center-point properties. It is defined by how the materials behave under shear, peeling, and tension at the joints where panels actually connect to frames or other structural members. For general contractors and procurement specialists, understanding the mechanics of these connection points is crucial for predicting long-term durability and preventing catastrophic failures.
When analyzing joint strength, B2B buyers must scrutinize three distinct areas of failure. First is the skin-to-core bond at the perimeter. If the adhesive fails here, moisture intrusion becomes inevitable, leading to core degradation. Second is the mechanical fastening zone, where bolts or rivets punch through the composite layers. Finally, there is the edge-loading scenario, where lateral forces exerted during transport or operation try to delaminate the facing sheets.
The Reality of Edge Loading and Peel Resistance
Standard ASTM testing, such as the climbing drum peel test, evaluates the baseline adhesive strength between the primary facing and the core. However, real-world joint failures often occur due to concentrated edge loads. When a truck wall panel is bolted to a chassis rail, the force does not distribute evenly across the entire surface. Instead, it creates a massive peeling torque at the fastener’s immediate vicinity.
Engineers must account for the modulus of elasticity of the facing material. Using a stiff, brittle facing like a standard Aluminum Composite Panel (ACP) at a high-stress joint without reinforcement often leads to micro-fractures. Conversely, flexible but durable facings like Glass Reinforced Plastic (GRP) or Continuous Fiber Reinforced Thermoplastics (CFRT) can absorb and disperse these localized stresses much more effectively.
Mechanical Fastening and Reinforcement Strategies
To achieve maximum joint strength, passive material properties are rarely enough. Successful B2B implementations almost always utilize strategic reinforcements at connection nodes. This involves embedding local high-density cores—such as extruded polystyrene (XPS), phenolic foam, or even aramid honeycombs—behind bolt holes or welding nuts.
By replacing a low-density core with a high-density insert at the exact point of mechanical attachment, the compressive strength at that node increases exponentially. This prevents the fastener from crushing the panel upon tightening, eliminating the primary cause of joint loosening over time. When specifying materials for vehicles or maritime structures, always mandate these localized reinforcement zones in your technical drawings.
Furthermore, the choice of facing dictates the type of fastener required. CFRT panels, for instance, allow for advanced thermal welding techniques at the joints, creating a seam that is as strong as the parent material itself. This eliminates the need for mechanical holes entirely in certain structural applications, drastically increasing the fatigue life of the assembly.
Thermal Expansion and Long-Term Joint Stability
Perhaps the most overlooked aspect of joint strength is differential thermal expansion. When you bond dissimilar materials together—such as a metal skin to a polymer honeycomb core—their reaction to temperature swings differs wildly. Over hundreds of thermal cycles in outdoor environments, this mismatch creates internal stress that slowly compromises the adhesive bond.
In highly stable composite designs, the coefficients of thermal expansion (CTE) of the core and the skin are either perfectly matched or engineered to counteract each other. Our engineering teams routinely conduct thermal shock testing to simulate decades of environmental stress in weeks. If a joint relies purely on surface adhesion without chemical compatibility or mechanical interlocking, it will inevitably fail. Prioritize panel systems that utilize specialized primers and compatible matrix resins to ensure the joint survives the thermal cycle of the intended application.
Ultimately, a composite panel is only as strong as its connections. By focusing on edge-loading resilience, implementing strategic mechanical reinforcements, and ensuring thermal compatibility, you secure a product that guarantees longevity and protects your bottom line in the long run.
| Test Parameter | Specification | Advantage |
|---|---|---|
| Density & Weight | 0.3–0.8 g/cm³ (PP Honeycomb Core) | Approx. 60% lighter than PVC foam; reduces overall vehicle and structural load. |
| Compressive Strength | ≥0.5 MPa (ASTM C365 Standard) | Hexagonal cell structure distributes load; absorbs and disperses impact energy. |
| Shear Performance | ≥0.3 MPa (ASTM C273 Standard) | High strength-to-weight ratio comparable to aluminum; prevents delamination under lateral stress. |
| Moisture Resistance | <0.1% Water Absorption Rate (ASTM D570) | No swelling, warping, or microbial growth; ideal for marine and humid environments. |
| Chemical Stability | Inert to Acids, Alkalis, and Solvents | Maintains structural integrity where metals corrode and other foams degrade. |

Shear Force Resistance Metrics
Shear force resistance dictates how effectively a composite panel transfers lateral loads between its facings and core. Without sufficient shear strength, even the lightest, strongest skins will fail due to delamination or core crushing under stress.
In composite panel engineering, a fundamental misunderstanding among procurement teams is equating compressive strength with shear resistance. Compressive strength tells you how much vertical weight a panel can bear before buckling, but shear resistance measures how well the panel resists sideways sliding forces.
If a panel has excellent compression but poor shear, it will suffer from interlaminar shear failure. Essentially, the outer skins will slide past the inner core, causing catastrophic delamination. This is particularly critical in applications like RV walls and refrigerated truck bodies, where wind load, road vibration, and torsional flexing exert massive lateral stress on the cladding.
The Core-Facing Interface: Where Shear Happens
Shear forces are transmitted through the bond line connecting the facing (like GRP, Aluminum, or CFRT) to the core (Honeycomb or Foam). Our engineers focus heavily on the adhesive penetration mechanics during the lamination process. We ensure the adhesive doesn’t just sit on the surface, but mechanically interlocks with the core geometry.
For our FRP Honeycomb Panels, the rigid honeycomb structure acts as a grid that stabilizes the facings, preventing them from wrinkle-buckling under shear. We utilize high-modulus resins and controlled heat-pressurization to guarantee a continuous skin-to-core adhesion that maximizes this shear transfer efficiency.
Foam Core vs. Honeycomb Shear Performance
When selecting a core for high-shear environments, the material density and cellular structure play defining roles. We generally categorize the shear performance profiles as follows:
📋 Actionable Steps
- Closed-cell foams such as XPS, PET, PVC, and PMI provide excellent, uniform shear resistance across their entire surface area. Because the matrix is solid, they resist shear deformation extremely well and prevent moisture ingress, making them the go-to for exterior truck bodies and marine hulls where both waterproofing and structural rigidity are required.
- Honeycomb cores made from PP, ARAMID, or fiberglass offer incredible shear strength-to-weight ratios. The triangular or hexagonal geometry of the core walls provides immense structural stability against lateral forces. However, if the cells are not properly sealed or if the adhesive bond fails at the cell edge, localized shear collapse can occur rapidly.
At Rax Panel, we address shear force metrics by matching the core density to the facing material. For instance, pairing a heavy steel facing with a low-density foam can result in a shear mismatch, where the core fails before the steel yields. Our 15 years of production experience allow us to engineer custom laminates—such as combining CFRT sheets with PET foam—that optimize this balance specifically for mobile and transportation applications.

Compliance and Safety Parameters
Procurement decisions for critical infrastructure hinge on verifiable engineering validation rather than marketing assertions. B2B buyers must prioritize data-driven proof to mitigate liability in regulated sectors, ensuring that every component meets rigorous safety standards before deployment.
The Reality of Structural Validation Standards
Navigating the complex landscape of aerospace and maritime testing standards is often the biggest bottleneck in composite procurement. Professionals frequently seek clarification on which specific ASTM methods apply to their unique panel configurations. Misapplication of these standards can lead to non-compliant products, causing severe delays in certification and potential safety liabilities in high-stakes aviation or transportation projects.
Determining the load-bearing capacity of honeycomb cores under vertical stress requires precise testing methodologies. Without accurate ASTM C393 flatwise compression testing, there is a significant risk of structural failure in aerospace applications where panels must withstand substantial downward pressure during flight or impact. This uncertainty forces engineers into over-engineering heavier components or accepting unsafe design margins.
Sideways forces affect honeycomb structures entirely differently than vertical loads. A common misconception is equating compressive strength with shear resistance; ASTM C273 is critical here to ensure panels handle lateral stresses via core shear strength. While this test verifies resistance to shearing, delamination risks—related to skin-to-core bond integrity—are managed through separate bond integrity tests such as ASTM D1781 or D3166, which are vital for maintaining structural integrity during turbulent flight conditions or heavy vehicle vibrations.
In our experience designing custom marine and transport solutions, validating test results against specific engineering constraints is non-negotiable. We conduct rigorous experimental testing to develop composite products that meet various data standards, ensuring our materials perform exceptionally well under stringent and demanding conditions. Our engineers verify that our customized core materials and skins align perfectly with these localized building code inspections.
Ensuring the face sheets remain securely bonded to the core is another major anxiety point. The climbing drum peel test (ASTM D1781) provides essential data on cohesive strength. Our laboratory protocols utilize these peel force data predictions to guarantee long-term durability against dynamic mechanical stresses encountered in real-world operational environments.
With over 15 years of production experience, Rax Panel maintains an advanced composite panel production line capable of producing over 1,700 square meters daily. This scale allows us to implement consistent, factory-direct quality control mechanisms. We continuously monitor market trends to design new products that are lighter, stronger, and compliant with the evolving regulatory frameworks of our clients across Europe, North America, and Asia.
Selecting the right composite solution requires balancing mass reduction with necessary load-bearing requirements. By relying on verified structural load specifications and joint strength data analysis, B2B buyers can confidently reduce building energy demands and vehicle weights without compromising on safety.
Raw Core Material Resilience
The structural integrity of any sandwich panel is predetermined the moment the raw core material is selected; no amount of high-quality facing can compensate for a substrate lacking intrinsic resilience.
For procurement managers and engineers, the primary anxiety in sourcing composite panels lies in the ‘black box’ of raw core quality. Once laminated, the core is invisible, yet its fundamental properties—density, cell geometry, and recovery rate—dictate the lifespan of the entire assembly. A common failure point in the industry is assuming that all cores labeled as ‘PP Honeycomb’ or ‘PVC Foam’ offer equivalent performance, ignoring the drastic variances in raw material formulation that occur before lamination even begins.
Density Consistency and Cell Structure
True material resilience is rooted in density uniformity. In our experience with industrial-grade applications, slight deviations in core density can lead to catastrophic stress concentrations under load. While generic specifications may provide a loose range, high-performance manufacturing requires adherence to tight tolerances. For instance, our PVC foam cores are controlled within a density range of 45–300 kg/m³, depending on the specific load requirements of the project. We ensure that the cell walls are uniform and free of voids before they enter the production line, as irregular cell structures significantly reduce shear modulus and compressive strength.
Environmental Resistance of Unbonded Substrates
Assessing raw core resilience also involves evaluating how the material behaves independently of its skins when exposed to environmental stressors. Lower-cost cores often absorb moisture during storage or transport, leading to expansion and delamination later in the lifecycle. This is where material selection becomes critical. Polypropylene (PP) honeycomb cores, for example, offer superior moisture resistance compared to paper-based alternatives, maintaining their geometry even in high-humidity environments. We prioritize raw materials that exhibit low water absorption and high thermal stability, ensuring that the core remains dimensionally stable from the factory floor to the final installation site.
Pre-Lamination Integrity Verification
Before any lamination process occurs, the resilience of the core must be verified to ensure it can withstand the pressures of manufacturing and usage. This involves checking for brittleness in foams or cell collapse in honeycombs. Our engineering team conducts experimental testing on raw core samples to verify performance against stringent project data standards. We focus on the material’s ability to recover from impact and maintain thickness, as a permanently compressed core will lose its structural contribution to the sandwich panel. By validating these properties upfront, we prevent the costly scenario of producing finished panels that look correct but lack the necessary stiffness and durability for industrial use.

Project Suitability Verification
Verification is the critical bridge between theoretical lab data and real-world survival. You must confirm that the specific composite chemistry—whether it is a PP honeycomb or a PET foam core—can withstand the unique thermal and load dynamics of your project, not just a generic industry baseline.
Validating Test Results Against Engineering Constraints
When integrating composite panels into RV walls, truck bodies, or marine vessels, standard compression or tensile data is often insufficient. You must validate the material against specific engineering constraints like thermal expansion coefficients and moisture absorption rates. For instance, while XPS cores offer excellent insulation, they may behave differently under extreme thermal cycling compared to PET foam cores. We conduct experimental testing to simulate these exact environmental stressors, ensuring the panel’s dimensional stability matches the precision requirements of your assembly line.
Ensuring Alignment with Local Building Code Inspections
For construction and modular building applications, passing inspection relies on strict adherence to fire safety and thermal efficiency codes. The primary bottleneck often involves surface burning characteristics. Our panels are manufactured to meet ASTM E84 fire ratings, which is the standard benchmark for assessing flame spread and smoke development. Without this specific classification, inspectors will likely reject the material for interior wall cladding or public transit applications regardless of its structural benefits.
Confirming Structural Integrity for Transportation Applications
In the automotive and heavy transport sectors—specifically for dry freight trucks and RV manufacturing—structural integrity is defined by rigidity and vibration resistance rather than just static load-bearing. You must confirm that the bond between the FRP/GRP facing and the honeycomb core (PP or Aramid) can endure the high-frequency vibrations of highway travel without delaminating. Aerospace-grade verification methods are often applied here to test for shear modulus, ensuring the vehicle chassis maintains torsional stiffness during cornering and braking.
Conclusion
Frequently Asked Questions
What are FRP honeycomb panels?
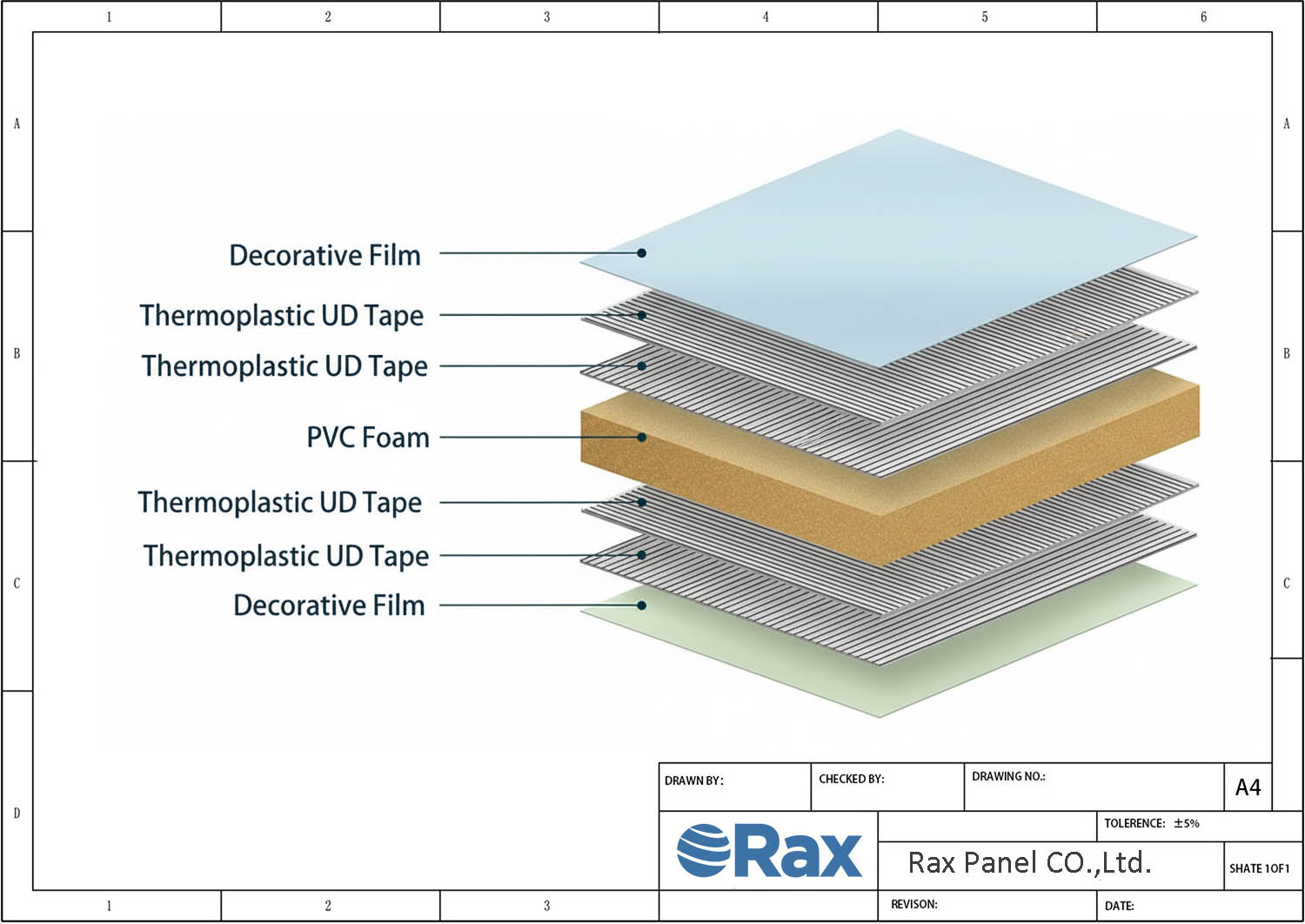
FRP honeycomb panels are composite structures consisting of a honeycomb core sandwiched between Fiberglass Reinforced Plastic (FRP) skins. This design offers a high strength-to-weight ratio, making it ideal for lightweight yet rigid applications. The core materials typically include polypropylene, aluminum, or nomex, depending on the required structural properties.
How is connection strength tested?
Connection strength is evaluated through tensile and shear stress tests to determine the load-bearing capacity of joints. These tests simulate real-world forces to ensure the adhesive or mechanical fasteners maintain integrity under pressure. Engineers analyze the failure modes to optimize the joint design for maximum safety.
How do they handle moisture?
The combination of waterproof FRP skins and closed-cell core materials creates a highly moisture-resistant barrier. This construction prevents water absorption, swelling, and rot, unlike traditional wood-based materials. Consequently, these panels are excellent for marine, high-humidity, and refrigerated environments.
Do these panels resist fire?
Fire resistance depends on the core material and resin system used, but many panels meet rigorous industry standards. Options are available to achieve specific fire ratings, such as ASTM E84, for building and transportation safety. Proper material selection ensures compliance with strict fire safety regulations.
Can specifications be customized?
Yes, manufacturers can customize core density, skin thickness, and overall panel dimensions to fit project needs. This flexibility allows engineers to tailor the mechanical and thermal properties for specific performance criteria. Custom solutions ensure the material meets the exact demands of complex engineering projects.