
Procurement teams lose weeks comparing aluminum sandwich panels by unit price alone. That approach misses the real cost driver: core material selection. Structural testing data shows honeycomb core panels outperform foam core by 28% in load capacity and at least 19% in bending stiffness. Spec the wrong core type, and you either over-engineer the build with heavier, more expensive material — or under-specify and face structural failure claims before the first year is out.
This guide covers the core material comparisons that determine real-world performance, the fire certification requirements (EN 13501, ASTM E84) your clients will demand, and the factory audit framework for qualifying Chinese manufacturers. You will also find a total cost of ownership calculation that shows what these panels actually cost over a 10-year lifecycle — not just what the supplier quotes per square meter.
Table of Contents
- 1 What Are Aluminum Sandwich Panels
- 2 Aluminum Sandwich Panel Core Types Compared
- 3 Critical Specifications Buyers Must Evaluate
- 4 Standard Sizes and Customization Options
- 5 Top Applications for Aluminum Sandwich Panels
- 6 Supplier Qualification and Certification Checklist
- 7 Supplier Qualification and Certification Checklist
- 8 Cost Factors When Buying Aluminum Sandwich Panels
- 9 Installation Considerations for Purchasing Decisions
- 10 Conclusion
- 11 Frequently Asked Questions
What Are Aluminum Sandwich Panels
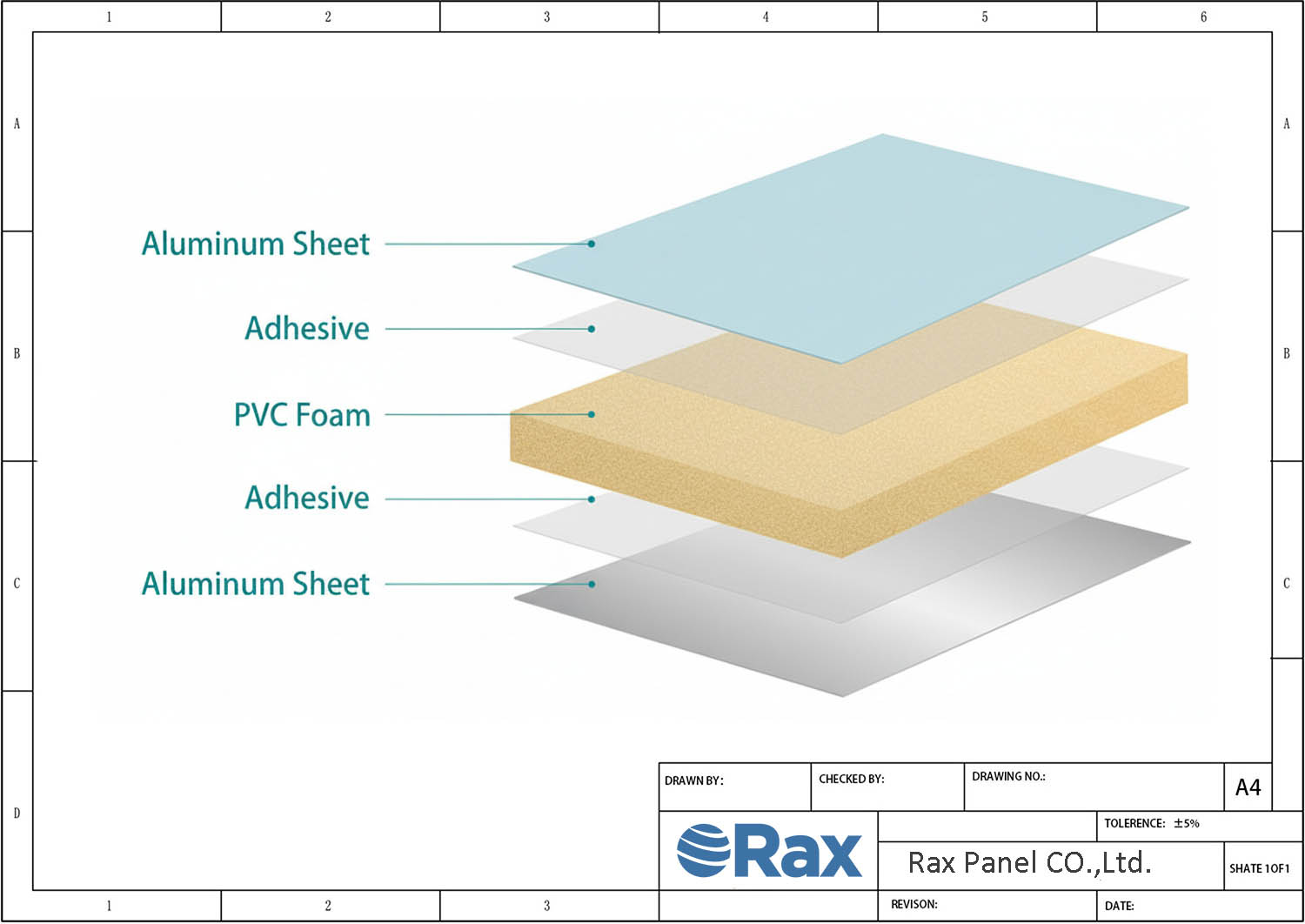
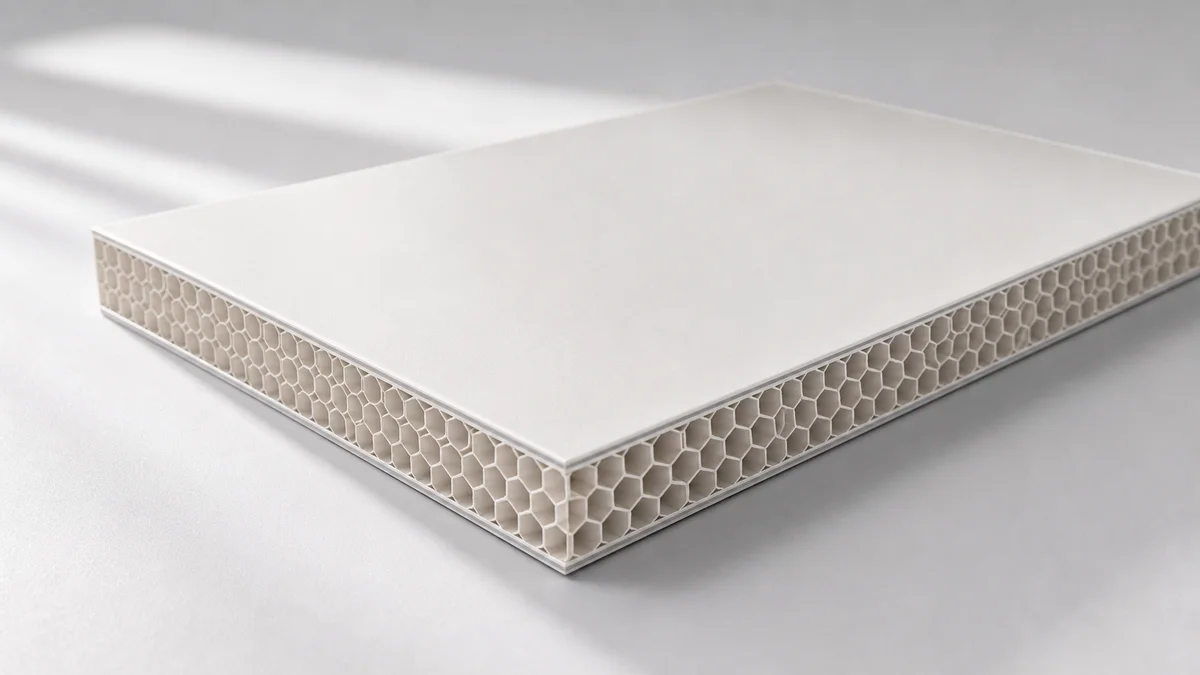
An aluminum sandwich panel is a three-layer structure: two thin aluminum face sheets bonded to a lightweight core. The result is a panel that delivers significantly higher bending stiffness than solid aluminum of the same weight.
Definition and Structure
An aluminum sandwich panel is a structural composite consisting of two outer aluminum skins rigidly bonded to a low-density core material. The core acts as a spacer, keeping the two face sheets apart to maximize the panel’s moment of inertia. This geometric separation is what gives sandwich panels their defining characteristic: high flexural rigidity at minimal weight.
The bonding layer between skin and core is critical. In our production line, we use continuous lamination presses with controlled temperature and pressure curves to ensure full adhesive wet-out across the panel surface. A weak bond line defeats the entire engineering principle—delamination under load is one of the most common failure modes we see in poorly manufactured panels entering the market.
It is important to distinguish the sandwich panel from a simple composite panel. Composite panels are a broader category that includes any material made from two or more constituent materials—fiber-reinforced plastics, clad metals, or laminated glass all qualify. An aluminum sandwich panel is a specific subset: its engineering function relies on the geometric I-beam analogy, where the core carries shear while the aluminum skins resist tensile and compressive forces. Not every composite panel leverages this structural logic.
Core-Skin Configuration Explained
The performance of an aluminum sandwich panel is determined by three variables: skin thickness, core density, and total panel thickness. Adjusting any one of these changes the stiffness-to-weight ratio. This is where many procurement teams make costly mistakes—selecting a panel based on total thickness alone without understanding the internal load distribution.
The two aluminum skins handle nearly all bending stress. The core’s job is to transfer shear between the top and bottom faces and prevent them from buckling independently. If the core is too soft or too thin, the skins deform locally rather than acting as a unified structural member. This is why core selection cannot be an afterthought.
To put the stiffness advantage in concrete terms: replacing a 10mm solid aluminum plate with a 25mm aluminum sandwich panel of the same bending stiffness can reduce weight by approximately 60–80%, depending on the core material selected. The trade-off is panel thickness, not performance. For weight-sensitive applications in transportation and mobile structures, this exchange is almost always favorable.
From a B2B sourcing perspective, the critical detail is consistency. Two panels with identical nominal specifications can perform very differently if the core density varies across the sheet or if the adhesive bond is incomplete. In our lab, we routinely test incoming competitor samples that show core density variance exceeding 15% within a single panel—a defect invisible to visual inspection but catastrophic under structural load.
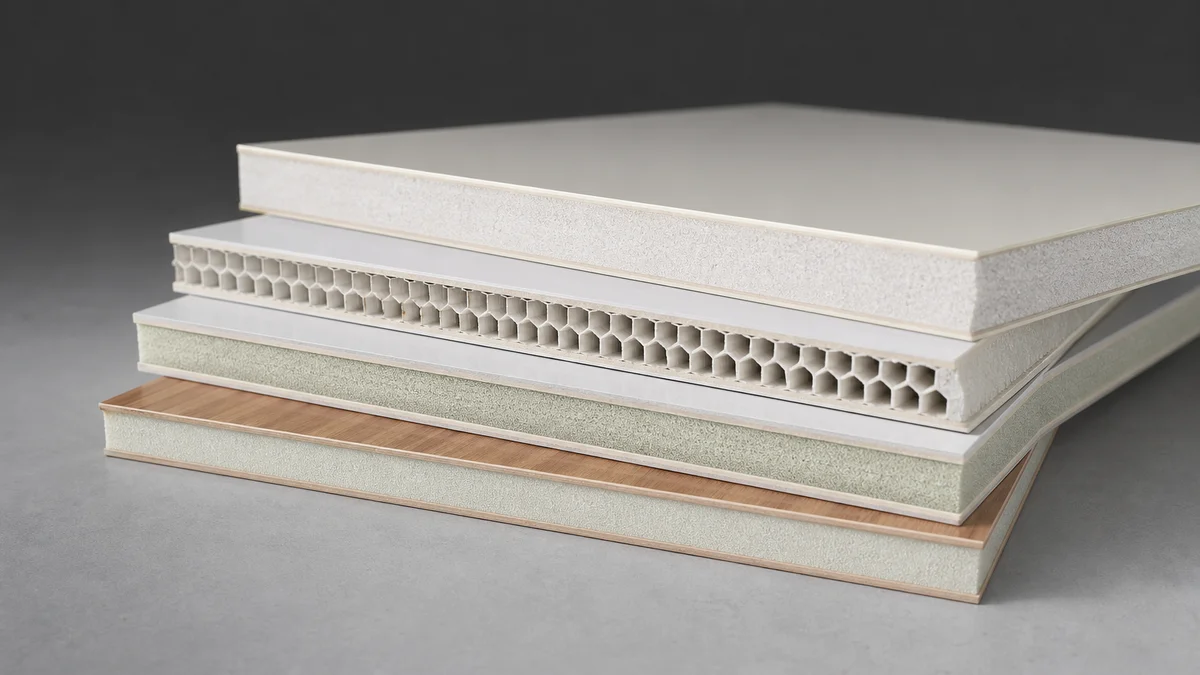
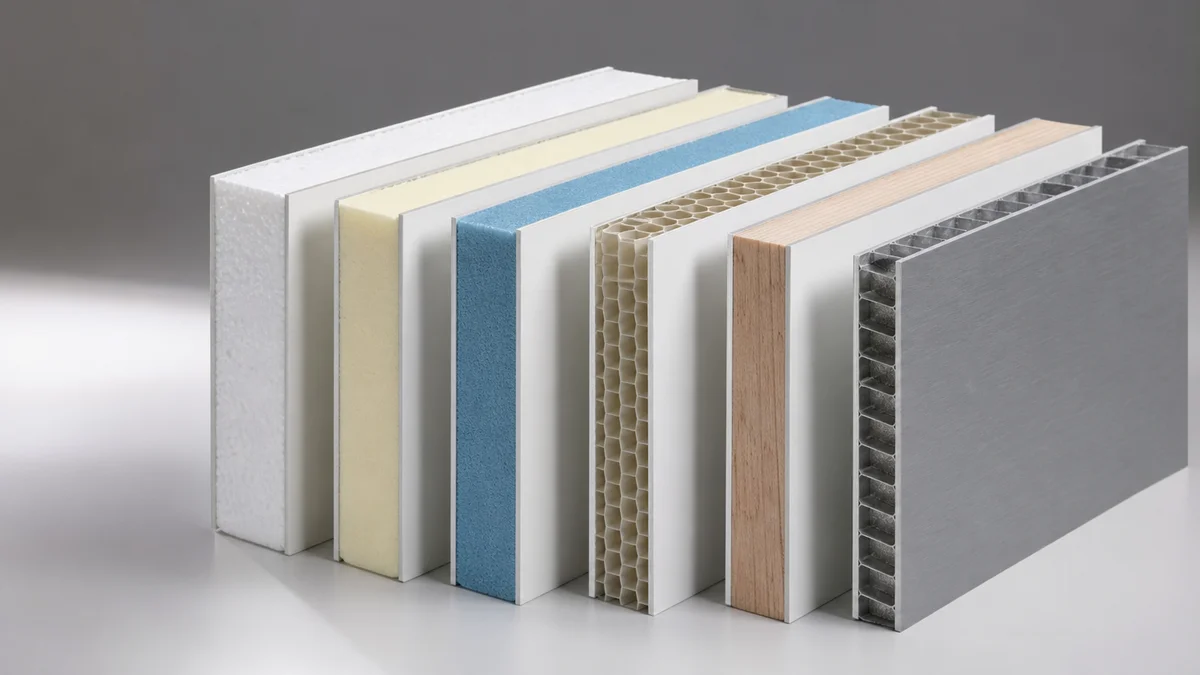
Aluminum Sandwich Panel Core Types Compared
Core material selection directly governs the stiffness-to-weight ratio, fire classification, and thermal performance of an aluminum sandwich panel. Matching the correct core to the application prevents costly over-engineering or catastrophic under-performance.
Honeycomb Core Panels
Honeycomb cores use a geometric cell structure—most commonly hexagonal—to create exceptional compressive strength with minimal material mass. When thin aluminum layers form these hexagons inside a panel, the result is a structure that rivals solid metal in rigidity while weighing a fraction of the amount. For buyers wrestling with the weight-versus-strength trade-off, honeycomb delivers the clearest answer.
According to published structural testing data, honeycomb core sandwich panels achieve roughly 28% higher load-bearing capacity and at least 19% greater stiffness compared to foam core alternatives of equivalent thickness. This makes them the default choice for applications where flexural bending is a primary failure concern—architectural facades, marine bulkheads, transportation flooring, and aviation interiors.
- PP Honeycomb: Thermoplastic polypropylene cells offering high shear strength, moisture resistance, and full recyclability. Commonly paired with fiberglass or aluminum skins.
- Aluminum Honeycomb: The highest stiffness-to-weight option in the sandwich panel category. Preferred in aerospace-grade and high-end architectural cladding.
- Aramid Honeycomb: Ultra-lightweight with outstanding fatigue resistance, suited for demanding vibration environments.
Our production line runs PP honeycomb and fiberglass honeycomb configurations daily for truck body and marine clients who prioritize payload optimization. The key engineering trade-off to understand: honeycomb excels at structural stiffness but offers limited thermal insulation compared to closed-cell foam cores.
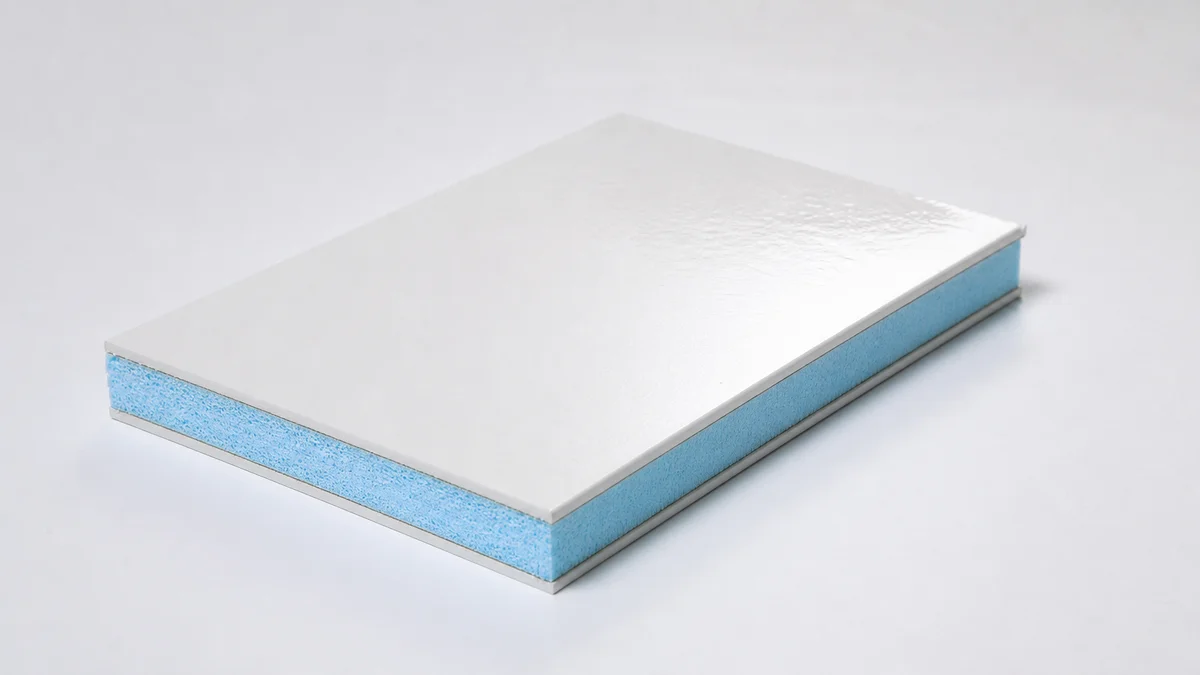
Foam Core Panels
Foam cores trap gas within closed or open cells, creating a barrier against heat transfer. This makes them the superior choice when thermal resistance is the primary design driver—refrigerated truck bodies, cold storage enclosures, and RV wall assemblies being prime examples. Foam core aluminum sandwich panels are inherently waterproof and significantly easier to cut or CNC route on-site than honeycomb variants.
The performance gap between foam types is substantial. Selecting the wrong foam density or cell structure can result in delamination under cyclic loads or thermal bridging that defeats the purpose of the panel.
- PET Foam: Closed-cell, recyclable, strong dimensional stability. Widely used in transportation and marine builds where consistent mechanical properties matter.
- XPS Foam: High compressive strength and low moisture absorption. Cost-effective for building envelopes and mobile home panels.
- PU Foam: Excellent thermal insulation values. Standard choice for refrigerated truck bodies and cold chain applications.
- PVC Foam: Good fire performance, strong chemical resistance, and high strength-to-weight. Common in marine and wind energy sectors.
- PMI Foam: The premium option. Highest specific strength and temperature resistance among structural foams, specified in aerospace and high-performance sporting goods.
In our lab testing, PET and PVC foams consistently outperform XPS in shear modulus tests by a meaningful margin, which is why we steer clients with dynamic load requirements—such as refrigerated trailers operating on rough roads—toward PET or PVC core configurations despite the modest price premium.
PE and Fire-Resistant Cores
Polyethylene (PE) core is the most widely used core in standard aluminum composite panels (ACP). It is economical, easy to fabricate, and provides adequate stiffness for signage, interior wall cladding, and decorative facades where fire exposure risk is minimal. However, standard PE core does not meet stringent fire reaction classifications on its own. This is where the conversation shifts quickly from cost to compliance.
Fire-resistant cores address this gap directly. Mineral-filled PE cores and PIR (polyisocyanurate) foam cores are engineered to achieve the fire behavior classifications that regulators and insurers demand. Buyers sourcing panels for commercial buildings, public transit vehicles, or industrial facilities must verify fire test certificates before committing to an order.
- Standard PE Core: Low cost, easy processing. Suited for low-rise decorative and interior applications with no fire-rating requirement.
- Mineral-Filled PE Core: Fire retardant additives improve reaction to fire. Can achieve B-s1,d0 classification under EN 13501 for certain panel configurations.
- PIR Core: Thermoset foam that chars rather than melts. Provides combined fire safety and thermal insulation, making it the standard for cold storage and industrial building envelopes.
We have seen procurement teams specify standard PE core to cut costs, only to face rejection during building inspection because the project required a minimum B-class fire rating. Our engineers now include a fire compliance check as part of the initial consultation to prevent exactly this scenario. If your project falls under any regulated building code, request the fire test report—EN 13501 for European markets or ASTM E84 for North American projects—before signing off on core selection.
| Core Type | Density (kg/m³) | Key Properties | Best Applications | Cost Level |
|---|---|---|---|---|
| Aluminum Honeycomb | 50–130 | Exceptional stiffness, fire-resistant, lightweight | Architectural facades, aviation, marine | High |
| PET Foam | 60–400 | Recyclable, good insulation, stable pricing | RV walls, truck bodies, mobile homes | Medium |
| XPS Foam | 30–45 | Moisture-resistant, thermal insulation, economical | Building cladding, cold storage, roofing | Low |
| PU Foam | 30–200 | Superior insulation, fire-retardant grades available | Refrigerated trucks, industrial enclosures | Medium |
| PVC Foam | 60–250 | Waterproof, rot-proof, high strength-to-weight | Marine vessels, wet environments, flooring | Medium–High |
| PMI Foam | 32–300 | Highest specific strength, fatigue-resistant | Aerospace, high-performance sports, wind energy | Very High |
| Aramid Honeycomb | 29–130 | Extreme impact resistance, fire-safe, ultra-light | Aviation, defense, racing, public transit | Very High |
| PP Honeycomb | 60–120 | Cost-effective, recyclable, good compression strength | Truck flooring, packaging, automotive panels | Low–Medium |
Critical Specifications Buyers Must Evaluate
Evaluating thermal, fire, and mechanical specifications separates a structurally sound investment from a costly liability. Demand certified test data, not marketing averages.
Thermal Resistance Ratings
Thermal resistance dictates how effectively a panel system isolates interior environments from external temperature fluctuations. This metric becomes non-negotiable in refrigerated transport, climate-controlled mobile homes, and energy-efficient building envelopes. However, thermal performance varies drastically depending on the core material selected.
Foam core materials—specifically PU, PET, XPS, and PVC—trap gas within their cellular structure, providing the primary mechanism for insulation. Conversely, aluminum honeycomb cores function primarily as structural elements rather than thermal barriers. While hexagonal aluminum cells deliver unmatched stiffness at minimal weight, they conduct heat rapidly. Selecting a honeycomb core for a thermally demanding application without incorporating secondary insulation is a common engineering oversight that our team frequently corrects during the design consultation phase.
Procurement teams must require suppliers to provide thermal conductivity values (expressed in W/m·K) for the exact core density being quoted. Generic data sheets rarely reflect actual manufacturing tolerances. R-value consistency across the entire panel surface determines real-world energy performance.
Fire Behaviour Classifications
Fire compliance is binary in regulated industries: a panel either meets the required classification or it fails. There is no middle ground. Global markets enforce different testing protocols, meaning buyers sourcing internationally must verify certifications against their specific destination standards.
- EN 13501-1 (Europe): The primary classification system for construction products, ranging from A1 (non-combustible) to F (no determined performance). Core material selection heavily dictates the final rating.
- ASTM E84 (North America): Measures surface burning characteristics, generating a Flame Spread Index and Smoke Developed Index. Class A, B, and C ratings correspond to different safety thresholds.
- Core Material Influence: PIR cores typically achieve superior fire resistance compared to standard PUR foams due to their isocyanurate molecular structure, forming a protective char layer when exposed to flame. Rockwool cores provide the highest fire performance but introduce significant weight penalties.
We strongly advise buyers to request third-party test reports for the specific panel configuration they are purchasing—core, adhesive, and facing combined. Testing a core material in isolation does not accurately represent the fire behavior of the finished composite assembly. Cross-reference these documents with the fire safety requirements of the target application, whether that is marine vessel construction, high-rise cladding, or industrial equipment enclosures.
Mechanical Strength and Weight Ratios
The fundamental value proposition of any sandwich panel lies in its ability to deliver structural rigidity at a fraction of the weight of solid materials. However, many procurement teams lack a technical framework for evaluating stiffness, often defaulting to thickness as a proxy for strength. This leads directly to over-engineered, overweight solutions or, worse, structural failures in the field.
Flexural stiffness in a sandwich panel is not a linear equation. The facing material handles tensile and compressive forces, while the core resists shear and maintains the distance between the facings. Because stiffness increases with the square of the core thickness, a modest increase in core depth yields disproportionately higher bending resistance without adding significant weight. This geometric efficiency is the entire premise of sandwich construction.
When comparing core architectures, aluminum honeycomb panels demonstrate distinct mechanical advantages over foam alternatives. Internal testing and published structural data confirm that honeycomb core sandwich panels are approximately 28% superior in load-bearing capacity and at least 19% stiffer than equivalent foam core panels. This makes honeycomb the specified choice for flooring, load-bearing partitions, and applications subjected to repeated point loads.
- Bending Strength: Determined by facing material tensile strength and core shear modulus.
- Support Spacing: Panels must span structural supports without deflecting beyond safe limits. Greater spans require thicker cores or higher-density facing materials.
- Maximum Panel Length: Transportation and handling constraints impose practical limits, even if the engineering data supports longer continuous runs.
- Load Capacity: Roof-grade panels must withstand repeated foot traffic and wind shear without permanent deformation.
For applications where structural efficiency and low mass are primary design drivers, our engineers typically route specifications toward aluminum honeycomb or high-density PET and PMI foam cores. These materials maintain their mechanical properties under stringent, demanding conditions far better than lower-density alternatives like standard EPS. The key is matching the core’s shear strength to the actual load profile of the application rather than simply selecting the densest, most expensive option available.
| Specification | Options | Evaluation Criteria | Buyer Benefit |
|---|---|---|---|
| Core Material Selection | XPS, PET, PU, PVC, PMI, Aramid Honeycomb, PP Honeycomb | Density, compressive strength, thermal conductivity, fire resistance | Optimized strength-to-weight ratio for application requirements |
| Facing/Skin Material | Aluminum, Steel, Stainless Steel, ACP, GRP/FRP, CFRT, Aluzinc | Corrosion resistance, surface finish, structural load capacity | Tailored durability and aesthetic performance per environment |
| Panel Thickness & Dimensions | Custom thickness ranges; Daily capacity 1,700+ sqm | Bending stiffness, flexural modulus, deflection limits | Avoids over-engineering or structural failure risks |
| Fire Safety Certifications | EN 13501, ASTM E84, regional compliance standards | Flame spread index, smoke development, fire rating class | Regulatory compliance and end-user safety assurance |
| Thermal & Waterproof Performance | Closed-cell foam cores; Gelcoat FRP surface options | R-value, water absorption rate, vapor permeability | Long-term insulation efficiency and moisture protection |
| Manufacturer Qualification | 15+ years experience; 50+ country export network | Factory audit results, ISO certifications, QC protocols | Verified supply chain reliability and consistent quality |
| Customization & Technical Support | Experimental testing; Multilingual 24-hour engineering team | Design capability, prototyping speed, installation guidance | Cost-effective solutions meeting exact project data standards |
| MOQ & Lead Time | Negotiable per project; Advanced production line | Minimum order thresholds, production cycle time, logistics | Predictable procurement timelines and inventory optimization |

Standard Sizes and Customization Options
Most aluminum sandwich panel projects fail at the specification stage because buyers select standard sheet sizes that don’t optimize for their cutting yield. Understanding available dimensions upfront directly controls material waste and landed cost.
Standard Sheet Dimensions
The most common standard sheet size for aluminum sandwich panels in the global market is 1,220mm x 2,440mm (approximately 4′ x 8′). This dimension aligns with standard container shipping parameters and is widely stocked by distributors serving the architectural cladding and transportation sectors. Another frequently produced size is 1,000mm x 2,000mm, which is more prevalent in European supply chains and equipment enclosure manufacturing.
Width parameters are generally constrained by the maximum roll width of the facing material and the physical dimensions of the continuous production line. For aluminum-faced composite panels, standard production widths typically max out at 1,500mm to 1,600mm. Lengths, however, are far more flexible since panels are cut from continuous output. Standard cut lengths range from 2,440mm up to 6,000mm, with some manufacturers offering lengths extending to 12,000mm or more for specialized architectural facades requiring fewer joints.
Available Thickness Ranges
Aluminum sandwich panel thickness is dictated primarily by the core material type and the structural performance required. Total panel thickness ranges typically span from 2mm at the thin end—using lightweight foam cores with thin aluminum skins—up to 100mm or greater for thermally insulated building panels or refrigerated truck bodies.
For structural and transportation applications, the most commonly specified range falls between 10mm and 50mm. Within this range, honeycomb core panels cluster between 10mm and 25mm, offering high stiffness-to-weight ratios for vehicle bodies and marine interiors. Foam core panels, utilizing materials like PET, XPS, PU, or PVC, typically range from 15mm to 100mm depending on whether the priority is structural reinforcement or thermal insulation.
Skin thickness is a separate variable that buyers frequently overlook. Aluminum facing skins typically range from 0.3mm to 1.0mm per side. Thinner skins reduce weight and cost but limit impact resistance and fastener pull-out strength. Our engineering team generally recommends a minimum 0.5mm aluminum skin for applications involving mechanical fastening, as anything below this threshold creates unreliable screw retention under dynamic loads.
Custom Width and Length Options
Custom dimensions are where procurement teams can capture significant cost savings, but only if the manufacturer has genuine in-house cutting and panelizing capabilities. Rax Panel operates an advanced continuous composite panel production line with a daily output exceeding 1,700 square meters, which allows us to produce custom widths up to our maximum line capacity and custom lengths cut to exact project specifications without the waste associated with trimming standard sheets.
When specifying custom dimensions, the critical factor is understanding the relationship between panel size and transportation economics. A panel width exceeding 1,200mm may require flat-rack shipping rather than standard container loading, which can double freight costs. Similarly, lengths beyond 5,800mm approach the limits of standard 20-foot container internals. Our multilingual sales engineers work directly with clients to optimize panel dimensions for both structural performance and container loading efficiency, eliminating the transportation risks that erode project margins.
Custom thickness configurations are also available beyond standard ranges. With access to core materials including XPS, PET, PU, PVC, PMI, and Aramid honeycomb, Rax Panel engineers conduct experimental testing to validate that custom thickness-to-core-to-skin combinations meet the specific mechanical and thermal data standards required by each project. This is particularly important for buyers specifying panels for regulated industries where load testing certification is mandatory.
| Product Category | Core Options | Facing Options | Customization Scope | Key Benefit |
|---|---|---|---|---|
| Aluminum Sandwich Panels | XPS, PET, PU, PVC Foam; Aluminum Honeycomb | Aluminum, ACP, Aluzinc, Stainless Steel | Tailored thickness, dimensions, and skin-core combos | Optimal strength-to-weight ratio for facades and industrial use |
| Foam Core Sandwich Panels | XPS, PET, PU, PVC, PMI, EPP, MPP Foam | GRP/FRP, CFRT, Aluminum, Steel, ACP, Plywood, PVC | Engineered to meet specific structural and thermal data standards | Waterproof, thermally insulated, ultra-lightweight construction |
| Honeycomb Panels | PP, Fiberglass, Aramid, PC, Thermoplastic Honeycomb | Fiberglass sheet, GRP, Carbon Fiber, Custom skins | Anti-skid surfaces, custom cell sizes and densities available | Exceptionally strong yet light for demanding load applications |
| GRP/FRP Sandwich Panels | XPS, PET, PU, PVC Foam; Plywood; Balsa | GRP/FRP Sheets with or without gelcoat | Gelcoat finish options for smooth, insulated, flat surfaces | Resilient, corrosion-resistant marine and vehicle solutions |
| Fiberglass Reinforced Sheets | N/A (Solid sheet product) | GRP, CFRT, LWRT, FR4, Thermoplastic UD Tapes | Continuous fiberglass reinforced thermoplastic — lighter and thinner | Waterproof, insulating, flat, smooth finish with high resilience |
| Specialized Building Panels | PIR, PUR, Rockwool, Hollow Plastic Formwork | Compact Laminate HPL, Stainless Steel, HDPE, Plywood | Fire-rated and exterior wall cladding configurations | Eco-friendly, scalable solutions for construction and new energy sectors |
| Application-Specific Solutions | Selected per project: RV, Truck, Vessel, Mobile Home | Matched to structural and environmental demands | CKD kits, furniture panels, flooring, roofing, wall systems | Cost-effective, end-to-end design with installation guidance |
Top Applications for Aluminum Sandwich Panels
Aluminum sandwich panels dominate transport applications because they cut dead weight from vehicles and containers while maintaining structural stiffness—directly lowering per-ton shipping costs for bulk cargo.
Refrigerated and Dry Freight Truck Bodies
The single largest commercial application for aluminum foam core sandwich panels is thermal truck construction. Refrigerated truck bodies demand a combination that solid metal simply cannot deliver: continuous thermal insulation, zero water absorption, and a high strength-to-weight ratio. Panels built with PU or XPS foam cores clad in aluminum skins provide R-values that keep temperature-sensitive cargo—pharmaceuticals, perishable food, and bulk chemical formulations—stable during long-haul transport.
For buyers sourcing truck bodies or CKD (Completely Knocked Down) kits from Chinese manufacturers, the math is straightforward. A lighter truck body directly increases legal payload capacity. If a conventional steel-framed reefer body weighs 3,200 kg and an aluminum sandwich panel equivalent weighs 1,800 kg, that 1,400 kg difference translates into 1.4 additional tons of revenue-generating cargo per trip. Over a vehicle’s service life, the fuel savings alone often exceed the initial premium paid for the composite panels.
- Polyurethane (PU) core panels: Best thermal insulation for cold chain logistics; ideal for pharmaceuticals and frozen goods.
- XPS core panels: Higher compressive strength and moisture resistance; suited for dry freight bodies carrying heavy industrial or chemical cargo.
- PET core panels: Recyclable and dimensionally stable; increasingly specified by European fleet operators meeting sustainability mandates.
Marine Vessel Interiors and Bulkheads
Aluminum honeycomb sandwich panels are widely specified in vessel construction for bulkheads, decks, and interior partitions. The marine environment punishes materials with constant saltwater exposure, humidity cycling, and vibration. Solid aluminum plate corrodes, absorbs stress damage, and adds unnecessary top-weight that destabilizes smaller vessels. Honeycomb panels—particularly those using Aramid or PP (polypropylene) honeycomb cores bonded to marine-grade aluminum skins—solve all three problems simultaneously.
In our experience producing vessel panels for shipyards across Southeast Asia and the Middle East, the critical factor is not the skin material but the core-to-skin adhesive bond integrity under sustained vibration. Panels that delaminate at year three are a liability. This is where manufacturer qualification becomes essential—verifying that the factory runs proper climatic chamber aging tests (typically 1,000-hour damp-heat cycles) before shipping bulk orders.
Industrial Enclosures and Chemical Processing Equipment
Beyond transport, aluminum sandwich panels serve as structural enclosures in industrial environments where chemical resistance and fire performance are non-negotiable. PIR (Polyisocyanurate) core panels, for instance, provide superior fire retardancy compared to standard PU foam, making them the default choice for chemical storage facilities and cleanroom partitions in pharmaceutical manufacturing.
Buyers specifying panels for these environments must verify fire certification against the actual standard their jurisdiction enforces—EN 13501-1 for Europe, ASTM E84 for North America. A panel rated B-s1,d0 under EN 13501 is not automatically compliant with ASTM E84 Class A. Mixing these up during procurement is a common and expensive mistake that surfaces during final site inspection.

Supplier Qualification and Certification Checklist
Supplier Qualification and Certification Checklist
Procurement failures in composite panel sourcing almost always trace back to one root cause: skipping qualification. A systematic checklist covering fire certifications, factory audits, and ISO compliance eliminates 90% of downstream quality disputes.
Sourcing aluminum sandwich panels from Chinese manufacturers requires a rigorous verification protocol that goes far beyond comparing unit prices on a spreadsheet. International buyers—particularly distributors and OEM manufacturers—must validate a supplier’s technical capability and compliance posture before committing to volume orders. The stakes are high: non-compliant panels can trigger project rejection, customs holds, or liability exposure in regulated markets like the EU and North America.
Fire Certification Requirements
Fire performance is the single most critical certification category for composite panels, and the specific standard you must verify depends entirely on your destination market. A panel that passes one region’s test may fail another’s—not because the material is inferior, but because the test methodologies differ.
For European markets, the mandatory benchmark is EN 13501-1, which classifies construction products from A1 (non-combustible) through F (no performance determined). Most aluminum sandwich panels with mineral or fire-rated cores target a B-s1,d0 or A2 classification. For North American projects, ASTM E84 (Surface Burning Characteristics) is the baseline, with Class A (Flame Spread Index ≤ 25) being the gold standard for commercial applications. Additional standards such as NFPA 285 (full-scale multi-story test) and UL 1709 (rapid rise fire tests) may apply depending on building code requirements.
Critical verification step: Do not accept a supplier’s word that a panel “meets fire standards.” Request the actual test report issued by an accredited third-party laboratory—SGS, Intertek, Exova, or equivalent. The report must match your exact panel configuration, including core material, facing thickness, and adhesive system. A test report for a 4mm aluminum composite panel does not cover a 25mm aluminum honeycomb sandwich panel, even if the factory claims “the materials are similar.”
Our engineering team has observed that procurement teams frequently overlook this configuration-specificity gap. When we supply aluminum foam core panels for European architectural projects, we provide EN 13501 test reports that align precisely with the delivered SKU—core density, skin alloy, and panel thickness all documented. Anything less creates compliance risk at the job site.
Factory Audit Considerations
A factory audit is your insurance policy against the most common sourcing failure: the factory that looks capable on paper but cannot maintain consistency at production scale. The audit should evaluate three pillars—infrastructure, process control, and traceability.
- Production Line Verification: Confirm the factory operates its own composite panel production line, not merely an assembly operation sourcing sub-components from unknown third parties. Daily capacity figures should be verifiable. For context, a single advanced continuous production line should be capable of exceeding 1,500 square meters per day. If a factory claims massive capacity but shows only a small batch operation during audit, that discrepancy must be resolved.
- Raw Material Traceability: The supplier must demonstrate a documented chain from incoming raw materials (aluminum coil grade, core material density certificates, adhesive batch records) to finished panel. Request to see incoming inspection records during the audit. Factories that cannot produce these records on demand are likely not performing adequate incoming quality control.
- In-Process Quality Control: Verify that the factory performs continuous monitoring during lamination—temperature logs for adhesive curing, pressure readings from the press, and thickness measurements at multiple points across the panel width. These parameters directly affect delamination risk.
- Engineering and Testing Capability: A qualified manufacturer should have an in-house testing lab capable of performing flexural strength tests, peel adhesion tests, and core shear evaluations. This is particularly important if you require customized panel configurations. Factories relying solely on external labs for basic quality checks cannot respond quickly to production deviations.
If an on-site visit is not feasible, engage a third-party inspection firm (SGS, TUV, or Bureau Veritas) to conduct a manufacturing audit on your behalf. Specify that the audit must cover both the facility assessment and a review of quality control documentation—many standard audits only evaluate the physical plant.
ISO and Testing Standards
ISO certification provides a framework baseline, but it is not a guarantee of product quality. Understanding what each certification actually controls prevents over-reliance on certificate walls.
- ISO 9001:2015: The foundational quality management standard. Verify it is current (the 2015 revision, not the obsolete 2008 version) and that the scope covers the specific product category you are purchasing. A factory certified for metal stamping but not composite panel manufacturing represents a scope gap.
- ISO 14001: Environmental management certification. Increasingly required by European and North American procurement policies, particularly for government-funded or LEED-certified projects. Confirms the factory has structured environmental controls.
- CE Marking (for EU markets): Mandatory for construction products sold in the European Economic Area. The CE mark must be supported by a Declaration of Performance (DoP) and factory production control documentation as required by the relevant harmonized standard.
- Third-Party Test Reports: Beyond fire certifications, verify that the supplier’s products have been tested by internationally recognized laboratories for mechanical properties (flexural strength, shear strength, facing bond strength) and physical properties (water absorption, thermal conductivity, density consistency). Reports from SGS, Intertek, or national accreditation bodies carry the most weight.
A practical qualification approach: request test reports first, then cross-reference the reported values against your project’s engineering requirements. If a supplier’s test data shows marginal performance relative to your design loads, request additional samples for independent verification before placing a production order. This is standard practice in industries where panel failure has significant safety or financial consequences.
In our experience serving distributors across 50+ markets, the most costly sourcing mistakes occur not from choosing the cheapest supplier, but from failing to verify that a supplier’s certifications and test data actually correspond to the specific product being shipped. A rigorous qualification checklist—fire certifications matched to destination codes, factory audits confirming production capability, and ISO scope verification—creates a defensible procurement process that protects both project timelines and end-user safety.
Cost Factors When Buying Aluminum Sandwich Panels
Aluminum sandwich panel pricing boils down to three levers: core chemistry, order volume, and what the panel actually costs you over a 15-year horizon. Miss any one, and your procurement budget leaks.
Core Material Price Tiers
Not all cores are created equal, and the price spread between the cheapest and most expensive options can exceed 300%. The core you select determines not just the invoice amount, but thermal performance, fire classification, and structural stiffness. Below is how the market generally tiers these materials.
- Economy Tier (EPS, XPS): Expanded polystyrene and extruded polystyrene sit at the bottom of the pricing ladder. They provide decent insulation at low cost, making them common in price-sensitive building envelopes and cold-storage applications where fire ratings are less critical.
- Mid-Range Tier (PET, PU, PVC Foam): These cores balance cost and mechanical performance. PET foam offers good compressive strength and is recyclable, which matters for projects chasing green certifications. PU and PVC foams deliver superior thermal insulation and are frequently specified for refrigerated transport and marine applications.
- Premium Tier (PMI Foam, Aramid Honeycomb): PMI foam and aramid honeycomb command the highest prices due to their exceptional strength-to-weight ratios and thermal stability. These are typically reserved for aerospace, high-end transit, and defense applications where every gram matters and failure is not an option.
- Aluminum Honeycomb: Sits between mid-range and premium depending on cell size and foil thickness. Offers excellent shear strength and fire resistance, making it a go-to for architectural facades and transportation panels where stiffness and fire compliance are non-negotiable.
In our production experience at Rax Panel, we have seen buyers default to EPS or XPS to hit an initial cost target, only to discover later that their project requires a fire classification those cores cannot achieve. Re-qualifying a panel mid-project costs far more than specifying the correct core from day one. Our engineers routinely run comparative testing across XPS, PET, PU, and PVC cores so clients see the exact performance gap before committing to a bill of materials.
Volume and MOQ Negotiation
Unit pricing for aluminum sandwich panels is heavily volume-dependent. A small trial order of 50 panels and a production run of 5,000 panels operate on completely different cost structures. Factories allocate raw material, press time, and labor based on order size, and those efficiencies either get passed to the buyer or baked into a premium for small runs.
Minimum order quantities vary by manufacturer and core type. Standard configurations like aluminum-XPS or aluminum-PET panels typically carry lower MOQs because core materials are stocked in bulk. Custom cores like PMI foam or aramid honeycomb often require higher minimums because the factory must source specialty materials specifically for your order. At Rax Panel, our daily production capacity exceeds 1,700 square meters, which means we can absorb mid-scale orders without disrupting existing production schedules. This allows us to offer flexible MOQs on standard core types while keeping lead times competitive.
Effective negotiation with Chinese panel manufacturers comes down to three variables: material commitment, forecast visibility, and payment terms. Providing a 6-month rolling forecast allows the factory to lock in raw material pricing during favorable market conditions, which directly reduces your per-panel cost. Longer payment terms or letters of credit reduce the manufacturer’s financial risk, and that reduced risk often translates into a better unit price.
Total Cost of Ownership
The invoice price of a panel is only the opening bid. Total cost of ownership for aluminum sandwich panels includes freight, installation labor, thermal performance over the building or vehicle lifecycle, maintenance frequency, and eventual disposal or recycling costs. Buyers who evaluate only the purchase price routinely make expensive mistakes.
- Freight and Packaging: Panels are bulky. Shipping lightweight foam core panels versus denser honeycomb panels changes container utilization rates significantly. A container loaded with aluminum honeycomb panels may carry fewer square meters than the same container loaded with XPS core panels, altering your landed cost per square meter.
- Thermal Efficiency Over Time: A cheaper core with lower R-value increases heating and cooling energy costs for the life of the building or vehicle. Over a 15-year service life, the energy savings from a higher-specification PET or PU core can exceed the initial price difference between that core and a budget XPS alternative.
- Installation Speed: Lighter panels install faster. If a honeycomb panel weighs 40% less than a solid metal equivalent, labor hours drop, crane costs drop, and project timelines compress. These savings rarely appear on the panel quotation but show up clearly in the general contractor’s budget.
- Maintenance and Replacement Cycle: Inferior surface coatings or adhesives delaminate under UV exposure and thermal cycling. Replacing a failed facade panel costs 3 to 5 times the original panel price once you factor in scaffolding, labor, and downtime.
The smartest procurement teams we work with at Rax Panel calculate a landed-and-installed cost per square meter before selecting a core type. They ask us to provide thermal conductivity data, flexural strength test results, and surface coating warranties so they can model the full lifecycle cost rather than optimize for a single line item. This approach consistently produces better project outcomes than chasing the lowest ex-factory price.
| Cost Factor | Variables | Price Impact | Buyer Consideration |
|---|---|---|---|
| Core Material Selection | XPS, PET, PU, PVC, PMI Foam, Aramid Honeycomb | Low (XPS/PET) to High (PMI/Aramid) | Balance thermal insulation needs with budget; PMI/Aramid for aerospace-grade performance |
| Panel Thickness & Dimensions | Custom thickness, length, width configurations | Linear increase with thickness | Thicker cores improve stiffness exponentially; optimize via Rax Panel engineering consultation |
| Facing Material Grade | Aluminum alloy type, gauge, ACP, Aluzinc options | Moderate to High variation | Higher-grade alloys extend lifespan; validate grade matches structural load requirements |
| Order Volume & MOQ | Prototype batches vs. full production runs | 15-30% savings at scale | Leverage Rax Panel’s 1,700 sqm daily capacity; consolidate orders for cost efficiency |
| Customization Complexity | Cut-to-size, edge detailing, pre-drilled holes, curved profiles | Moderate per customization layer | Minimize secondary processing; utilize Rax Panel’s integrated design-to-production service |
| Certification & Compliance | EN 13501, ASTM E84, ISO standards | Moderate testing fees | Verify certifications upfront; Rax Panel provides documentation for global compliance |
| Surface Treatment & Coatings | PVDF coating, gelcoat, anodizing, primer | Low to Moderate addition | PVDF for exterior weather resistance; gelcoat for waterproof, smooth finish on FRP variants |
| Freight & Logistics | Container type, destination port, insurance | 10-25% of total landed cost | Rax Panel offers 24/7 logistics coordination; optimize packaging density to reduce shipping costs |
| Quality Testing & Validation | Flexural testing, thermal cycling, fire rating, peel strength | Built-in or itemized cost | Request experimental test data; Rax Panel engineers validate performance to stringent standards |
| Total Cost of Ownership | Lifespan, maintenance, energy savings, replacement cycle | Long-term ROI differential | Lightweight sandwich panels reduce structural support costs and lower long-term operating expenses |
Installation Considerations for Purchasing Decisions
Installation complexity and long-term maintenance directly impact the true cost of composite panel systems. Procurement teams that ignore assembly requirements during the sourcing phase consistently face budget overruns of 15–25% on-site.
Panel Assembly Requirements
Aluminum sandwich panels require a fundamentally different installation approach compared to solid metal sheets. The composite structure—aluminum skins bonded to a core material like PET foam, PP honeycomb, or XPS—means that standard mechanical fasteners can create localized stress points that delaminate the bond line over time. Procurement teams must verify that the supplier provides detailed mechanical fixing guidelines specific to the core material selected, not generic installation sheets.
Panel-to-panel joining methods fall into three primary categories, each with distinct labor and equipment implications:
- Mechanical Fastening: Requires pre-drilled holes with oversize clearance to accommodate thermal expansion. Typical installation speed is 8–12 panels per crew per hour.
- Adhesive Bonding: Demands controlled ambient temperature (15–30°C) and surface preparation. Cure times range from 24 to 72 hours depending on the adhesive chemistry, which directly impacts project timelines.
- Hybrid Systems: Combine structural adhesives with mechanical backup fasteners at perimeter edges. This approach offers the highest reliability for high-wind or high-vibration applications such as truck bodies and vessel interiors.
In our experience supplying CKD refrigerated truck kits and RV wall assemblies, the projects that run into on-site delays almost always trace back to one root cause: the buyer assumed standard carpentry tools would suffice. Aluminum sandwich panels require carbide-tipped cutting blades, edge sealing compounds to protect the core from moisture ingress, and torque-controlled drivers to prevent over-compression of the joint. Buyers should confirm tooling requirements with the manufacturer before placing the order, not after the shipment arrives at the job site.
For large-scale architectural or industrial projects, panel weight directly affects crane and rigging costs. A standard aluminum foam core panel at 20mm thickness typically weighs between 3.5 and 5.5 kg/m², compared to 14–16 kg/m² for an equivalent solid aluminum plate. This weight reduction often eliminates the need for heavy lifting equipment entirely, allowing two-person manual installation. Buyers should request exact per-square-meter weight data from the manufacturer during the quoting phase to accurately estimate installation labor.
Maintenance Lifecycle Costs
The maintenance profile of aluminum sandwich panels differs significantly depending on the facing material and core chemistry. Panels with gelcoat-finished GRP facings require periodic surface cleaning but offer excellent UV and chemical resistance with minimal degradation over a 15–20 year service window. Bare aluminum facings, while lighter, may require protective coatings in marine or industrial environments to prevent oxide buildup that compromises joint integrity.
The critical maintenance vulnerability in any sandwich panel system is the edge and joint interface. Water infiltration at panel boundaries can degrade foam cores—particularly PU and XPS variants—through freeze-thaw cycling in cold climates. PET and PVC foam cores offer superior moisture resistance and are recommended for applications where periodic water exposure is unavoidable. Procurement specifications should explicitly require closed-cell core materials for any exterior or marine application to minimize lifecycle maintenance costs.
Maintenance cost planning should account for three recurring factors over the panel’s service life:
- Joint Resealing: Perimeter sealants typically require inspection and replacement every 8–12 years depending on UV exposure and temperature cycling severity.
- Surface Refinishing: Coated aluminum facings may need recoating every 10–15 years in high-corrosion environments. Gelcoat GRP surfaces generally require only cleaning.
- Fastener Inspection: Mechanical joints should be torque-checked after the first year of service and then every 5 years to catch any loosening from vibration or thermal cycling.
Our engineering team has tracked panel performance data across RV and truck body applications for over 15 years. The consistent finding is that initial panel quality accounts for roughly 70% of long-term maintenance outcomes. Panels produced with controlled factory conditions—consistent bond line thickness, proper adhesive curing, and verified core density—show dramatically lower delamination and edge failure rates compared to panels sourced purely on lowest unit price.
Warranty and Longevity Factors
Warranty terms for aluminum sandwich panels vary substantially across manufacturers, and the differences reveal critical information about expected product longevity. A standard industry warranty covers manufacturing defects—specifically core-skin delamination and facing material defects—for a period of 5 to 10 years. However, warranty scope differs significantly in what is actually excluded. Buyers must scrutinize exclusions related to improper installation, environmental exposure beyond specified parameters, and mechanical damage during transit or handling.
Several factors directly influence the achievable service life of composite panel installations:
- Core Material Selection: Aramid honeycomb and PMI foam cores offer the highest long-term dimensional stability, with service lives exceeding 25 years in structural applications. XPS and PU foam cores perform well but may exhibit gradual thermal drift in extreme temperature environments.
- Bond Line Integrity: The adhesive system connecting the facing to the core is the single most critical durability factor. Manufacturers using continuous production lines with controlled temperature and pressure—rather than batch bonding processes—produce more consistent bond lines with longer effective lifespans.
- Facing Thickness: Aluminum facings below 0.5mm are susceptible to denting and puncture during service, which can breach the core seal. Facings of 0.7mm and above provide substantially better impact resistance with minimal weight penalty.
When evaluating warranty claims, the documentation burden falls heavily on the buyer. Manufacturers require evidence that installation followed published guidelines, that environmental conditions remained within specified ranges, and that maintenance was performed at recommended intervals. Procurement teams should insist on receiving complete installation manuals and maintenance schedules at the point of order confirmation—not post-delivery—and should archive these documents for the full warranty period.
B2B buyers negotiating with Chinese manufacturers should pay particular attention to warranty enforcement mechanisms. A warranty is only as valuable as the supplier’s capacity and willingness to honor it. Verify that the manufacturer maintains product liability insurance, has a documented returns and claims process, and can provide references from previous buyers who have successfully navigated warranty claims. The manufacturer’s production continuity matters as well—a factory with over 15 years of operational history and a daily output exceeding 1,700 square meters demonstrates the scale and stability necessary to stand behind long-term warranty commitments.
Conclusion
Aluminum sandwich panels make sense when weight reduction matters more than absolute rigidity. For facades and partitions, foam cores like PET and PU deliver better thermal insulation per dollar. Honeycomb cores handle higher point loads and stricter fire ratings—critical for transportation flooring and industrial platforms. Solid metal still wins where zero deflection under impact is non-negotiable. For most commercial builds, sandwich construction cuts dead weight by 40-60% without compromising structural integrity.
The real cost sits in freight, installation labor, and thermal performance across a 20-year lifecycle—not the panel unit price. A cheaper panel that fails fire certification destroys your project timeline. Our engineers at Rax Panel test core configurations daily across our 1,700+ square meter production capacity, backed by 15 years of material science data across 50+ countries. Send us your project dimensions and load requirements for a technical feasibility review. We confirm which thickness and core material meets your local compliance standards before you commit.
Frequently Asked Questions
What are the main benefits of sandwich panels?
Sandwich panels offer high strength-to-weight ratios, excellent thermal and acoustic insulation, fire resistance, quick installation due to their lightness, and full impermeability to water and air.
Are sandwich panels suitable for temperature-controlled environments?
Yes, thicker sandwich panels with cores like PIR or foam provide optimum insulation and are widely used to insulate temperature-controlled spaces such as cold rooms and freezers.
Which panel type is best for heavy load applications?
Aluminum honeycomb core panels are highly strong and lightweight, making them the preferred choice for heavy load applications in aviation and transportation.