
Comparing aluminum sandwich panel specifications without understanding how core materials perform in your actual application is a fast track to project overruns. Honeycomb cores deliver compressive strength and rigidity that foam cores simply cannot match — but they command 3x to 5x the unit price. That premium makes sense for aerospace and high-end curtain wall applications. It’s wasted money on a warehouse partition. The reverse is equally destructive: a PE-core panel in a refrigerated truck fails thermal performance testing. After 15 years of manufacturing and testing at Rax Panel, the pattern is consistent. Buyers who treat core selection as a cost decision rather than an application decision always pay more in the long run.
This guide breaks down what matters when you’re comparing honeycomb vs foam core panels for commercial and industrial projects. We cover the core material comparison that most suppliers gloss over — including fire ratings, thermal values, and where each option actually makes economic sense. You’ll also find installation protocols and the mistakes that compromise panel performance after installation, drawn from field data across projects in Europe, North America, and Asia. By the end, you’ll know how to match core type to application, verify supplier certifications, and calculate true landed cost.

Table of Contents
- 1 Understanding Aluminum Sandwich Panel Construction
- 2 Core Material Types for Aluminum Sandwich Panels
- 3 Critical Specifications Before You Buy
- 4 Surface Treatments and Finish Options
- 5 Application Fields and Use Cases
- 6 Step-by-Step Aluminum Panel Installation
- 7 Common Installation Mistakes to Avoid
- 8 Cost Factors and Supplier Evaluation
- 9 Conclusion
- 10 Frequently Asked Questions
Understanding Aluminum Sandwich Panel Construction
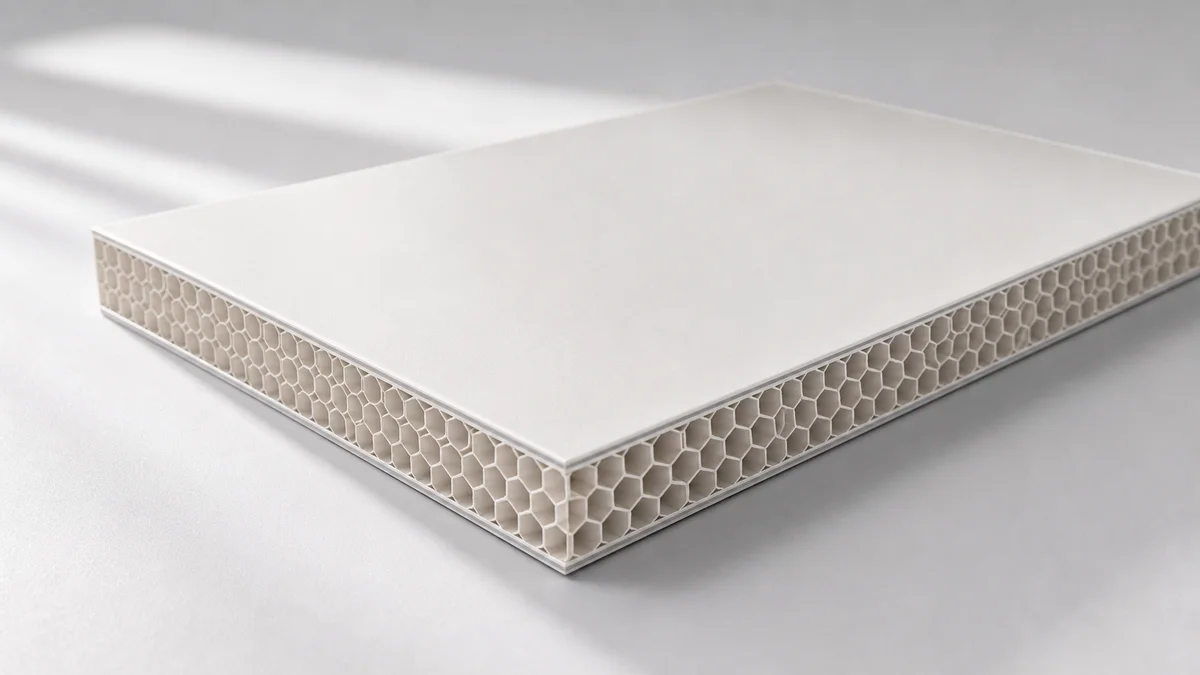
An aluminum sandwich panel is a three-layer composite: two pre-coated aluminum facings mechanically and chemically bonded to a lightweight core. The structural integrity depends entirely on that bond line.
Structure Composition and Layers
A standard aluminum sandwich panel consists of three distinct functional zones, each serving a separate engineering purpose. The two outer aluminum skins handle tensile and compressive loads, impact resistance, and weather exposure. The center core—whether foam (XPS, PET, PU, PVC), honeycomb (aluminum or PP), or mineral-based—manages shear stress, thermal insulation, and weight reduction. Between them sits the adhesive layer, which is the most critical and most frequently underspecified component in the entire assembly.
The aluminum facings themselves are not uniform. Depending on the application, manufacturers use different alloy grades and thicknesses. A typical architectural cladding panel might use 0.5mm–1.0mm aluminum sheets, while a marine or truck body panel demands thicker gauges for impact resistance. The skin material can also vary: standard aluminum, Aluzinc-coated steel, or even stainless steel for highly corrosive environments.
Core selection dictates the panel’s final performance profile more than any other single variable. Foam cores such as PET and PU provide excellent thermal insulation and are cost-effective for large-volume orders. Honeycomb cores—particularly aluminum honeycomb—deliver superior compressive strength and rigidity at a lower weight, making them the preferred choice for flooring, clean rooms, and aerospace-adjacent applications. In our production line, we run both foam-core and honeycomb-core configurations daily, and the downstream handling requirements differ significantly between the two even at the same finished panel thickness.
How Aluminum Facings Bond to Core
The bonding method changes depending on the core material. For thermoset foam cores like PU and PET, the dominant industrial process is continuous lamination. The foam is fed between two unwinding aluminum coils while a two-component polyurethane adhesive is applied to the metal surfaces. The entire stack passes through a heated press section where the adhesive cures under controlled pressure and temperature. This is a high-speed, continuous operation—our line processes over 1,700 square meters per day using this exact method.
For honeycomb cores, the process shifts to discontinuous or semi-continuous bonding. Aluminum honeycomb cannot be compressed through a roller press the way foam can. Instead, expanding the honeycomb, applying film adhesive or liquid adhesive to the facings, and curing the assembly in a flat press or autoclave produces the bond. The adhesive film used here is typically a modified epoxy or high-performance polyurethane film, chosen for its shear strength and resistance to cyclic thermal loading.
The quality of that adhesive bond determines whether a panel lasts 20 years or delaminates in two. Core delamination is the single most common failure mode in aluminum sandwich panels, and it almost always traces back to one of three causes: incorrect adhesive formulation for the operating environment, inadequate surface preparation of the aluminum skin prior to bonding, or insufficient curing parameters during lamination. When we run bonding trials for a new client specification, our engineers test peel strength and shear strength across multiple temperature cycles before approving production. Skipping that validation step is where cost-cutting becomes a liability.
Surface preparation of the aluminum facing is a non-negotiable step that many low-cost suppliers quietly downgrade. The aluminum surface must be clean, free of mill oil, and ideally chemically treated or primed to ensure adhesive wetting. Without proper surface energy on the metal, even premium adhesives will fail prematurely—often showing no visible defect during initial QC but separating under thermal cycling or vibration loads within 12 to 24 months of field service.
Core Material Types for Aluminum Sandwich Panels
The core material dictates 70% of a sandwich panel’s mechanical and thermal performance. Selecting the wrong core doesn’t just reduce efficiency—it guarantees premature failure under load.
Polyurethane (PU) Core Applications
Polyurethane foam remains one of the most thermally efficient core materials available for aluminum sandwich panels, delivering R-values typically between 5.6 and 6.5 per inch of thickness. This makes PU-core panels the dominant choice for temperature-controlled applications where thermal bridging directly impacts operating costs.
The primary demand for PU cores comes from the cold chain and specialized transport sectors. Refrigerated truck bodies, cold storage facilities, and mobile chillers rely on PU’s fine closed-cell structure to maintain consistent internal temperatures with minimal energy input. In our production line at Rax Panel, PU-core aluminum sandwich panels consistently rank as the most requested configuration for CKD refrigerated truck kits shipped to distributors in Southeast Asia and the Middle East.
Beyond thermal performance, PU offers strong adhesive compatibility with aluminum facings when processed through continuous laminating lines. However, B2B buyers should note that PU cores have moderate fire resistance compared to mineral alternatives. For projects requiring both insulation and stricter fire compliance, hybrid solutions combining PU with fire-retardant additives often provide a workable middle ground without sacrificing thermal efficiency.
Mineral Wool Fire-Rated Cores
When a project specification demands verified fire resistance, mineral wool (rock wool) cores are the non-negotiable standard. Unlike foam-based cores, mineral wool is inherently non-combustible, withstanding temperatures exceeding 1,000°C without contributing fuel to a fire. This characteristic makes it the mandated core material for many commercial building facades, public transit stations, and industrial facilities with strict fire codes.
The trade-off is weight and rigidity handling. Mineral wool cores are significantly denser than foam alternatives, which increases both the structural load on support systems and the freight costs per square meter. Additionally, mineral wool is more brittle during handling—improper packing or fork-lift operations during loading can crush edges, leading to rejection upon delivery. Our logistics team at Rax Panel addresses this by using reinforced corner protection and custom pallet configurations specifically for mineral wool panel shipments, a detail distributors should verify with any supplier before committing to bulk orders.
Aluminum Honeycomb Core Benefits
Aluminum honeycomb cores deliver the highest strength-to-weight ratio among commercially available sandwich panel cores. The hexagonal cell structure mimics natural engineering found in beehives, distributing compressive and shear forces across a vast geometric network while using minimal material. For applications where weight reduction is a structural requirement rather than a preference—such as subway car interiors, aerospace components, and marine bulkheads—aluminum honeycomb is the definitive choice.
The key advantages of aluminum honeycomb cores include:
- Compression strength: Withstands high point loads without permanent deformation, making it suitable for flooring and walkable roof panels.
- Shear resistance: The bonded cell walls transfer lateral forces efficiently, preventing panel delamination under wind or vibration loads.
- Dimensional stability: Unlike some foam cores that creep under sustained load, aluminum honeycomb maintains its thickness and flatness over decades of service.
- Recyclability: At end-of-life, both the aluminum facings and the honeycomb core can be fully recycled, supporting sustainability targets for large-scale projects.
The primary limitation is cost. Aluminum honeycomb tooling and core expansion processes are more expensive than foam extrusion, resulting in a higher per-square-meter price. For projects where extreme flatness and compressive strength are not critical, corrugated aluminum cores offer a cost-effective alternative that still outperforms foam in structural rigidity. Our engineering team at Rax Panel frequently runs comparative testing between honeycomb and corrugated configurations to help clients pinpoint where the performance premium is justified and where it represents unnecessary over-specification.
EPS Foam Core Limitations
Expanded Polystyrene (EPS) foam cores occupy the budget tier of the sandwich panel market. They offer basic thermal insulation at the lowest material cost, which makes them attractive for price-sensitive projects such as temporary structures, agricultural buildings, and non-climate-controlled warehouses. However, B2B buyers must weigh this cost advantage against several well-documented performance constraints.
The most critical limitation is fire behavior. Standard EPS melts and drips when exposed to temperatures above 100°C and will ignite if exposed to direct flame, producing dense toxic smoke. Even with flame-retardant grades, EPS cores cannot achieve the fire ratings required for public buildings, high-rise facades, or transportation applications without additional protective barriers that further complicate the panel system.
EPS also has lower compressive strength compared to PU, XPS, or PET cores. Under sustained loads, EPS can experience creep—gradual compression that reduces panel thickness and compromises both structural clearance and thermal performance over time. For any application with permanent dead loads (such as roof-mounted equipment or vehicle flooring), this creep factor introduces long-term risk that offsets the initial savings. From a distributor’s perspective, EPS panels also face increasing regulatory scrutiny in export markets, particularly in Europe, where evolving building energy and fire codes are progressively disqualifying basic EPS cores from compliant construction projects.
| Core Material | Type | Key Properties | Best Application |
|---|---|---|---|
| XPS Foam | Extruded Polystyrene Foam | Lightweight, waterproof, thermally insulated | RV walls, building cladding, roofing |
| PET Foam | Polyethylene Terephthalate Foam | High strength-to-weight ratio, recyclable, dimensionally stable | Marine vessels, truck bodies, industrial equipment |
| PU Foam | Polyurethane Foam | Superior thermal insulation, fire resistant options available | Refrigerated trucks, cold storage facilities |
| PVC Foam | Polyvinyl Chloride Foam | Excellent corrosion resistance, waterproof, fire retardant | Marine applications, chemical processing plants |
| PMI Foam | Polymethacrylimide Foam | Ultra-lightweight, highest mechanical strength among foams | Aerospace, high-performance transportation |
| Aluminum Honeycomb | Metallic Honeycomb Structure | Exceptional rigidity, fireproof, maximum compressive strength | Exterior wall cladding, architectural facades |
| PP Honeycomb | Polypropylene Honeycomb | Impact resistant, cost-effective, excellent fatigue resistance | RV flooring, dry freight truck bodies |
| Aramid Honeycomb | Aramid Fiber Honeycomb | Extreme heat resistance, superior fire performance, ultra-light | Aviation interiors, defense applications |
Critical Specifications Before You Buy
Specifying aluminum sandwich panels without locking down alloy grade, thickness tolerances, and fire certifications first is the fastest way to blow a project budget and invite liability claims.
Aluminum Grade Selection (1050–5083)
The alloy used for the facing skins dictates everything from formability during production to long-term corrosion resistance in the field. Selecting the wrong grade for the application environment is a primary driver of premature failure and warranty disputes. Distributors serving coastal or marine markets must pay particular attention here, as Grade 1050 skins will not survive saltwater exposure without rapid degradation.
- 1050/1060 Series: Commercially pure aluminum. Offers excellent formability and corrosion resistance for interior decorative panels, but low tensile strength limits use in structural or high-impact applications.
- 3003/3004 Series: Manganese-alloyed. The workhorse for standard architectural facades and roofing. Provides a solid balance of moderate strength, formability, and cost efficiency.
- 5005/5052 Series: Magnesium-alloyed. Delivers superior corrosion resistance and tensile strength. Ideal for exterior wall cladding in humid or industrial environments where surface integrity is critical.
- 5083 Series: The marine-grade standard. High magnesium content provides exceptional resistance to saltwater and industrial chemicals. Specified for vessel interiors, offshore structures, and refrigerated truck bodies.
In our production facility, we routinely run dual-grade specification orders for buyers who need 5052 exteriors with 3003 interiors on the same container load. This split-grade approach optimizes cost without sacrificing performance where it matters. Buyers should confirm that the mill certificates match the agreed alloy before production begins, as grade substitution is a known quality issue in the supply chain.
Panel Thickness and Dimensions
Panel thickness is where most specification errors occur, creating a lose-lose scenario for the buyer. Overspecifying thickness directly increases material costs and reduces freight efficiency, while underspecifying leads to panel deflection, structural cracking, and compromised substrate stability. The correct thickness must be calculated against the panel span, expected loads, and the specific core material density.
Standard aluminum sandwich panels range from 4mm total thickness for interior decorative applications up to 50mm or more for insulated roofing and cold storage walls. The facing skin thickness itself typically falls between 0.3mm and 1.0mm per side. Thinner skins reduce weight but are far more susceptible to denting during handling and installation. For large-scale distribution, we strongly advise buyers to standardize on a minimum 0.5mm skin thickness to minimize transit damage claims.
Width is generally standardized at 1000mm or 1220mm to optimize container loading, with custom widths available for specific project requirements. Length is where freight efficiency is won or lost. Panels exceeding 6 meters often require flat-rack containers rather than standard dry containers, which can double your per-square-meter landed freight cost.
Thermal Insulation R-Values
The thermal performance of an aluminum sandwich panel is overwhelmingly determined by the core material, not the aluminum facings. Aluminum itself is highly conductive, so the insulation value comes entirely from what sits between the skins. Specifying the wrong core for the thermal requirement forces the end user to add secondary insulation, erasing the panel’s cost advantage.
- PU (Polyurethane) Core: Highest thermal resistance per millimeter of thickness. Typically achieves R-values of 1.0 to 1.2 per inch. The standard choice for cold storage, refrigerated trucks, and climate-controlled environments.
- XPS (Extruded Polystyrene) Core: Strong moisture resistance with consistent R-values around 0.9 to 1.0 per inch. Suitable for wall panels in moderately insulated structures.
- PET Core: Environmentally preferable with good thermal properties. Increasingly specified in European markets where recyclability requirements are stringent.
- Mineral Wool/Rockwool Core: Lower thermal resistance than foam cores but provides the fire rating that foam cannot. Used where fire safety compliance supersedes insulation priority.
Our engineering team calculates precise R-values for each custom configuration based on core density and thickness, not generic textbook averages. Buyers should request the specific thermal conductivity test data for their exact panel build rather than relying on broad material averages, as manufacturing variables like cell structure density in PU cores can shift performance by 10 to 15 percent.
Fire Safety Compliance Standards
Fire certification is the single most critical compliance checkpoint for B2B buyers, and the area where shortcuts cause the most catastrophic liability. International markets enforce radically different fire safety standards, and a panel certified to one region’s requirements will not automatically pass in another. Importers must verify compliance against the specific destination market before committing to a production run.
- Europe (EN 13501-1): The benchmark for EU projects. Classifies panels from A1 (non-combustible) through B, C, D, E, to F (no performance determined). Mineral wool core panels achieve A2 ratings, while standard foam cores typically achieve B through D depending on fire retardant additives.
- United States (ASTM E84): Measures flame spread index and smoke development. Class A requires a flame spread index of 25 or less. NFPA 285 evaluates full-assembly fire propagation for multi-story buildings.
- Middle East/GCC: Often references both EN standards and local civil defense codes, which can mandate A2 or higher for high-rise cladding following regional fire incidents.
- Asia-Pacific: Varies significantly by country. Japan, South Korea, and Australia maintain stringent codes, while Southeast Asian markets may accept lower classifications depending on building type.
We provide third-party fire test reports from accredited laboratories with every shipment, and our engineers can adjust core formulations to meet specific target ratings. Buyers sourcing panels for projects in the GCC or EU should explicitly request EN 13501-1 Class B or A2 certification documentation before confirming orders. Relying on supplier verbal assurances on fire ratings is a liability transfer that no distributor should accept.
One frequently overlooked consideration is the sustainability profile of aluminum sandwich panels at end-of-life. Both the aluminum facings and certain core materials, particularly PET and aluminum honeycomb, are fully recyclable. For distributors serving European and North American markets where environmental compliance increasingly dictates material procurement, specifying recyclable core options provides a competitive advantage in project bidding and aligns with green building certification frameworks.
| Specification Category | Details | Key Consideration |
|---|---|---|
| Panel Core Options | XPS, PET, PU, PVC, PMI, EPP, MPP Foam; PP/Aluminum/Aramid/Carbon Fiber Honeycomb | Match core to thermal load, weight limits, and structural span requirements |
| Facing/Skin Materials | Aluminum, Steel, Stainless Steel, GRP/FRP, CFRT, ACP, PVC, Plywood, Aluzinc | Verify skin grade matches environmental exposure and corrosion resistance needs |
| Thickness & Rigidity Range | Custom thickness per project; optimized for substrate flatness and fastener patterns | Overspecifying increases cost and freight; underspecifying causes deflection and cracking |
| Adhesive & Bonding Quality | Marine-grade adhesive systems with experimental validation to data standards | Require adhesive grade documentation to prevent core delamination failures |
| Fire Safety Compliance | Available fire-rated cores and skins for stringent building codes | Request international fire certification documentation before order confirmation |
| Thermal & Waterproof Performance | Engineered for thermal insulation and waterproofing across all foam core variants | Confirm R-value and waterproofing test data for your climate zone |
| Daily Production Capacity | Over 1,700 sqm per day on advanced composite panel production line | Ensures bulk order timelines are met for multi-project pipelines |
| Quality Consistency | 15+ years experience; rigorous experimental testing per batch | Request batch documentation for repeat orders to ensure specification matching |
| Packaging & Logistics | Container-optimized pallet loading with corner damage protection | Confirm packaging specs and container-loading assumptions to avoid hidden freight costs |
| Customization Capabilities | Engineer-led tailoring of core/skin combinations to specific project data standards | Leverage custom solutions to optimize cost-performance rather than defaulting to stock panels |
| Recyclability & Sustainability | Aluminum and thermoplastic options offering recyclable end-of-life solutions | Verify recycled content percentages and recyclability claims with documentation |
| Global Certification Support | Compliance documentation for 50+ countries across Europe, Americas, Asia, Middle East | Confirm your destination market certifications are included before committing |
| Lifespan Expectancy | Designed for demanding conditions; lifespan varies by facing and core selection | Request lifecycle data and maintenance guidelines specific to your application |
| International Sales Support | 24-hour one-to-one multilingual service (English, French, Russian, Japanese, Korean) | Utilize design, cost optimization, and logistics risk mitigation support pre-purchase |
| Application-Specific Engineering | Dedicated solutions for RV, truck bodies, mobile homes, vessels, construction, industrial | Specify end-use application early so engineers can optimize panel configuration |
| Installation Guidance | Professional installation guides and design solutions provided with orders | Review fastener patterns and joint details pre-installation to avoid common mounting errors |
Surface Treatments and Finish Options
The finish system you specify dictates warranty exposure, maintenance liability, and whether your panels look salvageable after 10 years of UV bombardment. Choose wrong, and the cheapest line item becomes the most expensive callback.
PVDF Coating Performance
70% PVDF (polyvinylidene fluoride) resin coatings remain the recognized benchmark for exterior architectural aluminum applications. This isn’t marketing consensus—it’s a performance reality backed by decades of accelerated weathering data. PVDF formulations containing a minimum of 70% PVDF resin deliver exceptional resistance to UV radiation, chalking, fading, and chemical exposure. For distributors supplying coastal or high-UV regions, this coating type is non-negotiable if you want to avoid warranty claims that erode your margins.
The critical factor buyers routinely miss is application method. Coil coating—the continuous, factory-controlled process where coating is applied to flat aluminum coil before fabrication—ensures consistent film thickness and adhesion. Sprayed or roll-coated alternatives applied post-fabrication introduce variability that shows up as premature peeling or color inconsistency across large facade areas. In our production line, we mandate coil coating for all PVDF-specified orders because the quality control parameters (line speed, oven temperature, film weight) are locked in and repeatable across batches.
- UV Resistance: Retains color and gloss integrity for 20+ years in standard exterior exposure.
- Chalking Resistance: Minimal surface degradation even under intense solar radiation.
- Chemical Resistance: Withstands acid rain, salt spray, and airborne pollutants common in industrial and marine environments.
- Color Range Limitation: PVDF has a narrower color palette compared to PE coatings; metallic and deep-gloss finishes require FEVE alternatives at higher cost.
For B2B buyers managing multi-project pipelines, the key specification to verify is the exact PVDF resin percentage. Some suppliers market “PVDF coatings” at 30–50% resin content—these degrade significantly faster. Demand mill test certificates or coating manufacturer documentation confirming the 70% threshold before committing to bulk orders.
PE Coating for Cost Efficiency
Polyester (PE) coatings serve a legitimate role in the market—but only when specifiers honestly match them to appropriate applications. PE finishes cost 20–35% less than PVDF at the coating level, making them attractive for interior wall cladding, ceiling panels, signage, and short-lifecycle installations where UV exposure is minimal or controlled. The risk emerges when PE-coated panels get substituted into exterior projects to cut upfront costs.
PE coatings typically begin showing visible fading and chalking within 5–7 years under direct exterior exposure, depending on climate severity. In high-UV regions like the Middle East or Southeast Asia, that timeline compresses further. For a distributor, this creates a liability gap: the project looks good at handover, but the client associates premature degradation with your brand, not the coating chemistry they negotiated down on.
- Best Fit: Interior applications, controlled environments, temporary structures, and decorative panels shielded from direct weather.
- Color Flexibility: Wider color range and better metallic/gloss finish options than PVDF at lower cost.
- Exterior Risk: Accelerated chalking, color shift, and gloss loss within 5–7 years in exposed conditions.
Our recommendation to wholesale partners is straightforward: use PE for interior and sheltered applications where it performs well and preserves margin. For any project with exterior exposure requirements, spec PVDF as the minimum. The unit-price difference is negligible compared to the replacement and reputational cost of a failed facade finish.
Anodized Aluminum Finishes
Anodizing operates on a fundamentally different principle than paint-based coatings. The process electrochemically thickens the natural oxide layer on the aluminum surface, creating a hard, metallic finish that is integral to the substrate rather than applied on top of it. This means no peeling, no chipping, and no risk of delamination between the coating and the aluminum facing—a genuine advantage for high-traffic or mechanically demanding installations.
However, anodized finishes come with constraints that directly impact procurement decisions. Color consistency is the primary challenge. The anodizing process responds to variations in the aluminum alloy composition, meaning even minor differences in the base metal can produce visible shade variation across batches. For large-scale facade projects requiring panel-to-panel uniformity, this introduces a quality control burden that paint-based systems avoid. Additionally, the color palette is limited—mostly metallic silver, bronze, black, and champagne tones. Custom colors are not achievable through anodizing alone.
- Substrate Integration: The oxide layer is part of the aluminum itself—no adhesive interface to fail.
- Wear Resistance: Hard anodized surfaces exceed the abrasion resistance of PVDF or PE coatings, suitable for high-contact applications.
- Color Consistency Risk: Batch-to-batch shade variation is inherent to the process; critical for large facades requiring visual uniformity.
- Limited Palette: Only natural metallic tones available; no bright or custom colors.
From a sourcing perspective, if your client insists on anodized finishes for a large facade, require the supplier to use aluminum coil from a single cast lot and process all panels in one anodizing batch. Split batches are where the visible inconsistencies appear. We’ve seen distributors absorb replacement costs because panels from two separate anodizing runs looked like different finishes once installed side by side under natural light. Specify this in your purchase contract upfront—it’s a detail most buyers learn about only after the problem surfaces on-site.
Application Fields and Use Cases
Aluminum sandwich panels serve four dominant application sectors where the intersection of weight, structural rigidity, and environmental sealing determines project success or failure.
High-Rise Building Facades
In curtain wall and ventilated facade systems for structures exceeding 40 meters, the skin material must resist sustained wind pressure differential without permanent deflection. Aluminum composite panels—typically configured with ACP facings over PET or mineral-filled cores—provide the flatness tolerance required for large-format cladding while keeping dead load on the supporting structure well below that of solid aluminum sheet at equivalent gauge.
The critical specification point for facade applications is the panel-to-panel joint design. Rainscreen systems rely on a deliberate pressure-equalized cavity behind the cladding. If the panel manufacturer cannot hold consistent thickness across a production run—variation exceeding ±0.3mm on a 4mm total thickness panel—the joint width fluctuates visually and the sealant bond line becomes unreliable. Our production line maintains tolerance within ±0.15mm on standard ACP foam core panels, which eliminates this field-level defect pattern that routinely triggers callback claims on high-rise projects.
Fire compliance remains the non-negotiable gatekeeper for facade approval in most jurisdictions. Distributors supplying European markets must verify that the panel system—not just the core material in isolation—holds a valid classification report to EN 13501-1 at the required level (typically A2 or B for buildings above 18 meters). Request the full system test report, not a material data sheet, before committing inventory to a facade project.
Roofing Systems
Aluminum sandwich roof panels operate under harsher mechanical stress than wall panels. They carry live loads from maintenance traffic, accumulate standing water during drain blockages, and experience the widest thermal cycling range on any building envelope surface. A roof panel that performs adequately at 20°C ambient may exhibit fastener hole elongation and core micro-cracking after repeated cycles between -15°C and +70°C surface temperature.
For industrial and commercial roofing spans up to 4 meters, a PU or XPS foam core paired with 0.7mm aluminum skins delivers a workable balance of stiffness and thermal resistance. The R-value of the core must be calculated at the minimum installed thickness—after any compression at fastener points—not the nominal thickness. Compressed core at mechanical fastening locations creates thermal bridges that undermine the stated insulation performance by 10-15% in real-world conditions.
We specify PVC or PET foam cores for roofing applications where long-term moisture exposure is a known risk factor. Unlike PU, these closed-cell structures do not absorb water through cut edges or fastener penetrations, preventing the progressive R-value degradation that plagues foam-insulated roofs after 8-10 years of service in humid climates.
Cold Storage and Refrigeration
Cold chain facilities impose a unique triad of demands on panel systems: sustained vapor drive from the warm exterior face toward the frozen interior, repeated thermal shock during door cycles, and strict hygiene requirements for food-contact environments. PIR and PU core panels are the standard specification here, but the core material alone does not determine system performance.
The concealed fastener joint system determines whether a cold storage panel wall maintains its thermal envelope after five years of forklift impacts and thermal cycling. Cam-lock connecting systems with integrated tongue-and-groove seals outperform exposed-fastener detailing in blast freezer applications where interior surface temperatures reach -35°C. Any gap in the vapor barrier at the joint allows moisture ingress into the core, initiating freeze-thaw damage that is invisible until the panel’s exterior skin shows corrosion staining.
Refrigerated truck body construction follows similar principles but with tighter weight constraints. In CKD refrigerated truck kits we supply, the panel thickness is optimized to the specific thermal class of the vehicle—frozen, chilled, or ambient—with the understanding that every millimeter of core thickness adds weight that reduces payload capacity. Our engineering team runs thermal modeling against the specified duty cycle before finalizing the core grade and thickness recommendation.
Industrial Clean Rooms
Pharmaceutical, semiconductor, and food processing clean rooms require wall and ceiling systems that shed no particulates, withstand aggressive chemical cleaning agents, and maintain surface integrity under daily sanitation protocols. Aluminum sandwich panels with smooth, non-porous facing skins meet these requirements when properly specified, but the distinction between a panel that looks clean and one that is functionally clean-rated is determined by three factors.
- Surface porosity: PVDF or gelcoat-finished FRP skins provide a continuous surface with no micro-voids that trap contaminants, unlike untreated aluminum which develops oxide pitting under repeated alkaline wash-downs.
- Joint flushness: Silicone-based sealants at panel joints must be specified for the actual cleaning chemicals used. Generic construction sealants degrade under isopropyl alcohol or hydrogen peroxide vapor used in pharma clean rooms.
- Core outgassing: In ISO Class 5 and cleaner environments, the core material must not emit volatile organic compounds at rates that compromise air quality certification. PET and PMI foam cores exhibit substantially lower outgassing than PU at equivalent temperatures.
For distributors targeting clean room projects, the documentation package matters as much as the physical panel. Buyers will request material traceability, surface particulate test data, and chemical resistance charts for the facing finish. Providing this documentation as a standard deliverable with each shipment—rather than scrambling to compile it after the fact—shortens the approval cycle and positions you as a specification-grade supplier rather than a commodity source.
Step-by-Step Aluminum Panel Installation
Successful aluminum sandwich panel installation relies on sub-structural precision and correct fastener torque to prevent core crushing. A perfectly manufactured panel will underperform if the receiving frame is warped or thermal expansion is restricted.
Support Structure Preparation
The performance of an aluminum composite panel is directly limited by the flatness and rigidity of its supporting framework. Before placing the first panel, the grid—typically constructed from aluminum extrusions or galvanized steel—must be completely plumb and level. Any deviation greater than 2mm over a 3-meter span will force mechanical stress onto the panel facings, potentially causing localized buckling or dimpling under wind loads.
During prep, ensure all structural members are clean and free of mill scale or oxidation. We advise our B2B clients to verify the spacing of the sub-grid against the specific span rating of the panel core being used. For instance, a foam core panel like our PET or PU variants requires closer support spacing than a rigid aluminum honeycomb core to prevent deflection between the fastening points.
Fastener Selection and Spacing
Choosing the wrong fastener is a primary catalyst for galvanic corrosion and core delamination. Installers must use 300-series stainless steel screws or specialized aluminum-compatible rivets with integrated weather seals. Carbon steel fasteners must be strictly avoided, as they will react with the aluminum facing and compromise the structural bond.
Fastener spacing dictates the panel’s resistance to wind uplift and suction. Standard engineering practice requires fasteners at every structural support intersection. At Rax Panel, our engineering team provides specific fastener layouts tailored to the project’s wind load data, but general baseline parameters apply to standard facade and roofing installations:
- Edge Distance: Maintain a minimum distance of 2.5 times the fastener diameter from the panel edge to prevent shear blowouts.
- Field Spacing: Typically 300mm to 400mm along the perimeter supports, and 500mm to 600mm on internal grid members.
- Hole Clearance: Pre-drill oversized holes (1.5mm to 2mm larger than the screw shank) in the aluminum facing. This allows the panel to expand and contract thermally without the fastener head tearing the skin.
Joint Sealing and Weatherproofing
Joint design must accommodate both thermal movement and moisture migration. Aluminum sandwich panels expand and contract with temperature fluctuations, meaning butt joints must remain open enough to accept movement without compressing the sealant. The joint width should generally be calculated at 1/320 of the panel length, with a minimum width of 10mm.
Before applying sealant, a closed-cell backer rod must be inserted to control sealant depth and prevent three-sided adhesion. Use only high-modulus structural silicone or specialized polyurethane sealants that adhere to aluminum coatings. EPDM or rubber gaskets can be utilized in rainscreen configurations, but they require precise compression to maintain a watertight barrier without crushing the core material.
Quality Inspection Checkpoints
A rigorous inspection protocol during installation prevents systemic failures that are expensive to remediate post-completion. Site supervisors should verify critical mechanical and aesthetic parameters at three distinct stages: post-framework completion, post-fastening, and post-sealing.
Visually inspect every panel immediately after fixing to ensure the flat surface is not oil-canning or reflecting internal stresses. Check the torque on a sample of fasteners to confirm they are securing the panel tightly against the structure but not crushing the composite core. Finally, inspect the sealant joints for continuous fill, proper adhesion to the aluminum substrate, and the absence of air bubbles.
Common Installation Mistakes to Avoid
Over 60% of aluminum sandwich panel failures trace back to three avoidable installation errors: incorrect fastener torque, ignored thermal expansion, and compromised moisture barriers.
Improper Fastener Torque
Fastener torque is rarely given the attention it deserves on job sites. Under-torquing leaves panels vulnerable to wind uplift and vibration fatigue, while over-torquing crushes the core material—creating a permanent deformation point that compromises both structural integrity and thermal performance.
This issue becomes particularly acute with foam core panels (XPS, PET, PU, PVC). A technician applying standard steel-fixing force to an aluminum-faced foam core panel will dimple the facing and compress the core beneath the washer. Once that foam compresses, it does not recover. You now have a localized cold bridge and a weak point in the building envelope.
In our facility, we test fastener performance specific to each panel configuration before shipping. We provide torque specifications calibrated to the exact facing thickness and core density of your order. Ignoring these specs because “it’s just a screw” is the fastest way to trigger warranty disputes and callback expenses.
- Under-torquing symptoms: Rattling panels under wind load, progressive joint separation, water infiltration at fastener points.
- Over-torquing symptoms: Visible facing depression, core crush detected by thermal imaging, fastener head sitting below flush.
- Prevention: Use calibrated torque drivers, not impact wrenches. Follow manufacturer-specific values for each panel SKU.
Thermal Expansion Gaps Ignored
Aluminum expands at roughly 23 × 10⁻⁶ per degree Celsius. Across a 3-meter panel span with a 60°C temperature differential (common in exterior applications), that equates to over 4mm of linear movement. Installers who butt panels tight without expansion joints are building a buckling failure into the structure.
The consequences are not always immediate. The panel may look perfect at installation temperature. But seasonal cycling will generate enormous compressive forces at joints, forcing sealant displacement, fastener shear, and eventual panel distortion. In cold storage applications using PU-core panels, the temperature differential between the insulated interior and sun-exposed exterior amplifies this effect dramatically.
Our engineering team calculates expected expansion ranges based on the project’s climate data and panel dimensions. We provide joint spacing recommendations with every order. Skipping this step to save time on alignment is a textbook false economy.
Moisture Barrier Failures
Moisture ingress is the silent killer of sandwich panel systems. The failure rarely happens at the panel surface—it happens at joints, penetrations, and perimeter details where the continuous weather seal is broken. Butyl tape and sealant work only when applied to clean, dry surfaces at correct temperatures.
A common field mistake is applying butyl caulk in cold or damp conditions. The sealant never achieves proper adhesion, and the first wind-driven rain finds the gap. By the time the leak is detected, moisture has traveled laterally through the joint system, potentially saturating the core material at multiple points.
For foam core panels, moisture trapped against the core reduces thermal performance and, in freeze-thaw climates, causes progressive delamination. Honeycomb core panels are even more vulnerable—once water enters the open cell structure, drainage is extremely difficult. We have seen cases where a single unsealed penetration required full panel replacement on an entire wall section.
- Storage errors: Panels stacked without protective covering, allowing UV degradation of protective films and edge moisture absorption before installation begins.
- Sealant incompatibility: Using non-butyl sealants or mixing sealant types at joints creates adhesion failures that appear months later.
- Penetration sealing: Every fastener, pipe, and conduit penetration needs dedicated sealing with compatible flashing—this is where 80% of moisture barrier breaches originate.
Cost Factors and Supplier Evaluation
The unit price on a quotation is a fraction of the real cost. Landed cost, adhesive integrity over time, and certification validity determine whether a supplier relationship survives past the first container.
Price Drivers for Aluminum Sandwich Panels
Aluminum composite panel pricing is not arbitrary—it is driven by three structural cost components that a buyer can audit before placing an order. Understanding these levers allows procurement teams to identify where legitimate cost savings exist and where a supplier is simply cutting corners.
The first and most volatile driver is the aluminum alloy grade and facing thickness. A panel skinned with 0.5mm 3003-series aluminum will land at a significantly different price point than one using 0.8mm 5052-grade marine aluminum. The alloy itself dictates both the raw material cost and the forming complexity. When a quotation looks unusually aggressive, the facing gauge and grade are the first two lines to verify.
The second driver is the core material selection and its density profile. Polyethylene (PE) cores are the most economical, while fire-rated mineral wool, aluminum honeycomb, and specialized structural foams like PMI or PVC each command different price tiers. A supplier quoting a “foam core panel” without specifying the exact foam density is leaving the door open for substitution.
The third major driver is surface treatment and coating longevity. PE (polyester) coatings are cost-efficient for interior or short-term applications. PVDF (polyvinylidene fluoride) coatings add measurable cost but are engineered for exterior facades where UV exposure and weathering resistance are non-negotiable. Anodized finishes sit at the premium end, offering both aesthetic consistency and surface hardness.
Beyond material inputs, production volume and customization complexity directly shift pricing. Standard sizes and colors run continuously on the line, keeping unit costs stable. Custom dimensions, non-standard core combinations, or project-specific fire ratings require line changeovers and dedicated engineering time—each adding to the final figure.
Total Cost of Ownership vs. Initial Unit Price
Focusing solely on the per-square-meter price is one of the most expensive mistakes a procurement team can make. The total cost of ownership (TCO) for aluminum sandwich panels includes several layers that are often ignored during the initial bidding phase—and they can dwarf the difference between a low quote and a high one.
- Freight and Packaging Efficiency: Panels that arrive dented or with edge damage due to inadequate corner protection create immediate replacement costs and project delays. A supplier who invests in reinforced pallets and container-optimized packing reduces the landed defect rate substantially. We factor this into every shipment leaving our facility because the cost of a replacement container falls entirely on the relationship.
- Adhesive and Bonding Quality: The adhesive system bonding the aluminum skins to the core determines whether a panel survives thermal cycling, moisture ingress, and structural load over decades. Suppliers who substitute specified marine-grade or structural adhesives with cheaper indoor-grade alternatives create a hidden defect that does not surface until installation—or worse, years into service life. Core delamination forces total panel replacement, not repair.
- Specification Consistency Across Orders: For distributors managing multi-project pipelines, repeatability is critical. A supplier who delivers 0.5mm skins on the first container and 0.45mm on the third creates compliance problems that cascade through engineering approvals and site inspections.
- Warranty and Technical Support: A panel that fails in year four without manufacturer backing becomes the distributor’s liability. The cost of warranty coverage and responsive technical support is embedded in the pricing of a responsible manufacturer—but it is invisible on a spreadsheet comparing unit prices.
In our experience working with distributors across Europe and North America, the buyers who sustain profitable operations are those who evaluate landed cost plus risk exposure, not the ones who chase the lowest number on a proforma invoice.
Certifications to Verify from Manufacturers
A supplier’s certification portfolio is the only objective evidence that their panels will perform as specified. Verbal assurances mean nothing on a job site when an inspector requests documentation. The following certifications should be confirmed before committing to a bulk order, and reconfirmed periodically for ongoing supply agreements.
- ISO 9001 (Quality Management): This is the baseline. It indicates the manufacturer operates a documented quality management system. Absence of ISO 9001 is a disqualifier for most large-scale commercial projects.
- Fire Safety Certifications: Depending on the target market, verify compliance with standards such as EN 13501-1 (Europe), ASTM E84 or NFPA 285 (North America), or GB/T 8624 (China). Fire ratings are non-negotiable for exterior wall cladding, and the specific core formulation must match the tested configuration—substituting the core invalidates the certificate.
- SGS or Third-Party Test Reports: Independent laboratory reports for mechanical properties, deflection under load, thermal conductivity, and bond strength provide verification that the manufacturer’s in-house data is accurate. Request reports dated within the last 12 months.
- CE Marking (for European Markets): Required for construction products sold in the EU. Confirm that the CE marking covers the specific product variant being purchased, not just a similar product in the supplier’s catalog.
Certifications are not decorative badges for a supplier’s website. They represent documented proof that a specific panel configuration, produced on a specific production line, passed a specific set of tests. Our engineering team maintains current documentation for all major international standards precisely because our global distributor network cannot afford gaps in compliance when their own clients’ projects are on the line.
A practical verification step: ask the supplier to provide the exact test report for the panel configuration you are ordering. If the certificate covers a 4mm panel with a PE core and you are ordering a 6mm panel with a fire-rated mineral wool core, that certificate does not apply. The supplier must have tested the configuration you are buying, or the certification is irrelevant to your project’s compliance obligations.
| Evaluation Criteria | Key Metrics | Cost Impact |
|---|---|---|
| Manufacturing Experience | 15+ years industry experience | Reduces defect-related replacement costs |
| Production Capacity | 1,700+ sqm daily output | Enables competitive bulk pricing |
| Customization Capability | Engineered testing per project specs | Prevents over-specifying material expenses |
| Quality Consistency | Strict documentation across repeat orders | Eliminates hidden delamination failure risks |
| Global Supply Chain | 50+ countries long-term partnerships | Stable pricing across multi-project pipelines |
| Logistics Optimization | Container loading and packaging design | Minimizes freight damage and shipping waste |
| International Support | 24-hour multilingual 1-on-1 service | Reduces communication delays and errors |
| Technical Guidance | Installation manuals and design solutions | Lowers on-site labor and correction costs |
Conclusion
Selecting the correct core dictates whether your cladding survives a fire or maintains a strict thermal envelope. Polyurethane and PET foam cores deliver excellent insulation for refrigerated trucks and cold storage without destroying freight efficiency. When a high-rise facade demands strict fire compliance, mineral wool or aluminum honeycomb cores become mandatory. The right choice depends entirely on structural loads and local building codes.
Specifying exact thickness prevents expensive thermal expansion failures during installation. Our engineers at Rax Panel run rigorous physical tests to match custom core combinations to your exact project requirements, ensuring you optimize total ownership cost rather than chasing a low unit price. Backed by 15 years of manufacturing experience, we support global distributors across 50 countries. Send your project dimensions to our technical team for a zero-obligation feasibility review and precise thickness assessment.
Frequently Asked Questions
How much do aluminum sandwich panels weigh?
They typically weigh between 8 and 14 kilograms per square meter, offering an excellent strength-to-weight ratio for high-rise applications.
Which core material offers the best fire resistance?
Rock wool cores provide Class B1 fire resistance, making them ideal for meeting the strict safety standards required in high-rise buildings.
What is the most cost-effective aluminum sandwich panel?
Aluminum corrugated core panels are a highly cost-effective alternative to honeycomb cores, widely used for roof panels and vehicle side panels.
Which aluminum alloys are used for sandwich panels?
Commonly used aluminum alloys include AA3003, AA5005, 5052, 6061, 6082, and 7075, depending on the specific structural requirements.
What are aluminum foam sandwich panels used for?
Featuring an aluminum foam core, these panels are used in aerospace, military, and automotive sectors for superior sound, energy, and shock absorption.