
PVC foam core has dominated composite manufacturing for 30 years. That run is ending. Wind energy blade production — the largest consumer of structural foam cores worldwide — has shifted hard toward PET foam core over the past decade. The reason is straightforward: PVC waste gets burned or buried, while PET recycles at conventional facilities. Armacell’s own comparative data shows PET outperforming PVC on compression strength, shear modulus, and thermal stability in controlled testing. When the biggest blade manufacturers rewrote their material specs, the supply chain followed.
This guide covers the mechanical properties, processing parameters, and density ranges that determine whether a sandwich panel holds up or fails in the field. No filler. Head-to-head performance data against both PVC and balsa wood — two core materials PET is actively displacing — plus a cost breakdown by density grade from 80 to 260 kg/m³. If you specify, source, or distribute composite panels, this is the reference that keeps your quotes accurate and your end users’ structures sound.
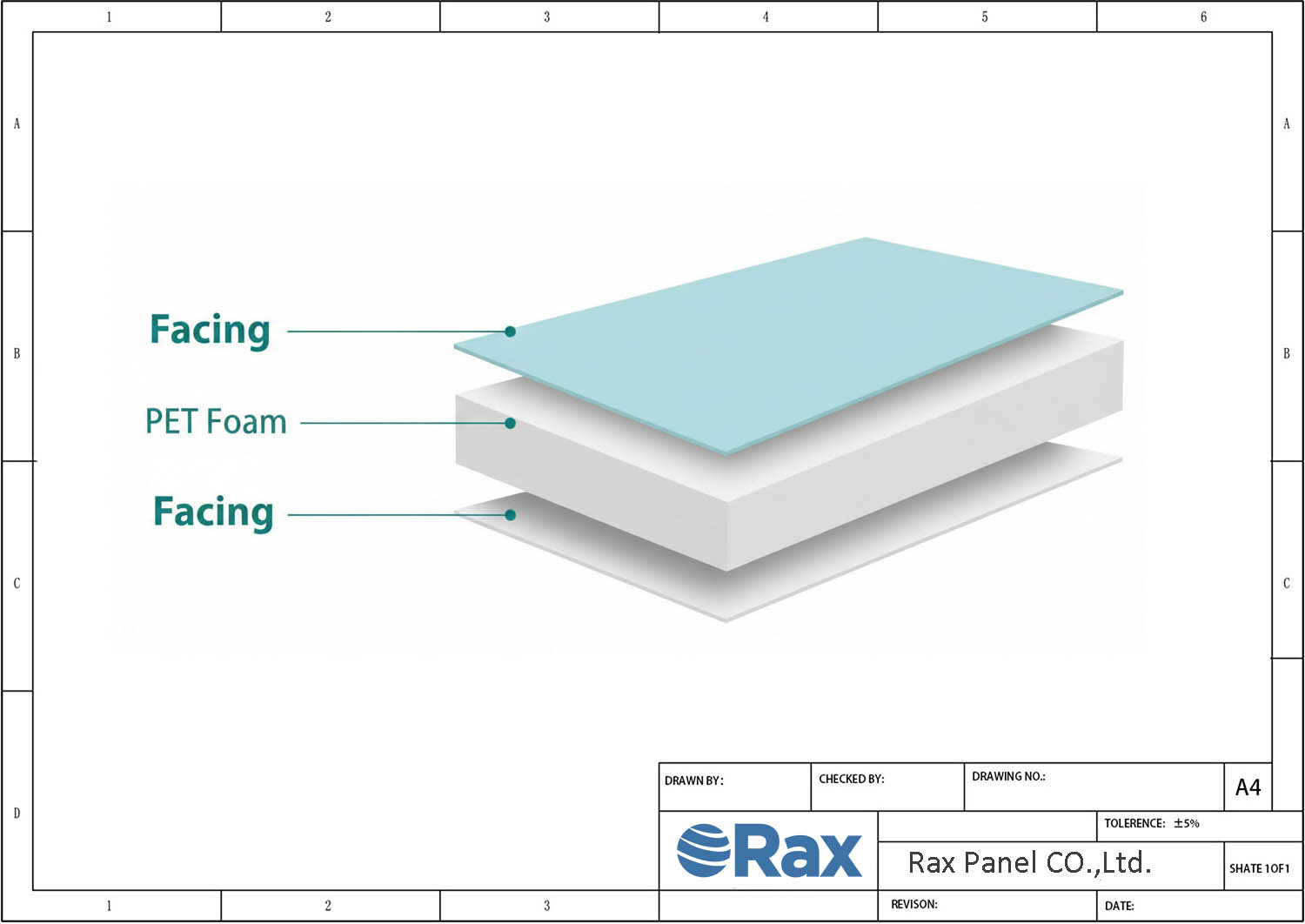
Table of Contents
What is PET Foam Core Material
PET foam core is a closed-cell structural foam made from polyethylene terephthalate—a 100% recyclable thermoplastic polymer delivering high strength-to-weight performance in composite sandwich panels.
Definition of PET Foam
PET foam core material is derived from polyethylene terephthalate, the same polyester resin used extensively in plastic water bottles and packaging. In its foamed state, PET becomes a rigid, closed-cell structural foam with a uniform cell structure that provides consistent mechanical properties throughout the panel. This is not the flexible packaging material most people associate with PET—it is a high-density, load-bearing core engineered for demanding composite applications.
Modern PET foam production has evolved significantly. Early manufacturing relied on fluoride-based blowing agents, which raised environmental and health concerns. Current foaming technology uses carbon dioxide generated during the production process itself as the foaming agent, eliminating harmful emissions. The result is a core material where both production scraps and end-of-life waste can feed directly back into the manufacturing cycle.
From a compositional standpoint, recycled PET foam core boards are manufactured from processed PET bottles and post-consumer PET products. This closed-loop sourcing model is one of the reasons the material has gained rapid traction in industries like wind energy, where sustainability mandates now influence material selection at the engineering level.
Sandwich Panel Structure
A sandwich panel functions on the same mechanical principle as an I-beam: two thin, stiff face sheets carry bending loads while a lightweight core between them maintains separation and resists shear forces. The greater the distance between the face sheets, the higher the panel’s bending stiffness—without a proportional increase in weight. PET foam serves as that core layer, transferring shear stresses between the facings while contributing minimal mass.
In Rax Panel’s manufacturing configuration, PET foam cores are paired with a range of facing materials depending on the structural and environmental requirements of the project:
- Metal facings: Aluminum, steel, stainless steel, and Aluzinc sheets for structural building panels and truck bodies
- Composite facings: GRP/FRP sheets with gelcoat or CFRT (continuous fiberglass reinforced thermoplastic) sheets for marine and RV applications
- Other facings: ACP (aluminum composite panel), PVC, plywood, or compact laminate HPL depending on the end-use environment
The bond between the PET core and these facings is critical. Our engineering team conducts experimental testing during the design phase to verify that the adhesive interface meets the required shear and peel strength data standards for each specific project. This is not a one-size-fits-all process—different facing materials require different surface preparation and resin systems to achieve a reliable structural bond.
Thermoplastic Properties
The thermoplastic nature of PET foam is what separates it fundamentally from thermoset core materials like PVC foam or balsa wood. A thermoplastic polymer does not undergo a chemical cure—it softens when heated and solidifies when cooled, and this process is reversible. This characteristic has direct implications for both manufacturing flexibility and end-of-life handling.
In practical terms, the thermoplastic behavior of PET foam enables several processing advantages:
- Thermoforming capability: PET foam cores can be heated and shaped into curved or complex geometries without losing structural integrity, which is essential for vessel hulls, aerodynamic fairings, and curved architectural panels
- Thermal stability during curing: PET foam maintains dimensional stability at elevated temperatures, resisting the warping, discoloration, or carbonization that can ruin composite parts during high-temperature curing cycles
- Full recyclability: Unlike thermoset cores that cannot be remelted, PET foam can be reground and reprocessed into new foam or other PET products, supporting circular economy requirements in regulated industries
It is worth noting that while PVC foam is also technically a thermoplastic, its chlorine content creates toxic hydrogen chloride gas when burned or processed at high temperatures, complicating both manufacturing and disposal. PET foam contains no halogens, making it a cleaner material to process and recycle. This distinction has driven the gradual shift from PVC to PET in sectors like wind turbine blade manufacturing, where large volumes of core material must be processed and eventually disposed of responsibly.
From our production floor perspective, the thermoplastic consistency of PET foam also means more predictable behavior during lamination. The material does not off-gas unpredictably or introduce moisture-related variables during vacuum bagging or pre-preg processing. This consistency translates directly to higher first-pass yield rates and fewer rejected panels—metrics that matter significantly when you are producing over 1,700 square meters of composite panels daily.
| Feature | Specification | Key Benefit |
|---|---|---|
| Material Type | Polyethylene Terephthalate (PET) Thermoplastic Polymer | 100% recyclable, eco-friendly alternative to PVC and Balsa Wood |
| Density Range | 60 – 300 kg/m³ (multiple grades available) | Optimal strength-to-weight ratio for lightweight sandwich panels |
| Temperature Resistance | Up to 150°C (302°F) continuous service temperature | Resists warping, discoloration, and carbonization during high-temp curing |
| Mechanical Strength | High compressive, tensile, and shear strength ratings | Structural integrity comparable to Balsa Wood without added weight |
| Water Absorption | Extremely low moisture uptake rate | Waterproof performance ideal for marine and outdoor applications |
| Thermal Insulation | Low thermal conductivity coefficient | Superior insulation for refrigerated trucks and building wall cladding |
| Compatible Facings | GRP/FRP, CFRT, Aluminum, Steel, Stainless Steel, ACP, Plywood | Versatile customization to meet specific project data standards |
| Fire Performance | Self-extinguishing, low smoke and toxicity emissions | Meets stringent safety requirements for transportation and construction |
| Processing Methods | Vacuum infusion, hand lay-up, RTM, press molding | Flexible integration with existing composite production lines |
| Environmental Profile | Fully recyclable with zero toxic emissions | Reduces landfill pollution versus traditional PVC foam cores |
| Cost Efficiency | Competitive lifecycle cost versus Balsa Wood and PVC foam | Lower material waste and higher yield rates reduce overall project cost |
| Primary Applications | RV panels, marine vessels, truck bodies, wind energy, construction | Proven durability under demanding conditions across 50+ countries |
| Availability via Rax Panel | Daily output exceeding 1,700 m² with custom thickness options | Scalable supply with 24/7 multilingual support for global B2B clients |

PET Foam Core vs PVC and Balsa
PET foam core is rapidly replacing PVC foam and balsa wood in structural sandwich panels due to its 100% recyclability, superior temperature resistance, and consistent mechanical performance across demanding applications.
PET vs PVC Foam Core
PVC (polyvinyl chloride) foam has been the default core material in marine, wind energy, and transportation composites for decades. Manufacturers like 3A Composites, DIAB Group, and Gurit built their product lines around it. However, the industry is shifting. PET (polyethylene terephthalate) foam is now actively replacing PVC in wind turbine blades and structural sandwich panels, and the reasons are both environmental and performance-driven.
The environmental problem with PVC is straightforward. Waste treatment of PVC relies primarily on burning or burying, which generates toxic emissions and soil contamination. For industries under increasing regulatory pressure to hit sustainability targets, this is a growing liability. PET foam, by contrast, is a closed-cell thermoplastic structural foam that is 100% recyclable. Production scraps and offcuts can be fed directly back into the manufacturing cycle. Modern PET foaming technology even uses the carbon dioxide generated during production as a foaming agent, eliminating the need for fluoride-based blowing agents that older processes relied on.
On the performance side, PET foam demonstrates measurable advantages over PVC in several critical metrics. PET offers higher shear and compressive strength at equivalent densities, meaning engineers can achieve the same structural performance with less material. It also exhibits superior thermal stability during high-temperature curing processes. PVC foam is prone to warping, discoloration, or even carbonization when exposed to elevated cure temperatures, which destroys yield rates on large-scale production runs. PET foam maintains dimensional stability under these conditions, reducing scrap and rework costs.
From a toxicity and fire safety perspective, PVC releases hazardous halogenated gases when exposed to fire. PET does not. For enclosed applications like vessel interiors, train cabins, or RV living spaces, this distinction is not minor—it is a regulatory requirement in many markets. Our engineering team at Rax Panel has observed that clients specifying PET foam cores for marine and transportation projects increasingly cite fire safety compliance as the primary decision driver, sometimes outweighing even cost considerations.
PET vs Balsa Wood
End-grain balsa wood has long been favored in sandwich panel construction for its high shear strength and low cost. It works well in controlled, dry conditions. The problem emerges when balsa encounters moisture, temperature fluctuations, and long-term mechanical loading in real-world environments.
Balsa is a natural material, which means inherent variability. Density can fluctuate significantly within a single sheet. It absorbs water. Once moisture penetrates the core—through a minor skin fracture, an unsealed edge, or simply long-term humidity exposure—the panel’s structural integrity degrades rapidly. Rot, delamination, and weight gain follow. In marine applications especially, this is a well-documented failure mode. PET foam, as a closed-cell synthetic material, is waterproof. It does not absorb moisture, it does not rot, and its mechanical properties remain consistent across the entire sheet and over years of service.
Durability under cyclic loading is another critical differentiator. Balsa exhibits excellent initial shear strength, but under repeated stress cycles—such as wave impact on a vessel hull or vibration in a truck body panel—it can develop micro-cracks that propagate along the grain structure. PET foam’s isotropic cellular structure distributes stress more uniformly, resulting in superior fatigue resistance over the panel’s service life.
The cost equation is more nuanced than it first appears. Balsa’s raw material price is lower than PET foam. However, balsa requires significantly more resin during lamination due to its open, absorbent cell structure. Builders consistently report that balsa core projects consume 30% to 50% more fiberglass and epoxy resin compared to foam core alternatives. When you factor in total material cost—core plus resin plus labor—PET foam often reaches cost parity or even undercuts balsa, while delivering substantially better long-term durability.
Weight and Strength Comparison
The core selection in a sandwich panel is fundamentally an exercise in optimizing the strength-to-weight ratio. The facing materials—whether GRP/FRP, CFRT, aluminum, or steel—handle the primary tensile and compressive loads. The core’s job is to maintain separation between the facings, resist shear forces, and prevent panel buckling, all while adding minimal weight.
PET foam achieves high shear and compressive strength at relatively low densities, typically ranging from 60 to 200 kg/m³ depending on the grade. PVC foam requires a higher density to match PET’s mechanical performance at the lower end of the spectrum. Balsa wood delivers competitive shear strength but at a significantly higher weight penalty, with typical densities falling between 100 and 250 kg/m³, and with the variability issues mentioned earlier.
In practical terms, a sandwich panel built with a PET foam core and GRP/FRP facings will be lighter than an equivalent balsa-cored panel with the same load-bearing capacity, and will match or outperform a PVC-cored panel at a comparable weight. For weight-sensitive applications like RV walls, refrigerated truck bodies, and marine vessel construction, where every kilogram directly impacts fuel efficiency, payload capacity, or vessel performance, this difference accumulates quickly across an entire build.
In our production experience at Rax Panel, when clients switch from PVC or balsa cores to PET foam in sandwich panel configurations paired with facings like aluminum, CFRT, or fiberglass reinforced sheets, the resulting panels consistently demonstrate lower deflection under point loads and improved impact resistance in standardized testing. The consistency of PET foam as a manufactured product also means that panel-to-panel performance variation is minimal, which is critical for B2B buyers managing large production runs where predictability directly controls scrap rates and profitability.
Key Advantages of PET Foam Core
PET foam core delivers a rare trifecta in structural composites: verified 100% recyclability, thermal stability under high-temp curing, and mechanical strength that rivals traditional cores at a fraction of the weight.
100% Recyclable and Sustainable
The composite industry has a PVC problem. For decades, PVC foam cores have been the default choice for sandwich structures, but end-of-life disposal remains an environmental liability. PVC is typically landfilled or incinerated, releasing hydrochloric acid and dioxins. Regulatory pressure in Europe and North America is forcing manufacturers to find alternatives that meet modern sustainability mandates without sacrificing performance.
PET (polyethylene terephthalate) foam core is a closed-cell thermoplastic structural foam that is 100% recyclable. Production scraps, trimmings, and off-cuts can be fed directly back into the manufacturing loop. End-of-life panels can be reprocessed rather than discarded. The latest PET foaming technologies also use carbon dioxide generated during production as the foaming agent, eliminating the need for fluoride-based blowing agents that harm both the environment and human health.
For manufacturers supplying wind energy, marine, and transportation sectors, this is no longer a secondary concern—it is a procurement requirement. OEMs in the European Union specifically demand core materials that comply with evolving EPR (Extended Producer Responsibility) regulations. PET foam aligns directly with these green procurement standards, giving distributors and fabricators a defensible, future-proof material choice.
High Temperature Resistance
One of the most persistent headaches in composite manufacturing is core material failure during high-temperature curing. Many conventional foam cores warp, discolor, shrink, or even carbonize when subjected to elevated cure cycles. This destroys yield rates. A single ruined layup wastes not just the core, but also the expensive facing materials, resin, and labor hours invested in that part.
PET foam core offers significantly higher thermal stability compared to standard PVC and PU foams. It maintains dimensional integrity during pre-preg composite processing and elevated-temperature vacuum bagging cycles. This resistance to thermal deformation means manufacturers can confidently run aggressive cure schedules without fear of core migration, outgassing, or surface defects in the final panel.
In our own production facility, we have processed PET foam core sandwich panels through curing environments that would compromise lower-grade cores. The dimensional consistency holds. For B2B buyers supplying demanding sectors like rail transportation and aerospace, this thermal reliability directly translates to lower scrap rates and more predictable production costs on the factory floor.
Mechanical and Physical Strength
A common misconception among builders is that lightweight foam cores inherently lack structural legitimacy compared to solid materials like marine plywood or balsa wood. The reality is more nuanced. PET foam core delivers a high strength-to-density ratio, providing substantial tensile, compressive, and shear strength without the weight penalty of traditional core substrates.
In sandwich panel construction, the core’s primary mechanical job is to transfer shear loads between the facing skins while resisting compressive forces. PET foam handles both tasks effectively across a range of densities. When paired with high-performance facings such as GRP/FRP, CFRT, aluminum, or stainless steel, the resulting composite panel achieves structural rigidity that competes with much heavier solid constructions.
The practical advantage for fabricators is clear: PET foam core does not rot, absorb water, or harbor biological growth like balsa wood. It does not delaminate internally when exposed to moisture cycles. For marine vessel hulls, refrigerated truck bodies, and mobile home wall systems, this long-term durability under real-world conditions matters far more than lab-tested peak numbers. Our engineering team has conducted extensive experimental testing on PET foam core panels configured for RV flooring and truck body walls, validating consistent mechanical performance under stringent load and impact standards demanded by international OEMs.

Technical Specifications and Properties
PET foam core delivers a practical density range of 80 to 200 kg/m³, stable resin compatibility across multiple systems, and thermal performance that withstands curing temperatures which would discolor or carbonize conventional PVC cores.
Density and Dimensions
PET foam core is manufactured as a closed-cell thermoplastic structural foam, available in densities ranging from approximately 80 kg/m³ up to 200 kg/m³. The density you select directly dictates compressive strength, shear modulus, and overall panel stiffness. Choosing a density that is too low for a high-load application invites structural failure; selecting one that is unnecessarily high defeats the purpose of a lightweight sandwich panel. Engineers should match density to the specific mechanical load profile rather than defaulting to the middle of the range.
In standard production, PET foam boards are supplied in thicknesses from 5 mm to 60 mm, with custom dimensions available for project-specific requirements. Widths typically max out around 1200 mm to 1500 mm depending on the production line. Length can be customized based on logistics constraints and application needs. Our production line processes over 1,700 square meters of composite panels daily, so dimensional consistency across large bulk orders is not a concern—every panel in a shipment comes from the same calibrated process parameters.
For designers unsure where to start, here is a practical density selection framework based on common application demands:
- 80–100 kg/m³: Non-structural or lightly loaded panels—interior RV furniture partitions, marine cabinetry, decorative wall cladding where weight savings are prioritized over load-bearing capacity.
- 100–150 kg/m³: Medium-load structural panels—truck body sidewalls, mobile home flooring, wind energy blade shear webs. This is the most commonly specified range.
- 150–200 kg/m³: Heavy-load or high-impact applications—refrigerated truck flooring, marine hull bottoms, industrial platform decking, and aerospace structural components requiring maximum compressive and shear performance.
Resin Compatibility
One of the most frequently overlooked technical factors in sandwich panel design is whether the core material can tolerate the exothermic heat released during resin curing. This is where PET foam separates itself from PVC and many other thermoplastic cores. PET foam’s elevated glass transition temperature and thermal stability mean it does not deform, discolor, or carbonize during high-temperature curing cycles. For manufacturers running pre-preg processes or hot-melt lamination lines, this translates directly into higher yield rates and fewer rejected panels.
PET foam core is compatible with the major resin systems used in composite manufacturing today. Polyester, vinyl ester, and epoxy resins all bond effectively with PET foam surfaces. The closed-cell structure prevents excessive resin absorption into the core, which keeps panel weight predictable and material costs controlled—unlike end-grain balsa, which can soak up significant resin volumes and drive up both cost and final weight.
For thermoplastic processing routes, PET foam also works with UD tape lamination, CFRT facing consolidation, and hot-press molding. Our engineering team routinely runs experimental tests pairing PET core with GRP/FRP, CFRT, aluminum, steel, stainless steel, and ACP facings to verify that the bond line meets the required shear and peel data standards before full production begins. This pre-production validation step is critical—skipping it is how projects end up with delamination failures in the field.
Thermal and Acoustic Insulation
As a closed-cell foam, PET core inherently limits heat transfer through trapped gas pockets within its cellular structure. When paired with facing materials like GRP, aluminum, or steel in a sandwich configuration, the resulting panel achieves thermal insulation performance suitable for refrigerated transport, mobile housing, and building envelope applications. The foam does not degrade or lose insulating capacity under prolonged exposure to extreme cold or heat, and it resists corrosion from salt water and acidic rain—properties particularly relevant for marine and coastal construction projects.
Acoustically, PET foam core panels provide meaningful sound damping compared to solid single-layer materials of equivalent stiffness. The foam core absorbs vibration energy across the panel cross-section, reducing transmitted noise. This is a measurable advantage in truck cabin partitions, rail transit interior panels, and marine engine room enclosures where both structural performance and noise reduction are design requirements. The degree of acoustic attenuation depends on panel thickness, facing material selection, and foam density—thicker cores at moderate densities generally deliver the best balance of sound absorption and structural capacity.
From a practical specification standpoint, designers evaluating PET foam for insulation-critical applications should request thermal conductivity data (λ-values) and acoustic transmission loss curves specific to their exact panel configuration. Generic datasheet numbers only approximate real-world performance because the facing material, adhesive system, and joint detailing all influence final installed behavior. In our experience, projects that skip this configuration-specific testing phase often encounter thermal bridging issues or acoustic hot spots that could have been resolved with minor core density or thickness adjustments during the design stage.
| Feature | Specification | Benefit |
|---|---|---|
| Core Material Options | PET, PVC, PU, XPS, PMI, EPP, MPP Foam; PP, Aramid, PC Honeycomb | Versatile customization for strength, weight, and thermal needs |
| Facing / Skin Options | GRP/FRP, CFRT, Aluminum, Steel, Stainless Steel, ACP, PVC, Plywood, Aluzinc | Adaptable to marine, RV, truck, and industrial environments |
| PET Foam Core Density | 60 – 200 kg/m³ (varies by grade) | High strength-to-weight ratio; 100% recyclable PVC alternative |
| PET Foam Temperature Resistance | Up to 150°C curing temperature without deformation | Superior thermal stability vs PVC; prevents warping during lamination |
| Panel Thermal Insulation | Low thermal conductivity (0.020 – 0.035 W/m·K depending on core) | Energy-efficient for refrigerated trucks and mobile homes |
| Waterproof Rating | Closed-cell foam structure; gelcoat FRP facing option | Zero water absorption; ideal for marine and exterior cladding |
| Compressive Strength (PET Core) | 1.0 – 3.5 MPa (density-dependent) | Structural integrity under heavy loads; exceeds marine plywood |
| Shear Strength (PET Core) | 0.5 – 1.8 MPa (density-dependent) | Excellent sandwich panel rigidity and impact resistance |
| Fire Safety Performance | Self-extinguishing; low smoke emission; halogen-free PET option | Meets strict building and transportation fire codes |
| Daily Production Capacity | >1,700 m² per day (advanced production line) | Scalable supply for large-scale global projects |
| Recyclability (PET Core) | 100% recyclable thermoplastic; no toxic fumes during processing | Eliminates PVC environmental concerns; supports green building standards |
| Custom Thickness Range | 5mm – 200mm (core + facing composite) | Engineered solutions from thin furniture panels to thick truck walls |
| Weight Reduction vs Plywood | Up to 40-60% lighter than equivalent marine plywood | Significant fuel savings in RV, truck, and marine applications |
| Global Certifications | ISO-compliant testing; CE available; DNV/GL marine standards | Trusted by manufacturers across 50+ countries worldwide |
Industrial Applications of PET Foam Core
PET foam core has shifted from a niche eco-friendly alternative to the default structural core in demanding industries, driven by its high-temperature processing tolerance and closed-cell reliability.
Wind Energy Blades
The wind energy sector is arguably the most aggressive adopter of PET foam cores. When manufacturing massive turbine blades, the resin curing process generates immense exothermic heat. Traditional core materials often struggle under these conditions, risking discoloration, carbonization, or structural warping that ruins the laminate and destroys profitability.
PET foam core excels here due to its superior thermal stability. It withstands aggressive high-temperature curing cycles without degrading, ensuring the yield rates for blade manufacturers remain exceptionally high. In our factory, we have observed that processing PET cores during vacuum infusion results in significantly fewer rejected panels compared to standard PVC, simply because the material tolerates the exothermic peak of the resin pour far better.
Marine and Boat Building
In marine applications, the industry is rapidly moving away from materials that leach toxins or sit in landfills. Boat builders face strict environmental regulations and are actively replacing traditional cores with PET foam. Because it is often manufactured from recycled plastic bottles and is 100% recyclable itself, it aligns perfectly with modern green marine manufacturing standards.
Structurally, PET foam core sandwich panels provide the necessary buoyancy, compressive strength, and absolute waterproofing required for hulls, bulkheads, and decking. Beyond the structural hull, the material is extensively used for interior outfitting. Manufacturers utilize PET core laminates to fabricate lightweight marine furniture, wardrobe structures, and door panels, significantly reducing the overall displacement of the vessel without sacrificing rigidity.
Transportation and Aerospace
For commercial transportation, aerospace, and heavy trucking, every kilogram saved translates directly to increased payload capacity and lower fuel consumption. PET foam core panels are heavily utilized in these sectors to achieve extreme lightweighting while maintaining high strength-to-weight ratios and crashworthiness.
- Commercial Vehicles: Thermoformed PET boards are engineered into roofing, partition walls, doors, and seat bottoms for RVs, buses, and refrigerated trucks.
- Aerospace and Rail: The closed-cell thermoplastic nature of PET allows it to be formed into complex shapes for curved interior paneling while resisting fatigue over long service lives.
Our engineering team frequently designs customized GRP and CFRT skinned PET sandwich panels for international truck and RV manufacturers. By tailoring the exact stiffness-to-weight ratio our clients need, we help them eliminate dead weight and maximize cargo capacity.
Construction and Building
Modern architecture and modular construction demand materials that offer a combination of high structural strength, thermal insulation, and rapid installation. PET foam core panels are increasingly specified for commercial building envelopes, cleanrooms, and prefabricated housing. The rigid closed-cell structure provides excellent thermal and acoustic insulation, locking in energy efficiency.
Builders favor these sandwich panels because they replace heavy solid concrete or timber framing with lightweight, high-stiffness alternatives. When paired with aluminum, steel, or fiber-reinforced facings, PET cores create highly durable wall cladding and roofing systems that can span larger distances without sagging, dramatically cutting down on structural steel requirements and labor costs on site.
Processing and Lamination Techniques
Processing method selection directly dictates your yield rate, void content, and unit cost. The right technique for a PET foam core panel depends on production volume, tooling budget, and the thermal tolerance your project demands.
Hand Lay-up and Vacuum Bagging
Hand lay-up remains the most accessible method for producing GRP/PET and GRP/PVC sandwich panels, particularly for low-volume or prototype runs. The process involves manually applying resin—typically polyester, vinyl ester, or epoxy—onto the fiberglass reinforcement, placing the PET foam core, and adding the second skin layer. It requires minimal tooling investment, making it a practical entry point for custom panel fabrication.
Vacuum bagging upgrades this by sealing the entire lay-up under a vacuum film. Atmospheric pressure consolidates the laminate, squeezing out excess resin and trapped air. The result is a significantly higher fiber-to-resin ratio, lower void content, and better mechanical consistency across the panel. For manufacturers producing RV wall panels or marine furniture components where weight savings matter, vacuum bagging is often the minimum standard.
One critical consideration: PET foam core handles the exothermic heat generated during resin cure far better than traditional cores. In our production runs, we have observed that PET foam maintains structural integrity without warping or discoloration even under rapid-cure resin systems. This thermal stability directly improves yield rates, especially on larger panels where heat buildup is concentrated at the core center. A proper bond between the core and the skins remains the most critical factor for the sandwich structure to handle shear loads as intended.
Pre-preg Composite Processing
Pre-preg processing uses reinforcement fibers where the resin is pre-mixed and staged—ready to react but inert at room temperature. The cure only activates once the material is exposed to elevated temperatures, typically in an autoclave or oven. This method is widely regarded as the gold standard for producing high-performance composite laminates.
The advantages are well-documented and significant:
- Low void content: Pre-impregnation eliminates dry spots and air pockets common in wet lay-up.
- Precise thickness control: Resin content is factory-calibrated, removing operator variability.
- Superior fatigue resistance: Critical for dynamic load applications in wind energy and rail transit.
- Cleaner workshop environment: No liquid resin handling reduces waste and health hazards.
However, pre-preg processing demands careful consideration. Tooling costs are notably higher, and the process requires controlled temperature environments. The core material must withstand sustained elevated cure temperatures without degrading. This is precisely where PET foam outperforms many alternatives—its high-temperature resistance prevents the carbonization and discoloration issues that plague standard cores during extended cure cycles. It is always recommended to conduct test compatibility between the specific pre-preg resin system and core grade before committing to full production.
Thermoforming Capabilities
Thermoforming is a critical capability when a flat foam core sheet needs to conform to curved or contoured tooling shapes. By applying controlled heat, PET foam becomes pliable enough to mold into three-dimensional geometries without cracking or delaminating. Once cooled, it retains the formed shape with high dimensional accuracy. This technique is essential for producing curved truck body panels, vessel hull components, and aerodynamic wind blade shells.
From a production economics standpoint, thermoforming the core before lamination is far more efficient than attempting to force rigid flat panels into curved molds during the bonding stage. It reduces spring-back forces, minimizes resin pooling, and ensures uniform skin thickness across complex surfaces. For larger production series, Resin Transfer Molding (RTM) is generally recommended alongside pre-shaped thermoformed cores, as it combines the dimensional precision of closed-mold processing with the consistency needed at scale.
Our engineering team routinely thermoforms PET core materials for custom orders, tailoring the heating time and mold parameters to the specific density and thickness of the foam grade. Because PET is a thermoplastic, it can be reheated and reformed if adjustments are necessary—a distinct advantage over thermoset cores that cannot be reshaped once cured. This reprocessability reduces material waste and gives manufacturers more flexibility during prototype development.

Why Choose Rax Panel PET Foam Core
Rax Panel combines 15+ years of composite manufacturing expertise with a 1,700 m²/day production capacity to deliver PET foam core panels engineered for consistent quality and global supply chain reliability.
Rax Panel Manufacturing Quality
Manufacturing consistency is the single most critical factor when sourcing PET foam core panels at scale. A batch-to-batch variance in core density or facing adhesion doesn’t just affect one panel—it compounds across an entire production run, leading to costly field failures and warranty claims. This is where production infrastructure makes the difference.
Rax Panel operates a dedicated advanced composite panel production line with a daily output exceeding 1,700 square meters. That figure matters because it means your orders are produced in continuous runs on calibrated equipment, not batched inconsistently across subcontracted lines. Our engineering team monitors dimensional tolerances and bond integrity throughout each run, ensuring that panel number one and panel number five hundred perform identically under load.
With over 15 years of production experience specifically in composite sandwich panels, the factory has refined its processes for handling PET foam cores paired with GRP/FRP, CFRT, aluminum, steel, stainless steel, and ACP facings. This is not a generalized plastics operation pivoting to composites—it is a purpose-built facility designed for structural panel lamination. Raw material sourcing is tightly controlled, which is critical for PET foam specifically, as the mechanical properties of the core are highly sensitive to resin distribution and cell structure uniformity during the foaming process.
Customization and Dimensions
Off-the-shelf foam core panels rarely match project-specific requirements. RV manufacturers need different stiffness profiles than refrigerated truck builders. Marine vessel designers face different waterproofing and fire-retardancy thresholds than construction contractors. A one-size-fits-all approach forces engineers to over-specify materials, inflating costs and weight.
Rax Panel addresses this through a dedicated engineering team that works directly with client specifications. Rather than simply catalog-ordering standard sheets, the team conducts experimental testing to validate that a given core-facing combination meets the precise data standards a project demands—whether that’s shear strength, thermal conductivity, or fire certification thresholds. In our experience, this upfront engineering investment eliminates the costly mid-project material substitutions that delay delivery timelines.
Customization options span both core and facing selections:
- Core Options: PET, PVC, XPS, PU, PMI, EPP, and MPP foams, plus PP honeycomb and aramid honeycomb variants.
- Facing Options: GRP/FRP, CFRT, aluminum, steel, stainless steel, ACP, Aluzinc, PVC, and plywood.
- Dimensional Flexibility: Thickness, width, and length configured to project requirements, minimizing on-site cutting waste.
- Sector-Specific Solutions: Pre-engineered configurations available for RV walls and roofing, refrigerated truck bodies, marine hulls, and mobile home structures.
This breadth of configuration allows procurement teams to source a single, validated panel specification rather than assembling components from multiple suppliers and hoping they bond correctly under lamination.
Get a Bulk Quote
For manufacturers and distributors evaluating PET foam core panel suppliers, pricing accuracy depends on specification clarity. A meaningful bulk quote requires defined parameters: core density range, facing material and thickness, panel dimensions, target mechanical performance, and estimated annual volume. Vague inquiries generate vague numbers, which generate budget overruns.
Rax Panel maintains a multilingual international sales team fluent in English, French, Russian, Japanese, and Korean, providing 24-hour one-to-one service. This isn’t a ticketing system—it’s direct access to a designated contact who tracks your project from initial specification through production monitoring to logistics coordination. For B2B buyers managing complex supply chains across borders, this eliminates the communication lag and misinterpretation that cause shipping delays and customs complications.
The company currently serves long-term supply chain partnerships in over 50 countries and regions, spanning Europe, North America, South America, Southeast Asia, Central Asia, Japan, South Korea, and the Middle East. This operational footprint means the team has navigated the regulatory, documentation, and logistics requirements specific to your market before. To request a specification-based bulk quote, contact the international sales team directly with your project parameters for a response that reflects actual production feasibility and accurate lead times—not an automated estimate.
Conclusion
PET foam core gives manufacturers a fully recyclable, heat-resistant alternative to traditional core materials. For projects demanding thermal stability during high-temperature curing, this material prevents warping while maintaining structural integrity across wind blades, marine hulls, and truck panels.
- Specify density requirements early. PET ranges from 60 to 200 kg/m³, and mismatching grades inflates your lamination costs.
- Verify resin compatibility before committing. Most PET cores bond well with epoxy, polyester, and vinyl ester — but surface treatments vary by supplier.
- Bring your design questions to our engineering team at Rax Panel. With 15 years of composite manufacturing and 1,700+ square meters of daily output, we help buyers nail down sizing and lamination specs before committing. No order required — just straight technical guidance.
Frequently Asked Questions
What materials are used to make PET foam core?
PET foam core boards are manufactured from 100% recycled PET bottles and polymeric products. The recycled resins are heated and mixed with foaming agents to create a rigid, closed-cell structural foam.
How does PET foam core compare to MDF and wood?
PET foam core is 60-80% lighter than MDF and wood chip boards while offering similar or better mechanical strength and screw retention. It also provides superior resistance to moisture, mold, and corrosion.
What is the typical fire rating and service life?
Depending on the laminates and adhesives used, PET foam panels typically achieve a B-rated fire performance without producing toxic gases. They have a proven service life of at least 12 years.
How are PET foam panels installed and recycled?
PET foam panels do not require special tools and can be installed using conventional woodworking methods. At the end of their service life, the panels can be delaminated and fully recycled at conventional recycling facilities.