
Most procurement engineers treat the sandwich panel core as just another line item on the spec sheet. That oversight leads to delamination under sustained vibration or complete thermal test failures down the line. The core does not merely fill space between face sheets. It carries the shear load and dictates whether your final assembly meets weight targets or fails regulatory stress tests. Rax Panel’s fifteen-year manufacturing data shows that switching to a high-density transportation-grade core reliably cuts vehicle curb weight by ten percent without sacrificing flexural modulus. You select the wrong material for your operating climate, and you will absorb replacement costs through premature warranty claims.
This guide cuts through the marketing fluff and walks you through the actual engineering trade-offs that separate reliable assemblies from early failures. We compare thermal conductivity metrics across common materials, break down the fire rating compromises between rigid foams and mineral wool, and map out how to assess condensation risks before panels ever leave the factory floor. You will finish with a clear framework for calculating true lifecycle costs instead of chasing the lowest upfront unit price.
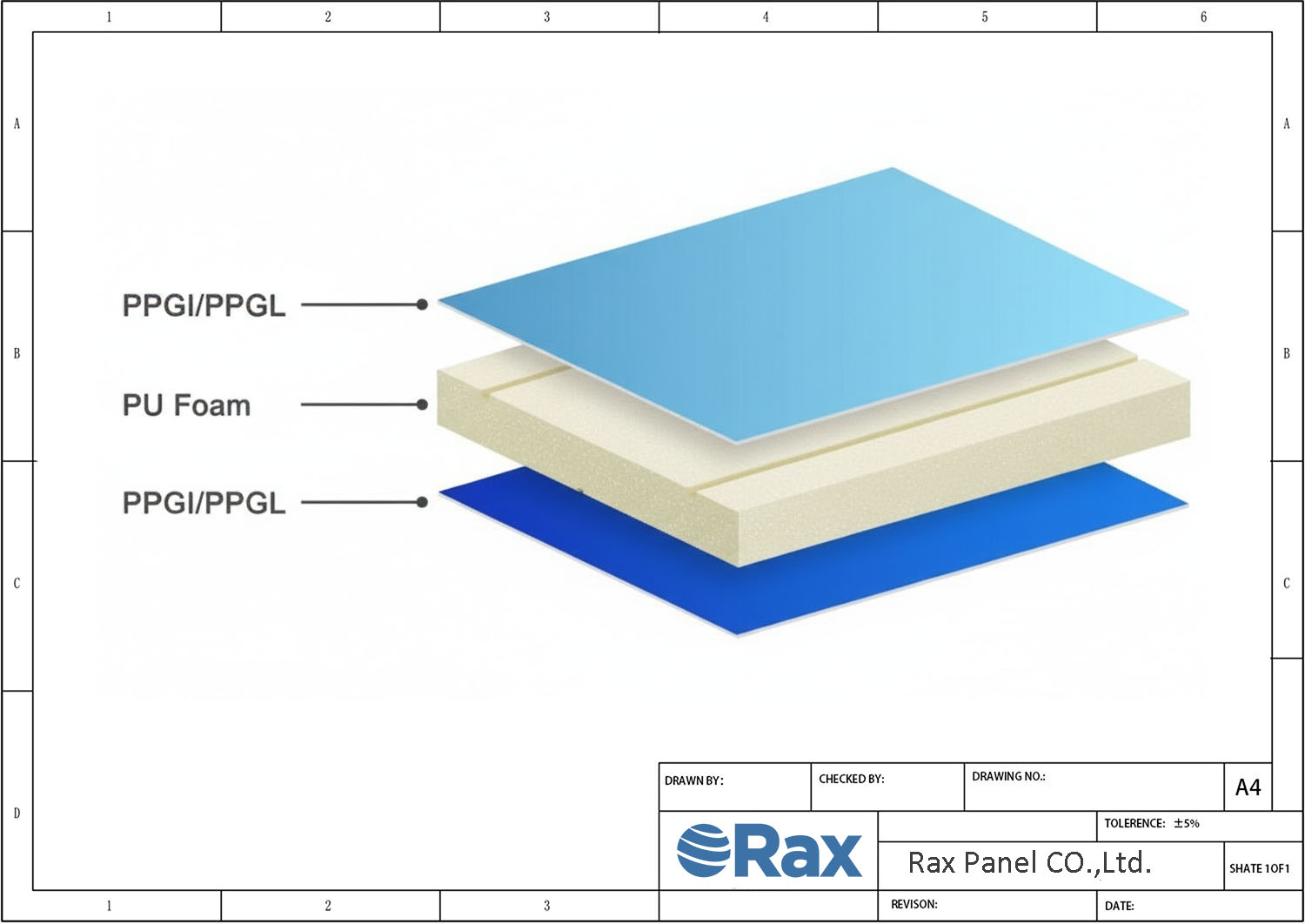
Table of Contents
- 1 Core Physics and Structural Role
- 2 Thermal and Acoustic Baselines
- 3 Polystyrene Foam Core Evaluation
- 4 Polyurethane and PIR Core Comparison
- 5 Honeycomb Structure Performance Analysis
- 6 Mineral Fiber Core Assessment
- 7 Moisture Resistance and Longevity
- 8 Fire Safety and Compliance Benchmarks
- 9 Conclusion
- 10 Frequently Asked Questions
Core Physics and Structural Role
The core geometry transforms passive fillers into active structural members, transferring shear loads to skin materials while optimizing stiffness-to-weight ratios.
Shear Resistance Mechanics in Sandwich Configurations
The primary mechanical function of a sandwich panel core is to resist transverse shear forces. While the outer facings (such as CFRP, aluminum, or steel) handle tension and compression loads, the core maintains the separation distance between these facings and prevents them from buckling under load.
When a panel undergoes bending, the core experiences significant horizontal shear stress. Low-density, low-shear-strength cores will fail by ‘shear crimping’—where the core cells crush locally under heavy transverse loads. This failure mode is catastrophic in structural applications like refrigerated truck beds or marine hulls, leading to immediate delamination of the facings.
To mitigate this, engineering-grade cores must exhibit high shear moduli. This is why we strictly avoid standard residential EPS for industrial applications. Instead, we utilize high-density rigid foams (XPS, PMI, PVC) and structural honeycombs (PP, Aramid, CFRP) that provide the necessary shear stiffness to maintain structural integrity across large spans.
In our lab testing, panels utilizing PMI or dense PVC foam cores demonstrated superior resistance to localized impact and point loading compared to conventional PU foams, ensuring the structural bond between the skin and core remains unbroken under dynamic vehicle vibrations.
Weight-to-Strength Ratio Optimization Principles
Achieving maximum payload efficiency requires maximizing the Moment of Inertia ($I$) without adding proportional mass. By placing material further away from the neutral axis (the center of the panel), you exponentially increase bending stiffness. This principle allows sandwich panels to achieve strength-to-weight ratios far exceeding solid metals of the same weight.
Structural honeycomb cores (PP, Aramid, CFRP) represent the pinnacle of this optimization. Because the core material is distributed into an open-cell geometric lattice, it eliminates unnecessary dead weight while retaining high compressive strength. This makes them the default choice for aerospace, high-end marine vessels, and lightweight EV batteries where mass savings are critical.
For applications requiring continuous insulation alongside structural support, closed-cell foam cores (XPS, PET, PVC) provide an excellent balance. They offer high compressive strength at a fraction of the weight of concrete or solid timber, enabling manufacturers to reduce total vehicle mass significantly while maintaining high payload capacities.
Impact of Core Density on Overall Panel Rigidity
There is a direct, non-linear relationship between core density and panel rigidity. Generally, increasing the density of the core material increases the shear modulus, which directly enhances the panel’s overall flexural stiffness and resistance to local indentation.
📋 Actionable Steps
- Step 1: Identify the primary load case: Dynamic vibration (requires high damping) or static weight-bearing (requires high shear strength).
- Step 2: Select core type based on density-to-strength curve: High-density PVC or PMI foams for extreme rigidity; PP Honeycomb for ultra-lightweight structural demands.
- Step 3: Validate against industry benchmarks (ASTM C393, ISO 12222): Ensure the selected core density meets the required shear stress limits for the intended application.
Low-density cores (< 80 kg/m³) are prone to local failures such as dimpling when subjected to point loads (e.g., a forklift hitting a wall panel). Increasing the density to medium-range (80-120 kg/m³) significantly improves local indentation resistance, which is vital for cold storage and transport applications.
However, engineers must balance this. Over-densifying a core adds unnecessary weight, negating the inherent advantages of the sandwich structure. Our engineering team utilizes experimental testing to match the exact core density to the specific project load requirements, eliminating the waste associated with over-engineering.

Thermal and Acoustic Baselines
A panel’s theoretical center-cavity R-value is a marketing ceiling, not an engineering floor. Real-world performance is dictated by aging factors, joint integrity, and the hard reality of thermal bridging.
When evaluating composite panels for industrial or mobile applications, relying solely on a material’s baseline thermal conductivity (Lambda value) is a rookie mistake. This metric measures heat transfer through a homogeneous material under perfect lab conditions. In the field, however, we deal with thermal cycling, moisture ingress, and mechanical load. For a refrigerated truck body or a modular hospital wall, the delta between the lab data and the installed performance is where you either save money on energy or bleed it through poorly designed joints.
Conductivity Stability Over Time
Different core chemistries degrade at different rates. Polyurethane (PUR) and Polyisocyanurate (PIR) foams utilize blowing agents that slowly diffuse out of the cells over years, incrementally increasing thermal conductivity. We focus on high-density PIR formulations that minimize this drift, ensuring a 5-year-old panel maintains its efficiency better than standard grade foams. Conversely, mineral wool and XPS offer more stable long-term conductivity, provided the XPS remains absolutely dry; even minor moisture accumulation in XPS cores can drastically reduce their thermal resistance by bypassing the gas-filled cells with conductive water.
Porous Absorption vs. Cellular Stiffness
Acoustic performance follows entirely different physics than thermal insulation. Porous cores like Rock Wool or fiberglass dissipate sound energy through friction within their fiber matrix, making them superior for broad-spectrum sound attenuation and noise reduction coefficient (NRC) ratings. Cellular cores—PU, PIR, and Honeycomb structures—act primarily as vibrational dampers rather than sound barriers. While they effectively stop the transmission of airborne noise due to their airtightness, they are poor at absorbing low-frequency structural noise (like engine rumble or HVAC vibration) unless paired with a heavy, decoupled facing mass.
The Critical Gap: Whole-Wall vs. Center-of-Cavity
| Material Type | Thermal Conductivity (W/m·K) | Acoustic Damping (dB) | Density (kg/m³) | Engineering Use Case |
|---|---|---|---|---|
| Polyurethane (PU) | 0.022 – 0.028 | 24 – 28 | 30 – 50 | Cold Storage, Thermostatic Workshops, RV/Truck Walls |
| Polyisocyanurate (PIR) | 0.022 – 0.025 | 26 – 30 | 35 – 55 | Commercial Cladding, High Fire-Rating Zones, Mobile Homes |
| Rock Wool | 0.035 – 0.045 | 35 – 42 | 80 – 150 | Marine Bulkheads, Hospitals, Power Stations, A-Class Fire Zones |
| XPS Foam | 0.030 – 0.035 | 15 – 20 | 30 – 50 | Roofing, Flooring, Exterior Wall Cladding, Humid Environments |
| PP / Aluminum Honeycomb | 0.030 – 0.040 | 30 – 38 | 15 – 45 | Aerospace, Passenger Vessels, High-Traffic Decking, Sports Goods |
| PMI Foam | 0.025 – 0.030 | 22 – 26 | 60 – 100 | Aviation Components, High-Performance Industrial Equipment |

Polystyrene Foam Core Evaluation
Polystyrene offers the lowest entry price for insulation, but standard grades fail under vibration and load. We engineer high-density XPS cores specifically to withstand transportation dynamics where residential EPS would crumble.
When evaluating Polystyrene for industrial composite panels, the market is split into two distinct categories: Expanded Polystyrene (EPS) and Extruded Polystyrene (XPS). While both are polystyrene, their cellular structures and performance profiles differ drastically. EPS is formed by expanding beads in a mold, creating voids between the beads that reduce structural integrity. XPS is extruded through a die, creating a homogeneous, closed-cell structure with superior compressive strength and moisture resistance.
The Critical Density Divide
The primary failure mode in Polystyrene cores is density fatigue. Standard white EPS used in residential housing often ranges from 15 to 20 kg/m³. In a truck body or RV flooring application, this low-density core lacks the shear modulus to prevent screw pull-out or surface crushing under point loads. To achieve commercial-grade durability, the density specification must be significantly higher.
Engineering Data: EPS vs. XPS Performance
For B2B procurement decisions, rely on these baseline physical property distinctions. XPS typically offers a lower thermal conductivity (Lambda value) and higher compressive strength compared to EPS of similar density.
EPS (High-Grade Industrial): Density 30-40 kg/m³; Thermal Conductivity ~0.038 W/mK; Compressive Strength 150-250 kPa. Best suited for static industrial building walls or non-structural partitions.
XPS (Transport-Grade): Density 35-50 kg/m³; Thermal Conductivity ~0.029-0.034 W/mK; Compressive Strength 250-500 kPa. Essential for RV floors, truck roofs, and applications requiring high screw-holding power.
Thermal Limits and Service Temperature
A critical constraint for Polystyrene is its relatively low glass transition temperature. Polystyrene cores begin to soften and lose structural rigidity around 75°C to 80°C. This makes them unsuitable for applications involving high-heat processes or proximity to engine exhaust without substantial thermal barriers. Unlike PIR or Phenolic cores, Polystyrene does not possess inherent high-temperature fire resistance and requires specific facings to meet safety codes.
Rax Panel: Engineered for Structural Integrity
With over 15 years in R&D, we do not supply generic commodity foam. We strictly utilize high-density XPS for our CFRT and GRP sandwich panels destined for the transportation sector. Our facility produces over 1,700 square meters of panels daily, and we adhere to ASTM C365 standards for shear strength testing. We ensure that the cell structure of our XPS core remains intact under the vibration frequencies typical of highway logistics, preventing the catastrophic sagging seen in lower-quality imports.

Polyurethane and PIR Core Comparison
When choosing between Polyurethane (PU) and Polyisocyanurate (PIR) cores for sandwich panels, the decision hinges on balancing thermal efficiency with fire safety. While standard PU delivers excellent insulation at a lower upfront cost, PIR provides superior fire resistance and structural rigidity, making it the mandatory selection for stringent transportation and construction codes.
The Chemical and Structural Divide Between PU and PIR
While Polyurethane (PU) and Polyisocyanurate (PIR) share similar chemical origins, their structural modifications create distinct performance trade-offs between thermal efficiency and fire safety. Polyurethane (PU) foam is formed through the reaction of polyols and diisocyanates, creating a closed-cell structure that effectively traps blowing agents to yield a thermal conductivity typically ranging from 0.023 to 0.025 W/m·K. PIR is essentially a modified PU variant; by altering polyol ratios and introducing specialized catalysts, the polymer chain forms a highly cross-linked, trimerized structure. This chemical shift fundamentally changes the material’s behavior under stress and heat, resulting in higher compressive strength and improved dimensional stability. Additionally, this structure optimizes thermal conductivity to approximately 0.022–0.024 W/m·K, meaning PIR achieves equal or better R-values with thinner or equal thicknesses compared to standard PU. This configuration allows PIR to prioritize superior fire resistance and structural integrity without requiring increased thickness for thermal performance.
Fire Resistance and Toxicity Trade-offs
In B2B procurement, fire rating is rarely an afterthought; it dictates market access. Standard PU is inherently flammable and will continue to burn once the ignition source is removed, releasing dense black smoke and toxic cyanide gas. To meet basic standards, PU cores require heavy flame retardant loading, which compromises the foam’s mechanical strength and density uniformity. Conversely, the cross-linked structure of PIR promotes rapid charring upon exposure to high temperatures. This char layer acts as a thermal barrier, shielding the inner core and self-extinguishing the flame. Our engineering team consistently observes that PIR cores reliably achieve Euroclass B-s1,d0 ratings without excessive chemical additives, preserving the panel’s tensile strength. We validate these performance metrics through rigorous ASTM C365, C393, and E84 testing protocols. This makes PIR the mandatory selection for commercial construction, high-occupancy RVs, and maritime vessels operating under strict SOLAS regulations.
Condensation Risks and Moisture Permeability in Transit Applications
Moisture intrusion remains the primary killer of composite panels in cold-chain logistics and marine environments. Both PU and PIR are closed-cell foams, but their water vapor transmission rates differ. Standard PU is highly hydrophobic, with a water absorption rate typically below 1.0% by volume. However, the surface of PU foam can degrade microscopically if exposed to prolonged UV radiation before facing application, creating pathways for vapor ingress. PIR’s more rigid matrix resists vapor diffusion slightly better, but its greater brittleness poses a unique mechanical risk. Under heavy vibration loads—such as those experienced in dry freight trucking or off-road RV travel—the rigid PIR core can develop micro-fractures if the adhesive bond to the facing is insufficient. These fractures bypass the insulation, allowing moisture to wick into the panel cavity, leading to rapid thermal performance loss and core rot.
When evaluating Total Cost of Ownership (TCO), buyers often focus on the per-square-meter price of the foam. However, the hidden costs of compliance testing, heavier vehicle weight penalties, and warranty claims drive the real financial calculation. PU offers a lower upfront cost and easier machinability for complex custom geometries, making it ideal for low-budget residential construction or non-regulated temporary structures. PIR commands a premium price per unit but eliminates the need for additional external fireproofing layers and reduces lifecycle maintenance in high-vibration transport applications. Our laboratory validations confirm that for heavy-duty refrigerated truck bodies and marine decking, the structural resilience of PIR offsets its material cost through extended service life and reduced failure rates.
Honeycomb Structure Performance Analysis
Honeycomb structures transform thin facings into rigid, load-bearing shells by distributing stress across a geometric matrix, achieving exceptional strength-to-weight ratios that outperform traditional solid cores.
In high-stakes industries like marine vessel construction, aerospace transport, and commercial trucking, structural rigidity is the ultimate bottleneck. Engineers face a constant trade-off: thicker cores increase shear strength but exponentially destroy payload capacity due to added dead weight.
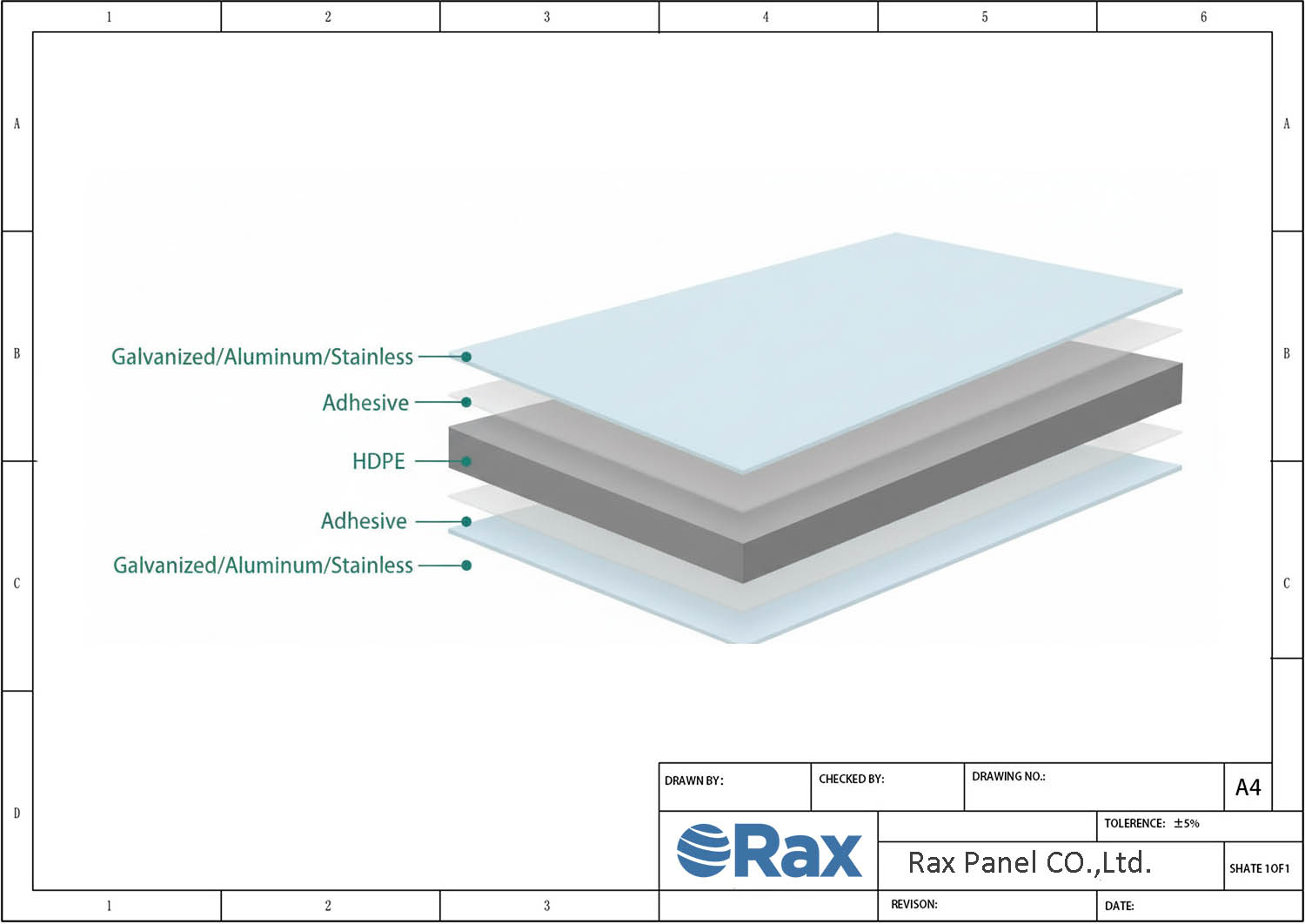
Honeycomb sandwich panels resolve this by utilizing a cellular geometry—typically composed of PP (Polypropylene), fiberglass, or carbon fiber—to create a massive structural advantage with minimal mass. The hollow cells prevent buckling under pressure, allowing the outer skin to bear the load efficiently.
The Structural Mechanics of Honeycomb Cores
Unlike dense foam cores that rely entirely on volumetric mass to resist compression, honeycomb panels utilize a truss-like mechanism. When external forces are applied, the hexagonal or triangular cell walls distribute the shear load evenly across the entire panel surface rather than concentrating it at a single impact point.
📋 Actionable Steps
- Step 1: Uniform Load Distribution: External impact forces spread laterally across multiple cell walls.
- Step 2: High Shear Strength: The vertical cell walls resist transverse shear loads effectively.
- Step 3: Impact Energy Absorption: The cellular structure compresses slightly, absorbing kinetic energy from collisions.
This mechanical advantage allows us to use significantly thinner panels compared to solid foam or wood alternatives. For a refrigerated truck body or a marine hull, this translates directly into increased cargo volume and improved fuel efficiency without sacrificing crashworthiness or structural integrity.
Material Comparisons: PP vs. Fiberglass Honeycomb
The choice of core material dictates the panel’s environmental resistance and ultimate mechanical limits. Selecting the wrong core geometry for a specific climate or application can lead to premature delamination or catastrophic structural failure.
Polypropylene (PP) honeycomb is the gold standard for cost-effective, lightweight applications. It is entirely water-resistant and impervious to rot, making it an ideal core for cold storage facilities, RV interiors, and general dry freight truck bodies where moisture intrusion is a constant threat.
For demanding structural environments, such as exterior cladding, boat decking, or heavy-load aircraft parts, fiberglass (GRP) honeycomb is engineered to withstand higher shear stresses. When combined with high-performance resins, it delivers a superior stiffness profile, though it requires rigorous surface treatment to ensure a permanent bond with the outer skins.
Engineering Customization and Quality Assurance
At Rax Panel, we move beyond standard manufacturing by utilizing proprietary hybrid configurations tailored to exact project loads. Our engineers adjust the cell size, wall thickness, and panel density to optimize the specific balance of stiffness and weight required for your assembly.
Every batch undergoes rigorous experimental testing aligned with international engineering standards. By validating our honeycomb cores against precise data benchmarks, we ensure that our panels perform exceptionally well even under the most stringent and demanding global conditions.
Mineral Fiber Core Assessment
Mineral fiber (Rockwool) is the undisputed champion for non-combustible A1 applications, but it demands strict density controls and hydrophobic treatment to prevent structural sagging and moisture retention in mobile environments.
Fire Performance vs. Structural Integrity
For sectors like marine, mass transit, and high-rise industrial construction, the primary driver for selecting mineral fiber cores is fire safety. Unlike thermoset foams (PU/PIR) which can melt and contribute to fuel load, high-quality mineral wool is inherently incombustible and achieves Euroclass A1 ratings without requiring additional flame retardants. In our production facility, we subject these cores to full-scale ASTM E84 and ISO 1182 testing to ensure they meet the zero smoke and toxicity requirements mandated by vessel certification bodies. However, B2B buyers must distinguish between ‘acoustic grade’ and ‘structural grade’ wool. While standard densities of 60-80 kg/m³ suffice for wall cladding, they lack the compressive strength necessary for flooring or truck roofs.
Density Selection and Application Fit
Selecting the correct density is the most critical engineering decision when assessing mineral fiber cores. We frequently encounter project specs that erroneously specify low-density wool for high-load bearing applications. To address this, our engineering team classifies mineral cores into three distinct tiers based on compressive strength and shear modulus. For refrigerated truck bodies or flooring, we strictly enforce high-density lamellar rockwool strips which provide significantly higher shear rigidity compared to loose wool batts, preventing the core from crushing under dynamic loads.
Performance Benchmark: Mineral Fiber vs. PIR
📋 Actionable Steps
- Step 1: Fire Resistance: Mineral Fiber provides A1 Non-combustible performance (0% fuel load) vs. PIR which is typically Class B or C (combustible, requires flame retardants).
- Step 2: Thermal Conductivity: Mineral Fiber generally exhibits higher lambda values (0.035-0.040 W/mK) compared to PIR (0.022-0.024 W/mK), requiring greater thickness to achieve the same U-value.
- Step 3: Acoustic Insulation: Mineral Fiber offers superior sound absorption (STC 35-45+) due to its porous structure, whereas PIR cores offer minimal acoustic dampening.
- Step 4: Moisture Resistance: Treated Mineral Fiber resists humidity up to 95% RH without degradation; PIR is virtually waterproof but faces vapor diffusion challenges if facings are compromised.
- Step 5: Weight Penalty: Mineral Fiber panels are significantly heavier (approx. 40-60% heavier) than PIR equivalents, impacting vehicle fuel efficiency and payload capacity.

Moisture Resistance and Longevity
Moisture intrusion is the silent killer of composite panel structures; managing dew-point dynamics and vapor transmission dictates whether a panel lasts two decades or fails prematurely.
Water Vapor Permeability and Condensation Risks
Condensation does not simply appear; it migrates. When warm, moisture-laden air encounters a surface temperature below its dew point, phase change occurs. In sandwich panels, this often happens internally if the thermal gradient crosses the dew point within the core matrix. Over time, trapped vapor turns into liquid water, compromising adhesive bonds and initiating capillary wicking through micro-fissures.
The severity of this risk is directly tied to the core’s water vapor transmission rate (WVTR). Open-cell mineral fibers and standard polystyrenes possess high permeability, acting like sponges that absorb ambient humidity. Conversely, high-performance closed-cell foams such as XPS, PVC, and PMi create a hermetic cellular structure that drastically reduces WVTR. By selecting a core with negligible permeability, you effectively halt the driving force of internal condensation before it begins.
Degradation Factors in Humid or Cold-Chain Environments
In cold-chain logistics and marine settings, panels endure brutal thermal cycling. A refrigerated trailer wall might swing from -25°C to +20°C multiple times daily. This relentless expansion and contraction creates differential shear stress at the bond line between the facings and the core. If the core lacks dimensional stability, the adhesive fails, creating hollow spots where moisture pools.
Vapor Barrier Integration Strategies for Core Protection
Field-applied vapor barriers are inherently flawed due to seam dependencies. Every lap, fastener, and splice represents a potential leak path that degrades over time. The most resilient moisture strategy integrates protection directly into the panel’s manufacturing architecture, relying on monolithic facings and inherently hydrophobic cores.
📋 Actionable Steps
- Step 1: Specify closed-cell, low-permeability cores (e.g., PMi, XPS, PVC) for all high-humidity or submerged applications to eliminate internal vapor migration.
- Step 2: Utilize continuous gel-coat laminates on GRP/FRP outer skins to create a seamless, non-porous moisture shield that resists UV degradation and water ingress.
- Step 3: Implement rigorous seam sealing with EPDM or silicone gaskets at all fastener penetrations, ensuring long-term resilience against ozone and thermal expansion.
During our accelerated aging laboratory tests, we consistently observed that traditional fiberglass reinforcements lose tensile integrity when subjected to chronic dampness. To solve this, our engineering team integrates CFRT (Continuous Fiberglass Reinforced Thermoplastic) sheets directly into the laminate stack-up. This creates a fully encapsulated, hydrophobic barrier that completely halts capillary action and shields the foam core from environmental decay indefinitely.
Fire Safety and Compliance Benchmarks
Selecting a fire-rated core is not merely about stopping flames; it is about managing heat transfer, preventing toxic smoke inhalation, and ensuring the entire panel assembly survives a room corner test without catastrophic failure.
Class A versus Self-Extinguishing Ratings
Many procurement teams treat all fire-resistant foams as functionally identical, which is a dangerous oversimplification. The distinction between a non-combustible Class A1 material and a self-extinguishing Class B-s1, d0 rating fundamentally alters how the core behaves during a prolonged blaze. When our engineers evaluate these classifications, we look at the underlying chemistry of the panel. Mineral-based cores do not burn; they simply resist transferring heat to the outer facings, providing passive protection that never degrades.
Conversely, self-extinguishing polymer cores rely heavily on engineered flame-retardant additives to actively interrupt the combustion cycle. While these additives perform exceptionally well during standardized bench tests, they introduce a severe vulnerability during sustained, high-intensity exposure. Once the chemical retardants are consumed, the polymer matrix begins to break down rapidly. In our technical assessments, we consistently warn clients that self-extinguishing cores buy critical time for evacuation and fire suppression, but they lack the permanent structural stability of mineral fibers when pushed beyond their thermal limits.
Toxicity and Smoke Generation
In modern fire safety engineering, the greatest threat to human life is rarely direct flame contact; it is the invisible, toxic gas and dense smoke generated during combustion. This reality drove the inclusion of explicit smoke production (s) and droplet generation (d) metrics within the Euroclass system. Standard polyurethane variants often struggle severely regarding this, releasing thick, acrid clouds that impair visibility and oxygen intake within mere seconds of ignition.
To mitigate these lethal risks, advanced formulations now utilize halogen-free additives that promote a rapid charring mechanism on the panel surface. During extensive internal testing, we observed that while these advanced cores emit initial fumes, the resulting carbonaceous char layer effectively seals off the unburnt core material. This process drastically limits oxygen supply and subsequent smoke volume. However, relying on standard single-wall burning tests is entirely insufficient for real-world facility safety.
Meeting International Building Code Requirements Safely
Achieving compliance with stringent global codes like EN 13501-1 or ASTM E84 requires moving past the material datasheet to evaluate the complete panel assembly. A core material might easily pass an isolated flame spread test, but once integrated into a large-scale wall or roof system, the joints, adhesives, and facing materials become the new, vulnerable weak points. We frequently witness major construction delays because project managers selected a highly rated core but paired it with low-melting-point adhesives that failed immediately under thermal stress.
When navigating complex regulatory landscapes, particularly for cold storage facilities or heavy-duty transportation, you must verify that your manufacturer provides full system-level certification rather than isolated component data. additionally, proper installation dictates final compliance outcomes. Gaps left at panel seams or improperly sealed penetrations create thermal bridges that allow fire to effortlessly bypass the rated core entirely.
| Core Material | Fire Rating & Safety | Insulation & Physical | Best Application | Engineering Trade-off |
|---|---|---|---|---|
| PIR / Fluorine-Free PU | Euroclass B-s1,d0 / Self-extinguishing; Char-forming mechanism; Low smoke toxicity | λ: 0.018–0.024 W/(m·K); Compressive strength: 150–300 kPa; Closed-cell structure | Cold chain logistics, pharmaceutical cleanrooms, high-efficiency commercial buildings | Moderate fire rating vs. superior thermal performance; requires flame retardants for higher classes |
| XPS / EPS Foam | Euroclass E/F (Combustible); Limited fire retardancy; Unsuitable for high-risk zones | λ: ~0.030 W/(m·K); Water absorption: ≤0.3% (XPS); High compressive strength | Temporary structures, budget industrial warehouses, low-fire-code applications | Lowest upfront cost; poor acoustic/fire performance; prone to degradation & pest damage |
| Honeycomb (PP / Fiberglass / Carbon) | Euroclass B/C (with FR additives); Flame spread varies by skin material | λ: 0.035–0.045 W/(m·K); Ultra-low density; High stiffness-to-weight & vibration damping | RVs, marine vessels, aerospace, mobile homes, weight-critical transport | High manufacturing cost & complexity; thermal performance highly dependent on skin/core configuration |
| Hybrid / Custom Composite | Customizable Euroclass A1–A3 / ASTM E84; Layered fire barrier integration | λ: 0.020–0.040 W/(m·K) [config-dependent]; Optimized stiffness, acoustic & thermal R-value | New energy vehicles, complex industrial facilities, specialized medical/transport equipment | Higher NRE & engineering overhead; lower lifecycle maintenance risk via tailored performance |
Conclusion
Stop chasing the lowest price per square meter and start looking at failure points. PIR offers the best thermal efficiency for cold storage, but if your local code demands non-combustibility, Rockwool is the only viable path despite the weight penalty. Honeycomb structures save weight on transport jobs, yet they require specialized facings to prevent crushing. You are not buying insulation; you are buying risk management.
Specifying the wrong density or hybrid configuration triples your maintenance costs over a decade. We engineer high-density cores that pass ASTM C365 shear tests and Euroclass A1 fire ratings without sacrificing R-value. Send us your structural load requirements and thermal targets. Our engineers will run a feasibility review on your specs to ensure you aren’t paying for over-engineered filler or under-performing safety.
Frequently Asked Questions
What industries use sandwich panel cores?
Sandwich panel cores are utilized across diverse sectors including construction, automotive, marine, and aerospace. Key industries rely on these materials for lightweight structural integrity and thermal efficiency. Applications range from cold storage facilities to RV manufacturing and aircraft interiors. This versatility makes them essential for modern engineering challenges.
How to address lifecycle cost vs price?
Focusing solely on initial procurement price often leads to higher long-term operational costs. Lifecycle cost analysis includes maintenance, energy efficiency, and durability over the product’s lifespan. Higher quality cores may have a higher upfront cost but deliver better performance and longevity. Evaluating total cost of ownership ensures more sustainable and economical investment decisions for projects.
How to address fire safety vs insulation?
Achieving both fire safety and thermal insulation requires selecting materials with inherent non-combustible properties. High-performance cores like PIR or mineral wool offer excellent fire resistance alongside superior thermal ratings. At Raxpanel, we prioritize testing to ensure materials meet strict global fire codes. Proper panel design integrates these cores to maintain safety standards without sacrificing efficiency.
How to address RF transparency requirements?
Radio frequency transparency is critical for aerospace and telecom applications requiring signal clarity. Non-metallic cores like PVC or PET foam allow electromagnetic waves to pass through unimpeded. Engineers must select dielectric materials that match specific frequency ranges for optimal performance. This ensures communication systems remain effective while maintaining structural integrity in composite panels.
How to address environmental compliance issues?
Environmental compliance involves selecting recyclable or low-impact core materials that meet global regulations. Many modern cores are designed to be fully recyclable or manufactured with reduced carbon footprints. Certifications such as ISO 14001 help verify sustainable production practices. Companies increasingly prioritize green materials to align with ecological standards and corporate responsibility goals.