
Modular cleanrooms compress construction from 4-6 weeks down to 1-2 weeks. That advantage evaporates on audit day if your wall panels miss a fire code or fail pressure differential testing. Modular clean room panels determine whether your project hits its delivery milestone and passes ISO certification — and in 2025, the regulatory bar on composite core materials has shifted again.
Nearly 35% of life science companies have already adopted modular cleanroom construction to accelerate facility deployment. Speed sells. But after 15+ years engineering composite panel systems at Rax Panel for projects across Europe, North America, and the Middle East, the same specification errors keep surfacing: PIR cores selected where local fire codes demand Rockwool, structural loads underestimated for dense core materials, and panel joint connections that leak under pressure differential testing. This guide breaks down the 2025 regulatory updates affecting panel compliance, compares PIR, PU, Rockwool, and Aluminum Honeycomb cores on fire performance and thermal insulation, and maps each material to its correct pharma, biotech, or electronics application. Use it as a specification checklist before you commit to a panel order.
Table of Contents
- 1 2025 Regulatory Updates and Material Compliance Standards
- 2 Modular vs. Traditional Construction: Cost and Timeline
- 3 PIR vs. PU Cores: Fire and Insulation
- 4 Aluminum Honeycomb: Lightweight Structural Integrity
- 5 Industry-Specific Requirements: Pharma, Biotech, and Electronics
- 6 Installation Logistics and Structural Load Considerations
- 7 Total Cost of Ownership and ROI Analysis
- 8 Conclusion
- 9 Frequently Asked Questions
2025 Regulatory Updates and Material Compliance Standards
2025 brings tightened regulatory thresholds across three critical axes: particulate containment under ISO 14644 revisions, core fire reaction under updated NFPA codes, and full material disclosure under emerging sustainability mandates. Specifiers who treat these as separate silos will face audit failures and project delays.
ISO 14644 and GMP Updates Impacting Cleanroom Enclosure Materials
The 2025 revision cycle of ISO 14644 introduces stricter thresholds for surface particle shedding and molecular contamination (AMC) originating from enclosure materials themselves. Previously, compliance focused heavily on air filtration and HVAC performance. The updated standard now explicitly scrutinizes wall panel outgassing rates, surface porosity, and chemical resistance under repeated sterilization protocols. This shift directly impacts material selection—porous or improperly sealed facings that shed particulates under mechanical stress will fail recertification.
GMP Annex 1 revisions, fully enforced across pharma and biotech facilities in 2025, compound this pressure. The standard mandates that cleanroom enclosure surfaces withstand aggressive vaporized hydrogen peroxide (VHP) and sporicidal wipe-down cycles without surface degradation, cracking, or chemical leaching. GRP panels with gelcoat facings provide the non-shedding, chemically inert surface architecture that meets these requirements. The gelcoat layer creates a sealed barrier resistant to repeated chemical exposure, whereas uncoated steel or lower-grade composite facings may develop micro-pitting over extended sterilization cycles.
NFPA Fire Safety Codes Specific to Composite Panel Cores
The 2025 updates to NFPA 101 (Life Safety Code) and NFPA 220 (Types of Building Construction) introduce differentiated reaction-to-fire classifications that specifically target composite panel core materials. The revised codes now evaluate complete panel assemblies—facings, core, and adhesive layers tested as a unit—rather than accepting individual component certifications. This eliminates the previous loophole where a fire-rated facing could mask a non-compliant core.
Key changes include tighter smoke development index (SDI) thresholds for foam core panels in multi-occupancy and healthcare-adjacent facilities. PU and XPS foam cores face heightened scrutiny and may require fire-retardant additives or encapsulation strategies to pass. PIR cores inherently offer superior fire performance due to their char-forming chemistry. Rockwool and aluminum honeycomb cores remain the benchmark for maximum fire resistance, achieving non-combustible classifications. Specifiers must verify that the Flame Spread Index (FSI) and SDI values are documented for the exact panel configuration being procured, not a similar variant.
Sustainability Certifications and Material Disclosure Requirements
Industrial construction projects in 2025 face expanding material disclosure mandates driven by LEED v4.1, BREEAM updates, and increasingly stringent local green building codes in the EU and North America. The regulatory focus has shifted from generic recyclability claims to documented Environmental Product Declarations (EPDs) covering embodied carbon, VOC emissions during operational life, and end-of-life disposal pathways. Composite panel systems with mixed-material construction (e.g., GRP facings bonded to foam cores) face particular scrutiny because separation and recycling at end-of-life presents technical challenges.
Our engineering team provides comprehensive material disclosure documentation for all composite panel configurations, including detailed core composition breakdowns, facing material specifications, and adhesive system chemistry. This documentation package directly supports specifiers navigating complex green building certification requirements across different regional markets. For projects targeting specific certifications, we recommend engaging our technical team during the specification phase—retroactive documentation collection after procurement often creates bottlenecks that delay project handover and commissioning.
📋 Actionable Steps
- Step 1: Request full assembly-level fire test reports (ASTM E84 or local equivalent) for your exact panel configuration—not generic data sheets
- Step 2: Verify chemical resistance test data against your facility’s specific sterilization protocol (VHP, chlorine dioxide, peracetic acid)
- Step 3: Demand EPDs and material composition disclosure before finalizing purchase orders to prevent green certification audit failures
- Step 4: Confirm that the supplier’s documentation references the 2025 revision of applicable standards, not superseded versions

Modular vs. Traditional Construction: Cost and Timeline
The real cost delta between modular and traditional cleanroom construction isn’t just in the panel price—it’s hidden in the timeline compression and the decades of HVAC energy bills that follow.
Timeline Compression: Beyond Simple Week Counting
When we compare a 1-2 week modular panel assembly to a 4-6 week traditional build, the surface math is obvious. But the downstream financial impact is what actually moves the needle for project owners. In traditional stick-built or block construction, the timeline isn’t just longer—it’s sequential. Framing must cure, insulation gets installed in layers, vapor barriers are applied manually, and finishing trades wait their turn. Each phase introduces weather exposure risk and schedule dependency chains.
Modular composite panel systems collapse these phases into a single operation. A factory-engineered sandwich panel arrives on site with its core insulation, vapor barrier, and finished surface already integrated. The on-site crew is essentially performing assembly, not construction. This means cleanroom commissioning and equipment move-in can begin weeks earlier. For a pharmaceutical line or semiconductor fab, that timeline acceleration translates directly into revenue generation—often dwarfing the material cost difference.
Labor Cost Offset: Factory Prefabrication vs. Skilled Site Trades
Traditional cleanroom construction demands a stacked labor model: masons or framers, insulation contractors, sheet metal workers, drywall finishers, and painters. Each trade carries premium rates, and coordination failures between them are a leading cause of cost overruns. The skilled labor shortage in many regions has further inflated these rates and extended scheduling lead times.
Modular panel construction shifts the labor burden from expensive, variable site conditions to a controlled factory floor. The factory environment allows for optimized workflow, mechanized lamination, and consistent quality output regardless of local weather or labor market conditions. On-site, the assembly crew size is dramatically smaller and requires mechanical fastening skills rather than multi-trade expertise. Our engineering team has observed that total labor cost allocation typically drops by 30-50% when shifting from multi-trade traditional builds to cam-lock panel assembly systems.
Air Tightness and Long-Term HVAC Operational Costs
This is where the lifecycle economics of modular construction truly separate from traditional methods. Cleanroom HVAC systems are among the most energy-intensive mechanical installations in any industrial facility, running continuous high-volume air changes with precise temperature and humidity control. Any leakage in the enclosure forces the HVAC system to work harder, condition more makeup air, and fight against thermal drift.
Traditional construction relies on manually applied sealants, tape, and gaskets at every joint—each one a potential failure point as the building ages and thermal cycling occurs. Factory-produced modular panels feature engineered joint profiles, typically tongue-and-groove or cam-lock configurations with integrated gasket channels. These joints are designed to compress uniformly under controlled torque, achieving consistent air tightness that manual application simply cannot replicate.
The ROI calculation here extends well beyond the construction phase. A cleanroom enclosure with superior air tightness reduces the continuous energy load on HVAC equipment, lowers filter replacement frequency, and minimizes calibration drift on environmental monitoring systems. In our experience working with facilities across pharma and electronics sectors, the cumulative energy savings from superior panel joint integrity often recovers the material cost premium of modular systems within the first 3-5 years of operation.
| Comparison Factor | Modular Construction (Rax Panels) | Traditional Construction | Key Benefit |
|---|---|---|---|
| Project Timeline | Rapid on-site assembly using pre-fabricated panels with high daily production capacity | Extended on-site construction times for framing, insulation, and finishing | Significantly reduced delivery time |
| Material Handling | Lightweight composite materials minimizing structural load and shipping weight | Heavy materials like concrete or masonry requiring robust structural support | Lower logistics and labor costs |
| Cost Efficiency | Cost-effective engineered solutions featuring optimized material usage and minimal waste | Higher labor intensity and potential material waste during on-site processing | Optimized budget utilization |
| Quality Assurance | Factory-controlled production ensuring consistent panel dimensions and surface finish | Quality dependent on variable on-site conditions and workmanship | Guaranteed industrial standard |
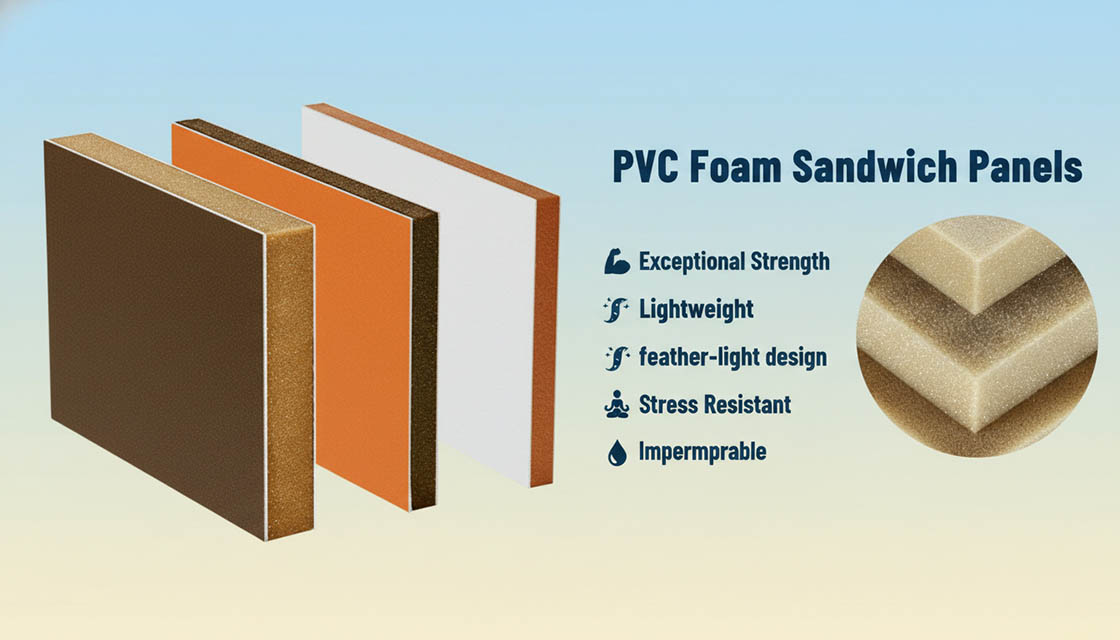
PIR vs. PU Cores: Fire and Insulation
While Polyurethane (PU) offers marginally superior thermal insulation, Polyisocyanurate (PIR) is the mandatory choice for cleanroom enclosures requiring stringent fire code compliance, delivering significantly higher fire resistance and lower smoke generation.
When evaluating core materials for modular cleanroom wall panels, the decision between PU and PIR fundamentally comes down to balancing thermal efficiency against fire safety. Both are closed-cell foams providing excellent lightweight insulation, but their chemical divergence dictates where they can be legally and safely deployed in industrial environments.
Fire Retardancy and Chemical Structure
The critical difference lies in the polymer bonds. PIR contains a higher ratio of methylene diphenyl diisocyanate (MDI), which undergoes a chemical reaction to form strong isocyanurate bonds. These bonds provide superior thermal stability, meaning PIR does not melt or drip when exposed to direct flame; instead, it forms a protective carbonaceous char that inhibits fire spread. PU relies on standard urethane bonds, which break down much faster under high heat.
Thermal Conductivity and Insulation Efficiency
From a pure physics standpoint, PU historically edges out PIR in thermal insulation. A standard PU core typically achieves a thermal conductivity (K-value) of approximately 0.022 W/m·K, compared to PIR’s 0.024 W/m·K. While PU is slightly more efficient at preventing heat transfer, the 0.002 W/m·K difference is practically negligible for ambient temperature-controlled cleanrooms operating around 20°C to 22°C. The insulation gap only becomes a critical decision factor in deep freezer or heavy cryogenic applications.
📋 Actionable Steps
- Step 1: Verify Fire Codes: Determine if your facility requires a Class A fire rating or specific smoke-developed index limits. If yes, PIR is mandatory.
- Step 2: Assess HVAC Load: For standard ambient cleanrooms, the K-value difference between PU and PIR is negligible; always default to the fire-safe option.
- Step 3: Check Budget Constraints: PIR is generally slightly more expensive than PU, but the cost premium is vastly cheaper than retrofitting a non-compliant facility.

Aluminum Honeycomb: Lightweight Structural Integrity
Aluminum honeycomb cores eliminate the structural load burdens of heavy Rockwool, providing a top-tier stiffness-to-weight ratio that maintains strict panel flatness tolerances essential for high-pressure modular environments.
Engineers frequently face a difficult material trade-off when designing controlled environments. Utilizing high-density Rockwool cores to meet stringent fire and acoustic standards imposes immense dead loads on the structural framework and halts rapid installation logistics. Aluminum honeycomb offers a decisive structural pivot. By maximizing cell volume while minimizing solid foil usage, the core geometry drastically reduces overall panel weight to a fraction of standard dense core configurations.
This weight reduction translates directly into measurable commercial value: reduced material requirements for foundational support grids, less structural strain on overhead handling equipment, and significantly faster assembly cycles during deployment. The hexagonal cellular structure naturally distributes external shear forces and compressive loads across a wide surface area, ensuring the facing skins remain perfectly flat and rigid, even under severe mechanical stress or internal HVAC pressure differentials.
The final composite result is an extremely rigid, lightweight wall system featuring excellent impact resistance and virtually zero deflection. For facility planners who must integrate heavy peripheral equipment or require frequent modular reconfiguration, aluminum honeycomb panels deliver uncompromising structural strength without compromising the load-bearing capacity of the host building.
Industry-Specific Requirements: Pharma, Biotech, and Electronics
A cleanroom wall that passes audit in a vaccine fill-finish suite can fail catastrophically in a semiconductor fab. Industry-specific contamination profiles — not generic ISO class ratings — should dictate your panel specification from day one.
B2B buyers consistently fall into the same trap: treating all cleanroom enclosures as interchangeable. The reality is that pharmaceutical cGMP facilities, biotech research laboratories, and electronics manufacturing cleanrooms operate under fundamentally different contamination control philosophies. Pharma environments prioritize biological inactivation and surface cleanability under aggressive chemical assault. Biotech labs demand structural flexibility for frequent process reconfiguration. Semiconductor fabs wage war against airborne molecular contamination at sub-nanometer scales. Each scenario demands a different combination of facing material, core chemistry, and joint sealing strategy — and getting this wrong at the specification stage can cost millions in retrofit delays or failed regulatory audits.
Pharmaceutical cGMP Facilities: Surviving the Sanitization Gauntlet
Pharmaceutical manufacturing wall systems face a uniquely punishing operational profile. Facilities routinely cycle through vaporized hydrogen peroxide (VHP) decontamination, sodium hypochlorite washdowns, and sporicidal treatments — sometimes multiple times per shift. A wall panel that looks flawless on installation day can begin showing surface micro-cracking, facing delamination, or joint seal degradation within 12 to 18 months if the facing material lacks genuine chemical resistance. The problem compounds because degraded surfaces become active particle generation sources — the exact failure mode the cleanroom was built to eliminate.
In our experience engineering wall systems for cGMP-compliant facilities, the critical failure point is rarely the panel core itself. It is the facing-to-core bond line and the surface coating chemistry. Panels with stainless steel or high-grade GRP facings bonded under controlled factory conditions consistently outperform field-laminated alternatives in accelerated chemical exposure testing. We have observed through field audits that panel joints — not the flat panel surfaces — account for the majority of particle count excursions during environmental monitoring in operational pharma suites.
Biotech Laboratories: Engineering for Process Evolution
Biotech research and pilot-scale manufacturing environments operate on a different priority axis entirely. Unlike commercial pharma production lines that may run unchanged for years, biotech labs reconfigure frequently — sometimes quarterly — as development programs advance through phases. The wall system must support this reality without requiring demolition. This demands panels that maintain sealing integrity through multiple demount-and-reinstall cycles, with connection hardware engineered for repeated assembly rather than permanent fixation.
Lightweight structural panels become strategically valuable here rather than merely convenient. When a lab team needs to relocate a wall section to accommodate a new biosafety cabinet or create a segregated processing zone, panel weight directly determines whether the reconfiguration requires specialized lifting equipment or can be handled by the facility maintenance team. The trade-off is that lightweight systems must still deliver sufficient rigidity to support mounted equipment, pass-through ports, and utility penetrations without deflection that compromises seal integrity at the floor and ceiling interfaces.
Electronics and Semiconductor: Beyond Particle Counting
Semiconductor and precision electronics cleanrooms face a contamination threat that pharma and biotech facilities rarely consider: airborne molecular contamination. While HEPA filtration handles particulate control effectively, molecular-level outgassing from building materials — including panel core foams, adhesive systems, and sealants — can deposit trace chemical films on photoresist layers and silicon wafers. In advanced node manufacturing at 7nm and below, even parts-per-trillion concentrations of certain organic compounds can poison entire wafer batches.
This is where core material chemistry becomes a specification-critical decision rather than a cost optimization lever. Not all foam cores behave identically under long-term exposure to controlled-environment conditions. Closed-cell structures with verified low-VOC emission profiles — confirmed through material certification testing, not generic datasheet claims — are essential. Our engineering team has conducted comparative outgassing analysis across multiple core formulations, and the variance between materials marketed as equivalent can span an order of magnitude. That is a gap no amount of HVAC filtration can compensate for once the panels are sealed inside the cleanroom envelope.

Installation Logistics and Structural Load Considerations
Panel weight dictates framing specifications, crew sizing, and crane logistics. Failing to calculate dead loads for high-density cores before fabrication can inflate structural steel costs by 15-20% and derail installation timelines.
Structural Support Assessment: Rockwool vs. Lightweight Core Panels
Rockwool core panels typically weigh 18-25 kg/m² depending on facing material and core density, significantly exceeding the 6-10 kg/m² range of PP honeycomb or PET foam core alternatives. This weight differential directly impacts structural support requirements. High-density Rockwool panels require heavier-gauge aluminum or steel framing profiles—often 2.0mm or thicker structural tracks—to prevent deflection under cumulative wall loads. Lightweight honeycomb and foam core panels can be safely installed on standard 1.2-1.5mm gauge framing systems, reducing both material costs and installation labor hours.
Our engineering team has observed that contractors frequently underestimate the cumulative dead load of Rockwool wall systems in multi-story cleanroom builds. When wall heights exceed 3 meters, the compressive load on bottom tracks can cause permanent deformation if the subfloor lacks proper load distribution plates. We recommend conducting a per-linear-meter dead load calculation before finalizing framing specifications, and specifying reinforced base tracks for any Rockwool wall exceeding 2.8 meters in height.
Cam-Lock and Tongue-and-Groove Systems for Rapid Assembly
Cam-lock fastening systems use an eccentric cam mechanism embedded in the panel edge that hooks into a receiver on the adjacent panel, creating a mechanical lock when rotated 180 degrees with an Allen key. This eliminates exposed mechanical fasteners and achieves consistent joint compression across the full panel height. Typical installation rates for cam-lock systems range from 15-25 m² per hour for a two-person crew, compared to 8-12 m² per hour for traditional screw-fixed configurations.
Tongue-and-groove edge profiles complement cam-lock hardware by providing continuous alignment and a secondary sealing surface. The male-female interlock ensures panels remain coplanar during and after assembly, preventing step discontinuities that compromise cleanliness classification. When combined with factory-applied EPDM gasket strips, tongue-and-groove joints achieve air leakage rates below 0.5 m³/h·m at 200 Pa pressure differential, meeting ISO 14644 enclosure integrity benchmarks without field-applied sealants.
In our CKD modular projects shipped to over 50 countries, we pre-install cam-lock hardware during panel production rather than leaving it for field assembly. This reduces on-site installation time by roughly 40% and eliminates the risk of hardware misplacement or incorrect torque application by crews unfamiliar with the system. For distributors managing multi-site rollouts, this consistency is critical for maintaining predictable labor budgets across installations.
HVAC Equipment Integration and Panel Reinforcement Strategies
Cleanroom HVAC components—particularly fan filter units, duct transitions, and lighting troffers—impose concentrated point loads that sandwich panels alone are not engineered to bear. A standard 2×4 FFU weighs 25-35 kg, and when mounted in a ceiling grid, the load transfers through panel edges to the supporting wall structure. Without localized reinforcement, panel facings can dimple, delaminate, or develop micro-fractures under sustained point loading, compromising both structural integrity and cleanroom seal performance.
Reinforcement strategies center on embedding steel or aluminum backer plates within the panel core at predetermined equipment mounting locations during manufacturing. For wall-mounted equipment exceeding 15 kg, through-bolted mounting plates that span the full panel thickness distribute load across both the inner and outer facings, preventing core crushing. The load path must be engineered to transfer weight into the vertical framing members—not into the panel core alone. This is particularly critical for GRP or aluminum-faced panels, where facing thickness typically ranges from 0.5-1.5mm and cannot independently support cantilevered loads.
📋 Actionable Steps
- Step 1: Map all equipment locations, weights, and vibration profiles during the design phase—before panel production drawings are locked
- Step 2: Specify embedded backer plates at each mounting point in the panel manufacturing drawings, including material grade and plate dimensions
- Step 3: Verify that through-bolts engage both panel facings and connect directly to vertical structural framing members, not just the core
- Step 4: Conduct pull-out and shear tests on a sample panel section to validate mounting capacity before full-scale installation proceeds
- Step 5: Document all load transfer paths and reinforcement locations in facility engineering records for future equipment modifications

Total Cost of Ownership and ROI Analysis
The initial procurement price of a cleanroom wall panel accounts for less than 30% of its true lifecycle cost. Maintenance frequency, reconfiguration adaptability, and thermal efficiency dictate the remaining 70%—and that is precisely where ROI is ultimately won or lost.
Lifecycle Costs: Facing Durability Against Frequent Washdowns
In pharmaceutical and biotech environments, wall surfaces are subjected to aggressive, daily chemical washdowns. Traditional coated drywall or lower-grade steel partitions rapidly degrade under this stress, leading to pitting, microbial contamination, and eventual wholesale replacement. Selecting highly resilient skin materials is the primary defense against these recurring maintenance expenses.
GRP (Glass Reinforced Plastic) and premium Steel facings offer vastly different lifecycle profiles. High-grade gel-coated GRP panels create a non-porous, chemically inert barrier that withstands repeated exposure to harsh disinfectants like hydrogen peroxide and sodium hypochlorite. In our laboratory accelerated-aging tests, high-spec gel-coated GRP facings maintained structural integrity and surface gloss after thousands of simulated washdown cycles, showing zero micro-cracking that could harbor pathogens.
Reconfigurability Value: Demountable Systems vs. Fixed Construction
Manufacturing workflows evolve. A rigid, stick-built cleanroom structure requires destructive demolition and reconstruction when a facility needs to pivot production lines or expand capacity. This traditional approach treats the initial building materials as a sunk cost with zero residual value.
Engineered modular cleanroom panels inherently flip this financial dynamic. Utilizing cam-lock and tongue-and-groove joining systems, demountable composite panels can be systematically disassembled, relocated, and re-erected in a new configuration without material destruction. This preserves up to 80% of the initial material capital. When evaluating the total cost of ownership over a 10-year horizon, the ability to reuse the exact same GRP or aluminum honeycomb panels for a new ISO Class 7 suite drastically outperforms the recurring capital expenditure of traditional gypsum construction.
Energy Efficiency Savings from Integral Insulation R-Values
Thermal leakage is a silent drain on operational budgets. Maintaining strict temperature gradients and pressure cascades in a controlled environment requires HVAC systems to run continuously, often constituting up to 40% of a facility’s total energy draw. The insulation capability of the wall enclosure directly dictates the load placed on this peripheral equipment.
Prefabricated composite panels bypass the thermal bridging inherent in traditional stud-and-batt insulation by providing continuous, integral thermal breaks. Cores utilizing PU (Polyurethane) or PIR (Polyisocyanurate) foams deliver high R-values per inch, effectively locking in the facility’s climate control. Through operational data tracking on our deployed facility projects, we have found that upgrading from standard multi-layered drywall to continuous rigid-foam composite panels yields a measurable reduction in continuous HVAC energy consumption, accelerating the payback period of the initial panel investment.
Conclusion
Look, buying cleanroom panels isn’t just about checking boxes for 2025 compliance; it’s about future-proofing your facility against rising energy costs and stricter audits. Whether you choose Rockwool for sound deadening or Aluminum Honeycomb for structural integrity, make sure you calculate the total ROI, not just the upfront sticker price. Don’t let installation logistics blindside you either. Always verify that your floor can handle the load and that the supplier actually understands your specific industry needs. If you want to avoid the common pitfalls of material selection and complex installation, partner with a team that does this daily. Rax Panel offers the technical expertise and global support to handle your engineering headaches. Let’s get your project spec’d out right the first time—give us a shout to secure your supply chain before lead times get any tighter.Frequently Asked Questions
How do modular panels maintain cleanliness standards?
Modular clean room panels maintain cleanliness through smooth, non-porous facing materials that resist particle accumulation and allow easy sanitization. Panels are engineered with tightly sealed joints and gasket systems that prevent air leakage and microbial ingress. The materials used are selected for low outgassing and chemical resistance to withstand frequent cleaning with harsh agents. This ensures compliance with ISO 14644 and GMP standards for controlled environments.
What core materials are best for clean rooms?
The most suitable core materials for clean room panels include PET foam, PU foam, and PP honeycomb due to their excellent thermal insulation, low outgassing properties, and lightweight characteristics. These cores provide dimensional stability and do not shed particulates, which is critical for ISO-classified environments. The choice depends on the required fire rating, thermal performance, and mechanical load. Aluminum honeycomb is also widely used when higher rigidity and fire resistance are priorities.
What facing materials suit clean room environments?
GRP (fiberglass reinforced plastic) sheets and stainless steel are among the most common facing materials for clean room panels due to their smooth, non-shedding surfaces and chemical resistance. GRP sheets with gelcoat provide an additional layer of waterproof and insulating protection while maintaining a flat, defect-free finish. Aluminum and HPL (high-pressure laminate) are also used depending on the specific cleanliness classification and budget. The facing material must support repeated cleaning without surface degradation.
How are utilities integrated into walls?
Utilities such as electrical conduit, gas lines, and data cables are typically routed through dedicated chase channels or hollow cores within modular clean room wall panels. Pre-engineered cutouts and junction boxes are factory-installed to minimize on-site modifications that could compromise cleanliness. This integrated approach ensures a flush, sealed surface that meets particulate contamination requirements. At Raxpanel, we design panels with standardized utility raceways to simplify installation while maintaining structural integrity.
What certifications do clean room panels need?
Clean room panels typically require certifications related to fire performance, such as ASTM E84, EN 13501, or FMVSS 302 depending on the market and application. For pharmaceutical and medical applications, panels must comply with GMP guidelines and may need documentation for material traceability and low particulate emission. ISO 14644 compliance is often validated through third-party testing of the assembled clean room rather than individual panels. Manufacturers should provide material test reports and fire safety certificates upon request.