
Most composite panel suppliers hand you a data sheet listing “high strength-to-weight ratio” and call it a day. What that sheet skips is how poor skin-to-core bonding turns your PP honeycomb panel into a delamination risk after two years of thermal cycling. The number buyers fixate on is density — 48 to 80 kg/m³ for polypropylene honeycomb, versus roughly 540 kg/m³ for plywood. That gap looks compelling on a spec comparison. But density alone tells you nothing about whether the panel holds together under load.
This article compares polypropylene core against plywood, balsa, foam, and aluminum using actual test data. We name the disadvantages most suppliers avoid. You’ll see the mechanical properties, processing methods, and a bonding problem our engineers solved by fusing CFRT skins directly to PP honeycomb through thermal lamination — zero adhesive involved. By the final section, you’ll have a decision framework for matching core materials to your actual use case, not just the lightest number on the quote.

Table of Contents
- 1 What Is a PP Honeycomb Panel
- 2 PP Honeycomb Core Properties
- 3 PP Honeycomb vs Alternative Core Materials
- 4 Common Applications by Industry
- 5 Disadvantages and Known Risks
- 6 Processing and Fabrication Methods
- 7 Sourcing Checklist for Buyers
- 8 Sourcing Checklist for Buyers
- 9 Conclusion
- 10 Frequently Asked Questions
What Is a PP Honeycomb Panel
A PP honeycomb panel is a thermoplastic sandwich composite built around a polypropylene core of hexagonal cells, delivering structural stiffness at roughly 48–80 kg/m³ — a fraction of plywood or solid plastic alternatives.
Technical Definition: Polypropylene Honeycomb Core Geometry
Polypropylene (PP) honeycomb is a thermoplastic structural core manufactured from polypropylene polymer. The core consists of an array of hexagonal or diamond-shaped cells that interlock to form a rigid, grid-like structure. Each cell wall shares material with its neighbor, which means the geometry achieves high compressive and shear resistance while minimizing raw material consumption. This isotropic cell configuration provides near-equal shear properties in all directions, a distinct mechanical advantage over corrugated or unidirectional core formats.
For B2B buyers evaluating core materials, the geometry matters directly. Hexagonal PP honeycomb distributes point loads across multiple cell walls simultaneously, reducing localized stress concentrations that cause premature core failure. This is why our engineers specify PP honeycomb cores for truck body flooring and RV wall assemblies where impact loading is routine and unpredictable in direction.
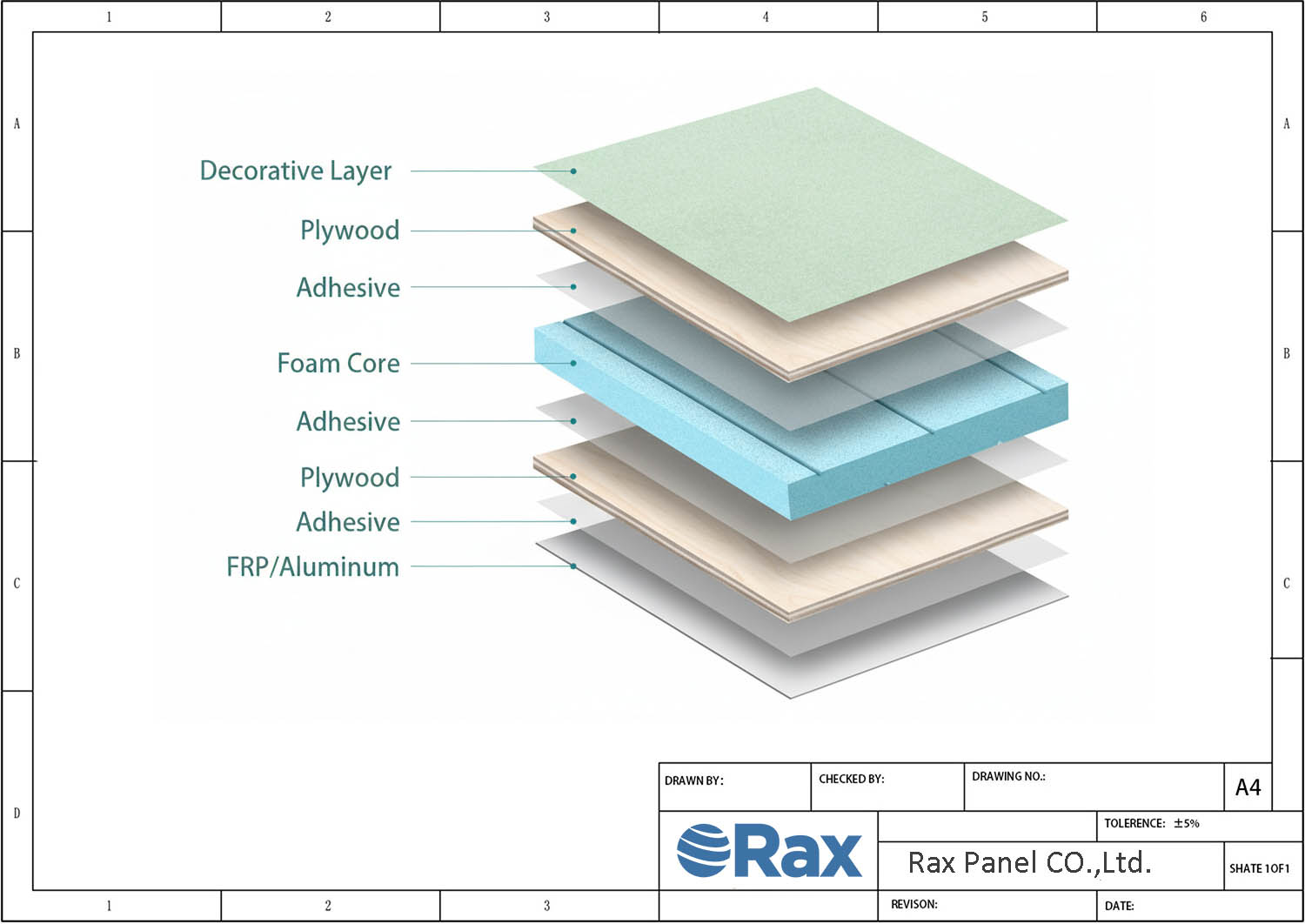
Sandwich Construction: How PP Honeycomb Integrates with Skins
A PP honeycomb panel functions as a sandwich composite: the low-density honeycomb core is bonded between two rigid facing skins to create a structure that is significantly stiffer than the sum of its individual layers. The skins handle tensile and compressive bending stresses, while the core transfers shear between them and stabilizes the thin facing materials against buckling. At Rax Panel, we produce these sandwich configurations with the following skin options: CFRT (continuous fiber reinforced thermoplastic), GRP/FRP, aluminum, steel, ACP, plywood, stainless steel, PVC, and Aluzinc.
The bonding method is where most thermoplastic honeycomb panels fail in the field. Poor skin-to-core adhesion is a well-documented weakness — adhesive layers can degrade under thermal cycling, moisture ingress, or vibration, leading to delamination. Our production addresses this directly. When producing CFRT-faced PP honeycomb panels, we use a thermal lamination process: the CFRT sheet and PP honeycomb core are fused together under controlled heat and pressure with zero adhesive. The thermoplastic skin and thermoplastic core melt at compatible temperature ranges, forming a monolithic bond at the molecular level. This eliminates the adhesive interface entirely, removing the weakest link in the sandwich stack.
For skin materials that are not thermoplastic — aluminum, steel, plywood — mechanical or adhesive bonding methods are applied, and we engineer the adhesive selection and surface preparation protocols to match the specific facing material.
Density Comparison: Where PP Honeycomb Sits on the Weight Spectrum
PP honeycomb core density typically ranges from 48 to 80 kg/m³, depending on cell size and wall thickness. To put this in context for procurement teams comparing quotations, here are the benchmark densities of common core materials you likely already source:
- PP Honeycomb Core: 48–80 kg/m³
- Balsa Wood Core: ~150 kg/m³ (end-grain)
- Plywood Core: ~540 kg/m³
- PET Foam Core: 80–200 kg/m³
- Aluminum Honeycomb: 40–130 kg/m³ (alloy-dependent)
By weight, PP honeycomb is roughly 1/12 the weight of water and 1/32 the weight of solid aluminum per equivalent volume. For a specialized vehicle manufacturer, replacing a 15mm plywood core with a PP honeycomb core of similar thickness can reduce panel weight by approximately 85–90% at the core level. The actual finished panel weight savings depends on skin selection, but the core contribution to total mass drops dramatically. Over a full truck body or RV build, this compounds into hundreds of kilograms — translating directly to increased payload capacity or reduced fuel consumption.
One limitation to acknowledge: PP honeycomb’s continuous use temperature limit is approximately 82°C (180°F). For applications involving sustained heat exposure — such as dark-colored exterior wall cladding in desert climates or engine-compartment enclosures — you should verify that operating temperatures stay within this threshold or consider alternative core materials like aluminum honeycomb which tolerates significantly higher temperatures.
PP Honeycomb Core Properties
PP honeycomb core delivers a density of 48–80 kg/m³ while maintaining high shear strength, making it the lightest viable structural core for vehicle and construction panels.
Weight-to-Strength Ratio
Polypropylene honeycomb core weighs roughly 1/12 the weight of water and 1/32 the weight of aluminum per unit volume. At a density range of 48–80 kg/m³, it undercuts plywood (~540 kg/m³) by nearly 85% and balsa wood (~150 kg/m³) by roughly 50%. For specialized vehicle manufacturers, that difference translates directly into payload capacity and fuel savings over the life of the vehicle.
The hexagonal or diamond-shaped cell geometry creates an isotropic structure, meaning the core provides near-equal shear properties in all directions. This distinguishes PP honeycomb from unidirectional cores like balsa, where strength varies depending on grain orientation. When we composite PP honeycomb with CFRT or GRP fiberglass skins at our facility, the resulting sandwich panel carries concentrated loads across a wide surface area without localized failure.
- PP honeycomb density: 48–80 kg/m³
- Plywood density: ~540 kg/m³
- Balsa wood density: ~150 kg/m³
- Weight vs. aluminum: approximately 1/32 per same volume
- Cell structure: isotropic hexagonal or diamond-shaped configuration
Chemical and Moisture Resistance
Polypropylene is inherently hydrophobic. It absorbs less than 0.1% moisture by weight even after prolonged immersion, which eliminates the swelling, rotting, and fungal growth problems that plague plywood and balsa cores in humid or marine environments. For truck body and RV manufacturers whose products face rain, road spray, and condensation cycles, this property alone can prevent costly warranty claims.
PP honeycomb also resists a broad range of chemicals including most acids, alkalis, and solvents encountered in industrial and transportation settings. Unlike metal honeycomb cores, it will not corrode. Unlike thermoset foam cores, it will not degrade when exposed to fuel vapors or cleaning agents. Our engineers have validated PP honeycomb performance in refrigerated truck body applications where condensation and chemical exposure are daily realities.
One critical caveat: PP honeycomb is a thermoplastic material, meaning it is incompatible with certain aggressive solvents like chlorinated hydrocarbons and aromatic hydrocarbons. If your application involves frequent contact with these substances, you should specify alternative core materials such as PET foam or discuss protective barrier options with our engineering team during the specification phase.
Temperature Limits (180°F / 82°C Continuous Use)
PP honeycomb has a continuous service temperature limit of 180°F (82°C). This threshold is well-documented in technical data from multiple industry sources. Below this limit, the core maintains its mechanical properties with minimal creep. Above it, the polypropylene begins to soften, and compressive strength drops off sharply.
For most RV, truck body, and mobile home applications, 82°C is more than sufficient. Interior vehicle temperatures rarely exceed 60°C even in extreme desert climates. However, if your project involves proximity to engine compartments, industrial heat sources, or hot-fill processes, this limit becomes a real constraint. In those cases, we recommend evaluating PET foam core (higher thermal tolerance) or aluminum honeycomb as alternatives.
Our thermal lamination process fuses CFRT skins directly to the PP honeycomb core under controlled heat and pressure without any adhesive layer. This matters because adhesive bonds often fail at temperatures well below the core material’s own limit. By eliminating the adhesive, the panel’s thermal ceiling is determined by the core and skin materials themselves, not by a secondary bonding agent. That is a practical advantage our engineers prioritized after seeing adhesive delamination failures in competitor panels exposed to sustained heat and vibration.
PP Honeycomb vs Alternative Core Materials
PP honeycomb core (48–80 kg/m³) delivers 60–90% weight savings over plywood and balsa, but it is not a universal replacement. Selecting the wrong core for your application risks delamination, thermal failure, or compliance rejection.
PP Honeycomb vs Plywood and Balsa
Plywood has been the default core material in RV walls, truck bodies, and marine interiors for decades. It is cheap, easy to cut, and familiar to every assembly line worker. But it comes with a massive weight penalty. Standard plywood density sits around 540 kg/m³. PP honeycomb core runs 48–80 kg/m³. That is an 85–91% reduction in core weight alone. On a 12-meter refrigerated truck body, switching from plywood-core sandwich panels to PP honeycomb panels can strip 200–400 kg of dead weight, directly translating to higher payload capacity or lower fuel consumption.
End-grain balsa is lighter than plywood at roughly 150 kg/m³, and it offers excellent compressive strength and shear properties. Many marine builders trust balsa because it has a decades-long track record in hull construction. However, balsa is a natural material. It absorbs moisture over time, which leads to rot, fungal growth, and core degradation if the skin is ever punctured or the seal fails. PP honeycomb absorbs virtually no water. It does not rot, it does not support mold growth, and it maintains its mechanical properties in humid environments that would destroy untreated balsa within a few years.
- Weight: PP honeycomb (48–80 kg/m³) vs Plywood (~540 kg/m³) vs Balsa (~150 kg/m³)
- Moisture resistance: PP honeycomb is hydrophobic; plywood and balsa both absorb water and degrade
- Recyclability: PP honeycomb is 100% recyclable; plywood and balsa are not easily recycled after lamination
- Rigidity: Plywood offers higher flexural stiffness in thin profiles; PP honeycomb requires proper skin pairing (CFRT or GRP) to match structural performance
The honest trade-off is stiffness per unit thickness. Plywood is a solid material, so a 12mm plywood core panel will feel stiffer in simple bending than a 12mm PP honeycomb panel with thin skins. If your application demands maximum rigidity in a minimal thickness envelope, plywood may still win. But for most RV walls, truck bodies, and furniture panels where you have 20mm or more of core thickness to work with, PP honeycomb with CFRT or GRP skins easily meets structural requirements at a fraction of the weight.
PP Honeycomb vs Foam Core (PET, PU, XPS)
This is where the selection decision gets nuanced. PET foam (120–200 kg/m³), PU foam (30–150 kg/m³), and XPS foam (25–45 kg/m³) each serve distinct engineering purposes. If your project requires thermal insulation, foam cores are the clear winner. Closed-cell foam traps gas pockets that resist heat transfer. PP honeycomb, with its open or partially open cell structure, provides almost no meaningful thermal insulation. If you are building a cold room, a refrigerated truck body that must maintain -18°C, or a climate-controlled mobile home, foam core panels are the correct specification.
Where PP honeycomb pulls ahead of foam cores is in shear strength and energy absorption. The isotropic cell configuration of PP honeycomb provides near-equal shear properties in all directions. Foam cores are isotropic too, but their shear strength is significantly lower than a properly engineered honeycomb structure. When you need a panel that absorbs impact energy, distributes point loads, and resists delamination under dynamic stress (truck floors, vehicle wall panels, industrial platforms), PP honeycomb outperforms foam at equivalent densities.
- Thermal insulation: Foam cores (PET, PU, XPS) are far superior; PP honeycomb is not suitable for insulated envelope applications
- Shear strength: PP honeycomb provides higher shear resistance than foam at comparable densities
- Processing temperature: PP honeycomb has a continuous use limit of 82°C (180°F); PU foam begins to degrade above 70–80°C as well; PET foam handles up to 100°C+
- Cost per square meter: PP honeycomb is generally competitive with PET foam and cheaper than high-performance PVC or PMI foams
We produce both foam core sandwich panels and PP honeycomb panels at Rax Panel because no single core material solves every problem. Our engineers regularly run comparative testing when a buyer is unsure. If you tell us your application’s operating temperature range, required R-value, and mechanical load profile, we can tell you definitively whether PP honeycomb or foam core is the right fit. Guessing here is expensive. Specifying foam when you need shear strength wastes money. Specifying honeycomb when you need insulation fails inspection.
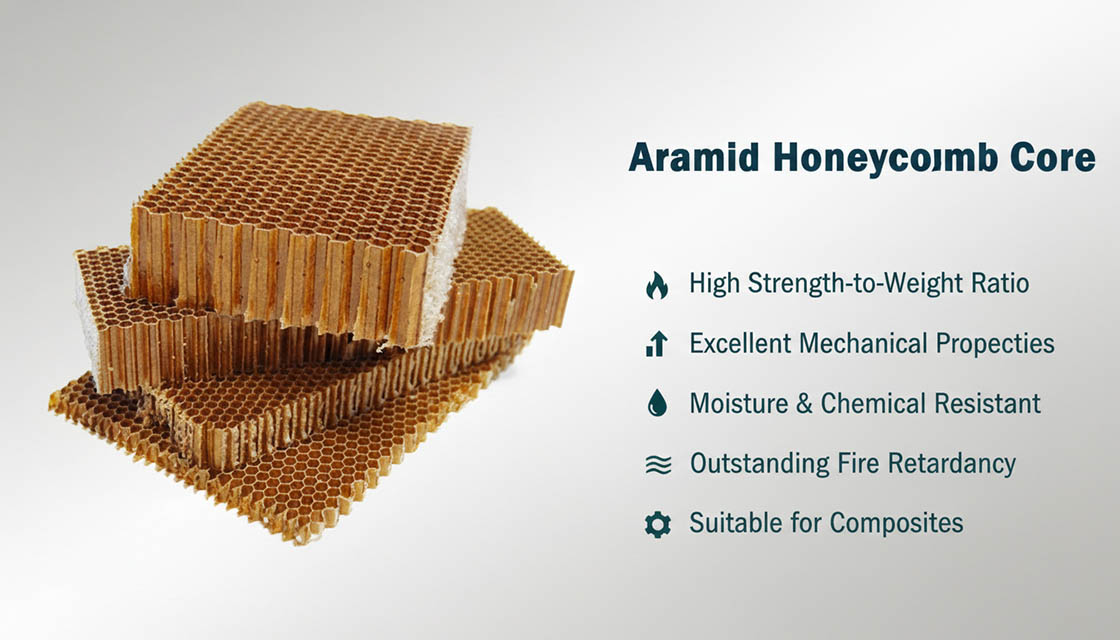
PP Honeycomb vs Nomex and Aluminum Honeycomb
Nomex (aramid) honeycomb and aluminum honeycomb sit at the premium end of the core material spectrum. They are the standard in aerospace, high-performance marine, and Formula 1. Aluminum honeycomb offers exceptional compressive strength, thermal conductivity, and fire resistance. Nomex honeycomb provides outstanding fire retardancy, low smoke emission, and excellent fatigue resistance. Both materials are engineering-grade solutions with decades of flight-certified data behind them.
They also cost 5 to 15 times more per square meter than PP honeycomb. If you are building aircraft floor panels or military shelters, that cost is justified and non-negotiable. But if you are manufacturing RV walls, truck bodies, mobile homes, or commercial building partitions, specifying aluminum or Nomex honeycomb is financial overkill. You are paying for performance margins you will never use. PP honeycomb delivers adequate compressive strength, excellent energy absorption, and proven durability in ground-vehicle and commercial construction applications at a fraction of the cost.
- Fire resistance: Nomex and aluminum honeycomb are inherently fire-resistant; PP honeycomb requires fire-retardant additives and still may not pass stringent aerospace or marine fire codes
- Weight: PP honeycomb is roughly 1/32 the weight of aluminum per same volume; PP is lighter than Nomex as well
- Cost: PP honeycomb is 5–15x cheaper than Nomex and aluminum honeycomb per square meter
- Bonding: Aluminum and Nomex bond well with structural adhesives; PP honeycomb’s low surface energy makes adhesion difficult unless using thermal lamination with compatible thermoplastic skins
The bonding issue is the single biggest technical complaint we hear from buyers who previously sourced PP honeycomb from other suppliers. Traditional adhesive bonding between PP honeycomb and non-thermoplastic skins (aluminum, steel, plywood) is unreliable. The bond line degrades under thermal cycling and vibration. Our thermal lamination process fuses CFRT skins directly to the PP honeycomb core under heat and pressure without any adhesive. This eliminates the delamination risk entirely, but it only works when both the skin and core are thermoplastic. If your design requires aluminum skins, you should consider aluminum honeycomb core instead, or accept that adhesive bonding with proper surface treatment is your only viable path.
| Core Material | Density Range | Key Properties | Best Application |
|---|---|---|---|
| PP Honeycomb | 48–80 kg/m³ | Lightweight, isotropic shear, 100% recyclable, no VOC | RV walls, truck bodies, mobile homes, vehicle flooring |
| Aluminum Honeycomb | ~1,560 kg/m³ (1/32 heavier than PP per volume) | High compressive strength, excellent fire rating, rigid | Aviation, marine, high-temperature structural panels |
| Plywood Core | ~540 kg/m³ | Familiar processing, high stiffness, low cost | Furniture panels, low-budget construction, temporary formwork |
| Balsa Wood Core | ~150 kg/m³ | Good shear strength, natural material, moderate weight | Marine hulls, wind energy blades, decorative panels |
| PET Foam | 60–200 kg/m³ | Good thermal insulation, closed-cell, recyclable | Refrigerated truck bodies, cold rooms, wall cladding |
| PU (Polyurethane) Foam | 30–150 kg/m³ | Excellent insulation (high R-value), lightweight, affordable | Insulated truck bodies, roofing panels, building envelopes |
| PVC Foam | 60–250 kg/m³ | Good chemical resistance, waterproof, closed-cell structure | Marine interiors, wet environments, chemical-exposed areas |
| PMI Foam | 32–110 kg/m³ | High specific strength, excellent fatigue resistance, low density | Aerospace, high-performance sports equipment, medical devices |
| Aramid Honeycomb | 29–150 kg/m³ | Exceptional strength-to-weight ratio, fire resistant, dielectric | Aviation, rail transit, defense applications, radomes |
| XPS Foam | 25–45 kg/m³ | Moisture resistant, stable, affordable, easy to cut | Building insulation, wall cladding, general construction panels |
| Fiberglass Honeycomb | 70–120 kg/m³ | High stiffness, corrosion resistant, good dielectric properties | Industrial equipment, public transit, electronic enclosures |
Common Applications by Industry
PP honeycomb panels replace plywood and metal in RV walls, truck bodies, marine hulls, and logistics packaging—cutting weight by up to 90% while maintaining structural load capacity.
RV and Truck Body Panels
RV manufacturers and truck body builders consistently rank weight reduction as their top material priority. Every kilogram saved on wall panels, roofing, or flooring translates directly into higher payload capacity or improved fuel efficiency. PP honeycomb core, with a density range of 48–80 kg/m³, offers a stark advantage over traditional plywood at roughly 540 kg/m³. That is a mass reduction exceeding 85% for the core layer alone.
We produce sandwich panels specifically configured for RV walls, roofing, flooring, and interior furniture panels. For truck applications, our engineering team designs solutions for both refrigerated truck bodies and dry freight truck bodies, including CKD (completely knocked down) kits that allow in-region assembly. The thermal lamination process—fusing CFRT or GRP skins directly to the PP honeycomb core under heat and pressure without adhesive—eliminates the delamination risk that plagues glue-bonded panels under thermal cycling.
- RV applications: Wall panels, roof panels, floor substrates, furniture panels, interior accessories
- Truck applications: Refrigerated truck bodies, dry freight truck bodies, CKD truck kits
- Skin options: CFRT sheets, GRP/FRP sheets with or without gelcoat, aluminum, ACP
One limitation to acknowledge: PP honeycomb has a continuous use temperature limit of approximately 82°C (180°F). For refrigerated truck bodies operating in extreme heat environments, we recommend specifying foam core panels (PU or XPS) for superior thermal insulation alongside the PP honeycomb structural panels. Matching the core material to the actual thermal load—rather than using one material everywhere—is the correct engineering approach.
Marine Vessel Structures
Marine applications demand materials that resist water absorption, salt corrosion, and constant vibration. PP honeycomb is inherently waterproof and chemically inert, making it a strong candidate for boat hulls, bulkheads, decking, and cabin structures. Unlike plywood or balsa wood cores, polypropylene will not rot, swell, or delaminate when exposed to moisture over time.
Our vessel solutions include individual designs tailored to specific marine build requirements. We offer GRP-skinned honeycomb panels and fiberglass honeycomb panels that meet the mechanical demands of hull construction. The isotropic cell configuration of PP honeycomb provides near-equal shear properties in all directions, which matters in marine environments where stress loads are unpredictable and multi-directional.
For buyers evaluating marine-grade panels, we recommend requesting core compressive strength test data and water absorption test results for your specific panel configuration. Generic data sheets do not capture the performance differences between a PP honeycomb panel with GRP skins versus one with CFRT skins in saltwater immersion. Our engineers run application-specific validation tests for custom marine orders.
Construction and Building
In commercial construction, PP honeycomb panels serve as lightweight alternatives for wall cladding, partition systems, ceiling panels, and structural formwork. The material addresses two growing priorities in the building sector: reducing embodied carbon and accelerating installation timelines. Panels weighing a fraction of conventional materials require lighter lifting equipment and smaller installation crews.
Rax Panel supplies a broad construction product range including exterior wall cladding panels, hollow plastic formwork, compact laminate HPL panels, PUR sandwich panels, PIR sandwich panels, and rockwool sandwich panels. For fire-rated applications, PP honeycomb can be specified with fire-retardant additives, but buyers must verify that the complete panel assembly—not just the core—meets the required fire classification. Fire rating compliance depends heavily on the skin material selected and the overall panel thickness.
One honest caveat: if your project’s primary requirement is maximum thermal insulation (high R-value), foam core panels such as PU or XPS outperform honeycomb cores. PP honeycomb excels where structural stiffness-to-weight ratio and moisture resistance are the priorities. Our team helps buyers select the correct core for each application rather than defaulting to a single solution.
Logistics Packaging and Transit
PP honeycomb panels are widely adopted in logistics packaging, shipping containers, and transit protection systems. The combination of low density (as low as 48 kg/m³) and high compressive strength makes the material ideal for returnable packaging, pallet decks, cargo dividers, and aviation transit cases. The energy absorption characteristics of the honeycomb cell structure protect goods during impact and vibration in transit.
Unlike corrugated cardboard or wooden crates, PP honeycomb packaging is fully recyclable and resistant to moisture, chemicals, and biological degradation. For international distributors managing returnable packaging loops, this durability translates to lower replacement costs over the product lifecycle. Holycore’s product documentation notes that PP honeycomb board is the best material for turnover logistics packaging due to its load-bearing capacity at minimal weight.
We also address a pain point most suppliers ignore: shipping logistics. With a daily production capacity exceeding 1,700 m² of composite panel area, Rax Panel maintains consistent lead times for bulk orders. Our international sales team manages crate packaging specifications and container loading plans to minimize freight damage and optimize container utilization—a critical factor when shipping lightweight but volumetric panels from China to over 50 countries worldwide.

Disadvantages and Known Risks
PP honeycomb panels carry three inherent trade-offs: adhesive bonding failures, fire compliance gaps, and limited thermal resistance compared to foam-core alternatives.
Skin-to-Core Bonding Challenges
The most common failure mode in polypropylene honeycomb sandwich panels is delamination. PP is a low-surface-energy thermoplastic, meaning traditional adhesives struggle to form a reliable mechanical or chemical bond with the core. When manufacturers rely on polyurethane or epoxy glues to attach skins like aluminum, steel, or plywood, the joint degrades under thermal cycling, vibration, and moisture exposure. Over time, the skin separates from the core, and the panel loses structural integrity.
This risk is well-documented across the industry. Competitors and third-party data sources like Plascore flag poor skin-to-core adhesion as a key weakness of thermoplastic honeycomb structures. For vehicle manufacturers building RV walls or truck bodies, a delamination failure in the field means warranty claims, product recalls, and reputational damage.
We engineered around this problem entirely. Rax Panel’s thermal lamination process fuses CFRT (continuous fiber reinforced thermoplastic) skins directly to the PP honeycomb core under controlled heat and pressure. No adhesive layer is involved. The skin and core are the same polymer family, so they melt into a monolithic bond at the molecular level. Our engineers have tested this bond under shear and peel loads, and it consistently outperforms adhesive-bonded alternatives because there is no glue layer to degrade.
However, this solution has a material constraint. Thermal lamination works optimally when both the skin and core are thermoplastic. If your project requires non-thermoplastic skins like stainless steel, Aluzinc, or plywood, an adhesive bond is still necessary. In those cases, we apply surface treatments and select industrial-grade adhesives validated for your operating conditions, but the delamination risk profile is higher than with our CFRT-to-PP configuration. We flag this upfront so you can specify accordingly.
Fire Resistance Limitations
Polypropylene is a thermoplastic polymer that ignites at approximately 360°C (680°F) and begins to soften well below that threshold. Its continuous use temperature limit sits around 82°C (180°F), per published technical data. This means standard PP honeycomb panels cannot achieve A-class non-combustible fire ratings required in many commercial building codes. If your project must meet stringent fire standards like EN 13501-1 Class A1/A2 or ASTM E84 Class A, a bare PP honeycomb core will not comply on its own.
For specialized vehicle applications such as RV interiors or truck body panels, fire requirements are often less severe and focus on flammability spread rates rather than non-combustibility. PP honeycomb panels with fire-retardant additives can achieve B1 or B2 classifications under DIN 4102, which is sufficient for many transportation and interior applications. Rax Panel offers fire-retardant formulations upon request, and our engineers work with your compliance team to match the panel specification to your regulatory requirements.
For construction procurement officers evaluating exterior wall cladding or structural building panels, be aware that even fire-retarded PP honeycomb will not substitute for mineral-based cores like rockwool in applications demanding absolute non-combustibility. In those cases, we recommend our PUR or rockwool sandwich panel lines instead of honeycomb. Matching core material to fire code is not optional, and mis-specifying here causes inspection failures and project delays.
Thermal Insulation Performance
PP honeycomb panels provide moderate thermal insulation, but they do not match the performance of dedicated foam-core sandwich panels. The honeycomb cell structure is approximately 90% open air by volume, which creates thermal bridging paths through the cell walls. Convection currents within the hexagonal cells further reduce effective insulation, especially when temperature differentials across the panel are high. For comparison, XPS foam has a thermal conductivity around 0.028–0.034 W/m·K, while PP honeycomb typically ranges higher due to its open-cell geometry.
For refrigerated truck bodies and cold-chain logistics, this insulation gap is critical. If your primary requirement is thermal retention, foam core panels using XPS, PET, PU, or PVC cores are the correct choice. Rax Panel manufactures those configurations alongside our honeycomb line, and our engineering team provides thermal conductivity data for each core option so you can calculate R-values accurately during the design phase.
Where PP honeycomb excels is in structural stiffness-to-weight ratio and impact resistance, not insulation. Many buyers conflate “lightweight panel” with “good insulator,” which leads to costly specification errors. If your project demands both high insulation and structural rigidity, consider a hybrid approach: foam core panels with GRP or aluminum skins. If weight reduction and impact absorption are your priorities, as in dry freight truck bodies, RV furniture panels, or marine interiors, PP honeycomb delivers superior value despite its thermal limitations.
The key takeaway for procurement teams is this: no single core material excels at everything. PP honeycomb offers outstanding lightweight strength and 100% recyclability, but it requires honest evaluation of bonding methods, fire compliance, and thermal performance before specification. We encourage buyers to share their project requirements with our engineers early so we can recommend the right core material rather than defaulting to a single product type.
Processing and Fabrication Methods
PP honeycomb panels are fabricated using CNC routing for precision shapes and thermal lamination for skin bonding—no adhesives required. Surface treatments like UV stabilization and gel coats extend panel lifespan in demanding environments.
CNC Cutting and Die-Cutting
Polypropylene honeycomb panels respond well to standard CNC routing equipment. The thermoplastic core cuts cleanly at speeds between 3,000 and 6,000 RPM, producing minimal dust compared to wood-based cores like plywood or balsa. For vehicle manufacturers integrating panels into assembly lines, this means faster cycle times and less airborne particulate in your facility.
We cut panels to tolerances of ±0.5mm on our CNC systems. Standard sheet sizes start at 1220mm x 2440mm, but custom dimensions are routine—our production line outputs over 1,700 square meters of composite panel area daily, so short-run custom cuts do not disrupt lead times. If your project requires irregular shapes, notches for wiring harnesses, or cutouts for hardware mounting, CNC routing handles these in a single pass.
Die-cutting becomes the better option when you need high-volume repeated shapes—think furniture panel blanks for RV interiors or standard trunk covers for commercial vans. Steel rule dies cut through the honeycomb structure cleanly without crushing adjacent cells, which is critical for maintaining compressive strength at panel edges. Die-cutting is also more cost-effective than CNC when your order quantity exceeds roughly 500 identical parts.
- CNC Routing: Best for complex geometries, low-to-mid volume, tolerances ±0.5mm
- Die-Cutting: Best for simple repeated shapes, high volume, lower per-part cost above 500 units
- Edge Sealing: Cut edges should be sealed or covered by framing profiles to prevent moisture ingress into the honeycomb cells
One detail many buyers overlook: cut edge quality directly affects downstream assembly. Exposed PP honeycomb cells at the perimeter can collect dust, absorb moisture over time, or allow core material to creep under sustained load. We recommend specifying edge banding or structural framing in your panel drawings. If your panels integrate into truck body or RV wall systems, aluminum extrusion frames serve double duty—protecting the core and providing mounting points.
Surface Treatments
Surface treatment selection depends entirely on your application environment. An untreated PP honeycomb panel with CFRT skins performs well indoors, but UV exposure degrades polypropylene over time. For exterior applications—truck body sidewalls, mobile home cladding, or any installation with direct sun exposure—you need UV stabilization.
Carbon black masterbatch is the most common UV protection method for polypropylene honeycomb cores. It absorbs UV radiation and converts it to harmless heat, significantly slowing the embrittlement process. Panels with carbon black UV treatment maintain structural integrity in outdoor environments for years, though the core color shifts to black as a side effect. If your application requires a specific core color for aesthetic or branding reasons, alternative UV stabilizer systems are available, though they typically cost 8–12% more per square meter.
For panels with GRP or FRP skins, gel coat application provides additional surface protection. The gel coat creates a waterproof, chemically resistant barrier with a smooth, flat finish. This matters in marine applications where salt spray exposure is constant, or in food transport where cleaning chemicals contact panel surfaces regularly. Gel-coated FRP skins also resist staining and maintain visual quality over thousands of cleaning cycles.
- UV Stabilization (Carbon Black): Standard for outdoor use, core color black, cost-effective
- Gel Coat on FRP Skins: Waterproof barrier, chemical resistance, smooth finish for marine and hygienic applications
- Corona Treatment: Increases surface energy for adhesive bonding or printing when mechanical bonding is insufficient
- Fire-Retardant Additives: Compounded into PP core during extrusion, compliance varies by skin material combination
- Anti-Skid Texturing: Available for flooring and walkway applications where slip resistance is required
A critical note on bonding: because our thermal lamination process fuses CFRT skins directly to the PP honeycomb core under heat and pressure without adhesive, the skin-to-core bond is inherently stronger than glue-based assembly. Adhesive bonds degrade with temperature cycling and UV exposure at the bond line. Thermal fusion eliminates that failure mode entirely. If your engineers have experienced delamination issues with competitor panels in the past, the root cause was likely adhesive breakdown—and that is precisely the problem our process avoids.
For projects requiring fire retardant honeycomb panels, we compound flame-retardant additives into the polypropylene during core production. However, the final fire rating of your sandwich panel depends on the complete system—core, skins, and any surface treatments combined. If you need specific fire certification for your market, provide the target standard early in the engineering discussion so we can validate the full panel configuration against that requirement before production begins.
Sourcing Checklist for Buyers
Sourcing Checklist for Buyers
Before committing to a PP honeycomb panel order, verify three things: test reports that match your application, realistic sample timelines, and packaging engineered for ocean freight—not just warehouse storage.
Certifications and Test Reports
This is where most first-time buyers get burned. A supplier hands you a CE mark or an ISO 9001 certificate and calls it a day. Those certificates confirm the factory has a quality management system. They do not confirm that the specific PP honeycomb panel with CFRT skins you ordered will pass your project’s fire test or load test. We have seen buyers accept generic documentation, only to face project delays when their own third-party inspector flags non-compliance on site.
What you actually need to request before signing a contract:
- Fire performance data specific to your configuration: PP honeycomb alone is a thermoplastic and will melt, not char, under direct flame. If you are sourcing fire retardant honeycomb panels for commercial construction or vehicle interiors, you need test results for the full sandwich assembly—core plus skins, not the core material in isolation. Ask for test reports under the standard that governs your market: DIN 4102 for Europe, ASTM E84 for North America, or GB 8624 for China.
- Mechanical test reports with unit values: Compressive strength (kg/m² or MPa), shear modulus, and peel strength for the skin-to-core bond. If a supplier claims their PP honeycomb core delivers “high compressive strength” but cannot produce a test report with a number in MPa from a recognized lab, that claim is marketing copy, not engineering data.
- Bond durability evidence: This is the single biggest failure point in thermoplastic honeycomb panels. Poor adhesion between the PP core and the facing material causes delamination under thermal cycling or vibration. Ask specifically for peel test data. At Rax Panel, our engineers run peel tests on every custom configuration because the thermal lamination process—fusing CFRT skins directly to PP honeycomb under heat and pressure without adhesive—must be validated for each skin-core combination.
- Third-party lab accreditation: Verify that test reports come from ISO 17025 accredited laboratories. In-house test data is useful for preliminary screening but will not satisfy an independent inspector or a building code official.
One practical step: send the supplier your project’s technical requirements before ordering samples. A competent manufacturer will respond with a data sheet showing whether their standard product meets those specs or whether customization is needed. If the response is “yes, we can do that” without any supporting data, find another supplier.
Sample Orders and MOQs
Sample orders are your cheapest insurance policy against a six-figure mistake. Yet many procurement teams skip this step or treat it as a formality. Here is how to approach samples with the rigor your project demands.
First, standardize your request. Send every supplier the exact same spec sheet: core material (PP honeycomb), core density range (48–80 kg/m³), facing material and thickness, panel dimensions, and any performance requirements like fire rating or minimum peel strength. This lets you compare apples to apples. If you allow each supplier to propose their own “equivalent” configuration, you will receive three different products and have no meaningful way to compare them.
Second, understand what sample lead times actually tell you. If a supplier ships a custom PP honeycomb sandwich panel sample in 5 business days, they either had compatible stock material on hand or they cut corners on the lamination process. Custom thermal lamination requires setup time, temperature calibration for the specific skin-core combination, and quality checks. A realistic lead time for a properly produced custom sample is 10–20 business days. Use that timeline as a signal of manufacturing rigor, not a negative.
On minimum order quantities, the key data points:
- Standard catalog items: Many Chinese manufacturers set MOQs between 100–500 m² for standard configurations. This covers a single production run efficiently.
- Custom configurations: Expect higher MOQs, typically 200–1,000 m², because custom runs require material procurement for specific core densities or facing types that are not stocked.
- Price break thresholds: Pricing typically tiers at 100 m², 500 m², and 1,000 m². The per-square-meter cost difference between a 100 m² order and a 1,000 m² order can be 15–25% when factoring in setup costs, raw material purchasing power, and shipping amortization.
- Sample pricing: Reputable suppliers charge for samples—they are producing a custom panel outside of normal production scheduling. Expect to pay $200–$800 USD per sample panel depending on configuration, plus air freight. Many manufacturers, including Rax Panel, apply a sample cost credit toward the first bulk production order.
A warning sign: if a supplier waives sample fees entirely and offers rock-bottom MOQs with no questions asked, they are likely a trading company, not a manufacturer. They have no production lines to schedule and no lamination process to calibrate. You will pay for that difference later in inconsistent quality and zero technical support when something goes wrong.
Shipping and Packaging
Sandwich panels are large, flat, and deceptively fragile. The PP honeycomb core itself is tough—compressive strength for standard grades ranges from 0.6 to 2.0 MPa depending on density. But the facing materials, particularly thin-gauge aluminum or gelcoat-finished GRP sheets, scratch, dent, and crack under point loads. If panels shift inside their packaging during a 30-day ocean transit, the cosmetic damage alone can render an entire shipment unusable for visible applications like wall cladding or RV interiors.
Here is what your packaging specification should include:
- Horizontal stacking on flat pallets: Panels should be stacked flat, never on edge. Edge-standing concentrates impact force along the panel’s weakest axis and dramatically increases the risk of core crush and facing delamination.
- Interleaving sheets between panels: A layer of PE film or protective paper between each panel prevents surface abrasion during vibration. This is non-negotiable for panels with cosmetic finishes like gelcoat or painted aluminum.
- Steel or wooden crate construction: The crate must be rated for the total weight of the panel stack and forklift handling at transshipment points. Specify that crates must be stackable—single-stack crates waste container volume and increase per-square-meter shipping costs by 30–40%.
- Moisture protection: Vacuum sealing or VCI (vapor corrosion inhibitor) wrapping is essential if the facings are aluminum, steel, or Aluzinc. Condensation inside a shipping container during ocean transit can cause cosmetic oxidation on metal-faced panels within 48 hours.
- Container loading plan: Standard 20-foot containers fit approximately 25–28 m³ of cargo. A 40-foot high-cube container fits roughly 65–68 m³. Request a container loading diagram from the supplier showing exactly how crates are arranged, braced, and secured. Unbraced crates shift during rough seas, and the resulting damage is rarely covered by standard marine insurance if the packaging is deemed inadequate.
On the commercial side, clarify Incoterms before you compare quotes. A supplier offering FOB Shanghai pricing is not comparable to one offering CIF Los Angeles—the second quote includes freight and insurance, which can add $2,000–$6,000 per container depending on the route and the time of year. In 2026, ocean freight rates from China to North America’s West Coast have fluctuated between $1,800 and $4,500 per 40-foot container depending on the season. Lock in freight terms early.
Lead time planning also matters more than most buyers anticipate. At Rax Panel, our production line runs over 1,700 m² of composite panel area per day, but that capacity is shared across multiple customer orders. A 500 m² custom PP honeycomb panel order typically requires 15–25 working days for production, plus 5–7 days for packaging, plus 25–35 days ocean transit to North America or Europe. Plan on 8–10 weeks from signed purchase order to goods at your warehouse. Suppliers promising 4-week total turnaround on custom configurations are either stock-shipping or cutting production steps.
Conclusion
If you’re spec’ing panels for truck bodies, RV walls, or mobile home builds, go with PP honeycomb and don’t look back. At 48–80 kg/m³, you’re shedding roughly 85% of the weight you’d carry with plywood — that’s payload capacity you monetize on every single trip. The delamination issue that ruins thermoplastic honeycomb reputations? Our thermal lamination fuses CFRT skins directly to the core under heat and pressure, no adhesive layer to fail. That’s the whole problem solved in one process step.
Request physical samples in your exact skin-and-core configuration before you commit to any purchase order. Cut them, flex them, leave them in 82°C heat — whatever your end product faces in the field. Then call us with the test results and we’ll engineer a custom spec that hits your weight target and your budget.
Frequently Asked Questions
Are PP honeycomb panels recyclable?
Yes, PP honeycomb panels are 100% recyclable, produce no VOCs during processing, and contain no formaldehyde, making them an eco-friendly choice.
What is the density of PP honeycomb panels?
The density of the honeycomb core typically ranges from 60 to 100 kg/m³, while finished panels can reach densities as low as 0.3 g/cm³.
Can PP honeycomb panels be printed on?
Yes, they can be surface-treated (e.g., corona treatment) to become printable, making them suitable for advertising signs and display applications.
What are the key benefits of honeycomb structure?
The honeycomb structure provides excellent energy absorption, impact resistance, noise reduction, high stiffness, and effective load distribution.
Are PP honeycomb panels suitable for building construction?
Yes, they are used as building templates, wall decoration boards, and structural materials, serving as a new-generation plastic alternative to wood.