
Three years ago, a building materials distributor in Vietnam took delivery of 8,000 square meters of PU-core insulated panels for a cold-chain facility. Eight months after installation, the steel facings started peeling away from the foam. The root cause traced back to the sandwich panel manufacturing process — the supplier had dialed adhesive application down to half the specified gram weight, saving roughly $0.40 per square meter. That $0.40 shortcut forced $180,000 in replacement costs and killed a five-year supply agreement. When the bonding step goes wrong, everything downstream fails with it.
We’ve spent 15 years inside composite panel production facilities. We’ve seen every failure mode — voids buried inside the core, foam density swings you can catch with a caliper, metal-facing bonds that pass a lab pull test but separate after two monsoon seasons. This article lays out how sandwich panels actually get built, where continuous and discontinuous production methods diverge in throughput and capital cost, what EN 14509 demands from your testing paperwork, and which manufacturing tolerances separate a panel rated for 25 years from one that generates an 18-month warranty claim. Read this before you sign a supply contract or cut a check for a new production line.
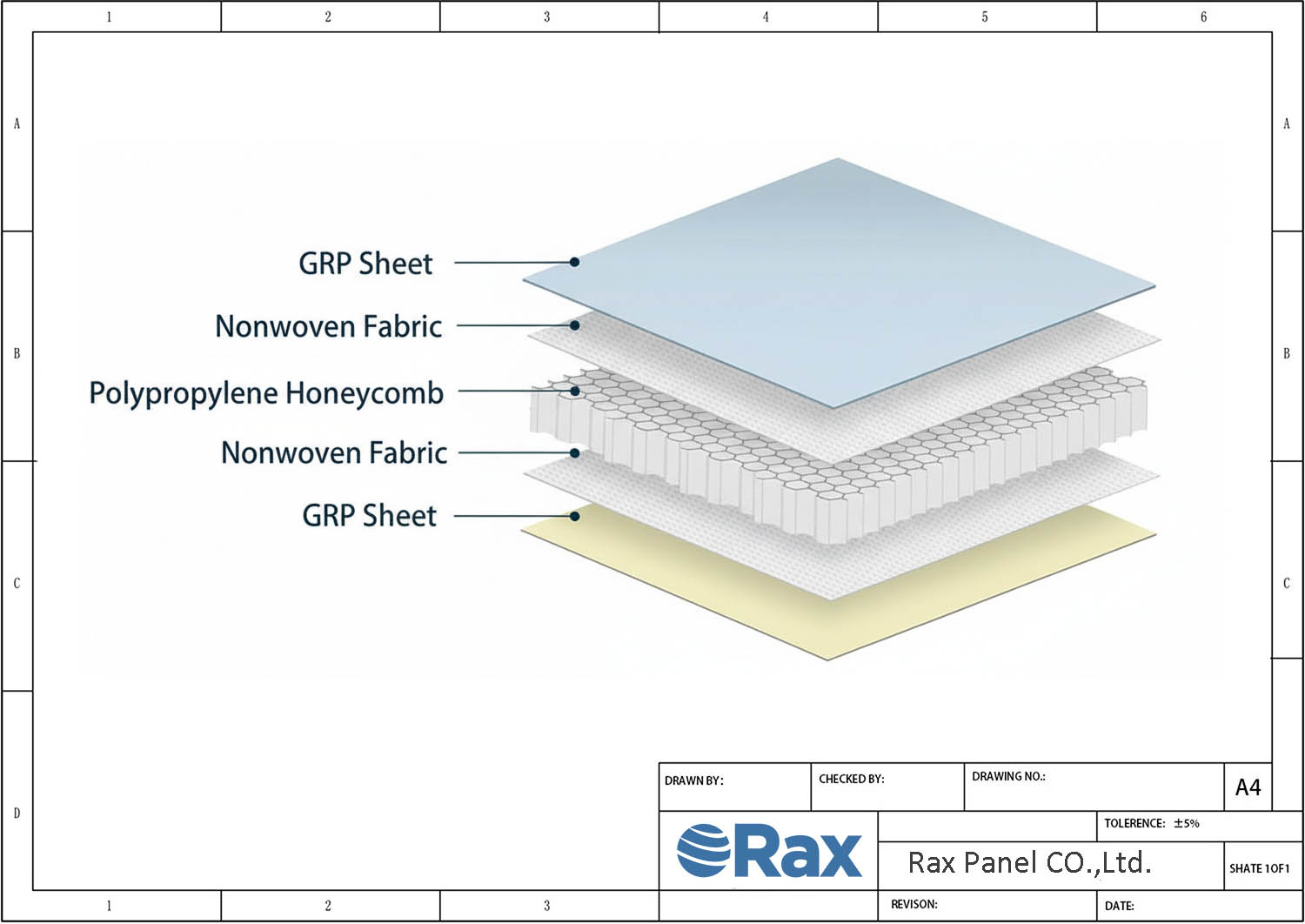
Table of Contents
Core Materials in Sandwich Panel Manufacturing
Core material selection dictates up to 80% of a sandwich panel’s thermal and structural performance. Get the spec wrong at this stage, and no premium facing will salvage the final product.
Insulating Core Selection
The core is the structural and thermal backbone of any sandwich panel. Selecting the correct material is not a generic checkbox exercise. It requires matching the core’s density, shear modulus, thermal conductivity (lambda value), and fire classification to the actual load conditions and environmental demands of the end application. At Rax Panel, our engineers evaluate these parameters against project-specific data before a single panel enters production on our 1,700+ sqm/day production line.
We process a wide spectrum of core materials to serve distinct performance envelopes. Rigid thermoset foams like PU (Polyurethane) and PIR (Polyisocyanurate) are standard for refrigerated truck bodies and cold chain applications where thermal conductivity below 0.022 W/m·K is critical. However, buyers must understand that PU and PIR are organic foams with inherent combustibility. They offer good insulation and mechanical rigidity, but they are not the answer when stringent fire resistance is the primary requirement.
For projects where fire compliance is non-negotiable—such as public buildings or industrial facilities—Rockwool (mineral wool) cores deliver the highest fire performance, achieving A1 or A2 fire classifications. The trade-off is increased weight and higher material cost compared to foam alternatives. Thermoplastic foams such as PET and XPS offer a middle ground: solid moisture resistance, reasonable insulation values, and easier recyclability, making them a frequent choice for marine and RV applications where weight and waterproofing intersect.
- PU / PIR Foam: Lowest thermal conductivity, ideal for cold chain and thermal enclosures. Requires strict density control (typically 38–45 kg/m³) to prevent void formation.
- PET Foam: Closed-cell structure, excellent chemical resistance, high recyclability. Commonly specified for vessel and transit applications.
- XPS Foam: High compressive strength and zero water absorption. Used in flooring panels and load-bearing sandwich structures.
- PVC Foam: Combined strength-to-weight ratio and fire retardancy. A staple in marine-grade sandwich panels.
- PMI Foam: Premium aerospace-grade core with exceptional shear strength and heat resistance up to 180°C. Reserved for high-performance applications.
- PP Honeycomb: Extremely lightweight with high compressive resilience. When composited with fiberglass sheet, it yields panels that are both strong and significantly lighter than solid alternatives.
- Rockwool: Non-combustible, highest fire rating. The standard for building envelopes requiring strict fire code compliance.
From a quality control standpoint, the biggest risk in core selection is inconsistency. Uneven foam density distribution or incomplete cell structure during expansion creates localized weak points. These defects directly cause delamination under shear stress and create thermal bridges that destroy the panel’s insulation value. Our production process monitors core material batching and expansion parameters continuously to ensure uniform density across every panel.
Outer Metal Skin Preparation
For sandwich panels with metal facings, skin preparation is the step that determines whether the panel survives 20 years of field exposure or fails within the first 18 months. The metal skins we process include Aluminum, Steel, Stainless Steel, and Aluzinc (galvalume). Each requires distinct surface treatment protocols to achieve reliable adhesion with the core material.
The critical preparation stages are consistent across metal types: coil decoiling, surface degreasing to remove rolling oils and contaminants, chemical conversion coating or chromating (for aluminum) to create an active bonding surface, and precision roll-forming to achieve the specified profile tolerance. Any residual contamination on the metal surface at the point of lamination is the primary cause of adhesive delamination—the single most common failure mode reported in sandwich panel performance.
Tolerance control during skin preparation directly impacts on-site installation. If the metal gauge varies beyond ±0.05mm across a coil run, or if the profile engagement dimensions shift during roll-forming, panels will not interlock correctly. This creates visible joint gaps, compromised weather seals, and thermal leakage at connections. For distributors supplying commercial construction projects, these installation failures generate costly warranty callbacks and reputational damage that far exceed the cost of proper manufacturing controls.
| Core Material | Category | Key Properties | Common Panel Applications |
|---|---|---|---|
| XPS Foam | Foam Core | Lightweight, excellent thermal insulation, waterproof | CFRT, GRP/FRP, Aluminum, Foam Core Sandwich Panels |
| PET Foam | Foam Core | High strength-to-weight ratio, recyclable, thermally stable | CFRT, GRP/FRP, Foam Core Sandwich Panels |
| PU Foam (Polyurethane) | Foam Core | Superior insulation, structural rigidity, moisture resistant | CFRT, GRP/FRP, Refrigerated Truck Bodies |
| PVC Foam | Foam Core | Closed-cell structure, chemical resistant, high strength | CFRT, GRP/FRP, Marine Vessel Panels |
| PMI Foam | Foam Core | Ultra-lightweight, high temperature resistance, exceptional shear strength | Aviation, High-Performance Foam Core Panels |
| EPP Foam | Foam Core | Energy absorbent, impact resistant, recyclable | Automotive, Sports Equipment, Industrial Panels |
| MPP Foam | Foam Core | Thermoplastic, consistent density, excellent bonding surface | Custom Foam Core Sandwich Panels |
| PIR Foam | Foam Core | Enhanced fire resistance, low smoke emission, high R-value | PIR Sandwich Panels, Building Construction |
| PP Honeycomb | Honeycomb Core | Strong and light when composited with fiberglass sheet | PP Honeycomb Panels, RV Walls, Truck Bodies |
| Aramid Honeycomb | Honeycomb Core | Exceptional strength, fire resistant, low density | Aviation, High-Performance Applications |
| PC Honeycomb | Honeycomb Core | Transparent options available, impact resistant, durable | Architectural, Specialty Honeycomb Panels |
| Fiberglass Honeycomb | Honeycomb Core | High stiffness, corrosion resistant, excellent fatigue life | GRP Honeycomb Panels, Marine Applications |
| Aluminum Honeycomb | Honeycomb Core | High strength-to-weight ratio, fireproof, flat surface | Aluminum Honeycomb Panels, Exterior Wall Cladding |
| Rockwool | Mineral Core | Non-combustible A1 fire rating, acoustic insulation | Rockwool Sandwich Panels, Fire-Rated Building Walls |
| Plywood | Wood-Based Core | High screw holding strength, impact resistant, economical | GRP Plywood Panels, Truck Flooring, RV Furniture |

Step-by-Step Manufacturing Process
The decoiling-to-curing sequence dictates 90% of a sandwich panel’s final structural performance. Tolerance errors at either stage directly cause delamination and foam voids that surface years later on-site.
Decoiling and Roll Forming: Where Tolerance Control Begins
Decoiling is the first critical operation on any continuous sandwich panel production line. Metal coil stock—typically prepainted steel, aluminum, Aluzinc, or stainless steel—is loaded onto a decoiler and fed into a roll-forming machine. The line speed and tension must be calibrated precisely to the material gauge. If tension fluctuates, the facing sheet develops waviness or micro-stresses that compromise the bonding surface before adhesive is even applied.
Roll forming then profiles the flat sheet into the desired panel geometry. This is where the male-female joint profiles (tongue-and-groove) are pressed into the edges. For buyers evaluating a manufacturer’s capability, the question worth asking is what tolerance the roll-forming dies hold. At Rax Panel, our production line maintains edge profile tolerances within ±0.3mm. Loose tolerances here create visible joint gaps during on-site installation, which then become thermal bridges and water ingress points—the exact failures procurement teams are trying to avoid.
For non-metallic facings like GRP sheets or CFRT sheets, the decoiling stage is replaced by a sheet-feeding mechanism. Fiberglass reinforced sheets—whether gelcoat-finished or matte—are fed from stacks or continuous rolls. The handling system must prevent surface scratches, since any defect on the inner bonding face reduces adhesive contact area. Our line processes both metal and composite facing materials, switching between them based on the specific panel configuration ordered.
A practical point for distributors: panel dimensional consistency starts at roll forming, not at final packaging. If you are sourcing from a manufacturer, request a sample measurement report showing edge profile dimensions across a 10-panel sample. That single report tells you more about their production line maintenance than any factory audit video.
Foaming and Curing Stages: The Core of Panel Integrity
Once both facing sheets are prepared and aligned, the production line enters the foaming stage. For polyurethane (PU) and polyisocyanurate (PIR) core panels, this is where the chemical reaction happens. Two liquid components—the polyol blend and the isocyanate—are mixed at high pressure in a foaming machine and dispensed onto the bottom facing sheet. The exothermic reaction causes the mixture to expand, filling the cavity between the top and bottom facings.
The critical variables during foaming are mix ratio accuracy, ambient temperature, and line speed. The mix ratio must stay within a narrow band—typically a 1:1 to 1:1.5 index range depending on the foam formulation. If the ratio drifts, the foam either under-cures (leaving a soft, weak core) or over-cures (creating brittle cells that crack under load). Our engineering team conducts experimental testing for each custom formulation before full production runs, verifying that the foam density and compressive strength meet the specified data standards.
- Polyurethane (PU): Best overall thermal insulation (λ ≈ 0.022–0.026 W/m·K), ideal for refrigerated truck bodies and cold storage panels
- Polyisocyanurate (PIR): Higher fire resistance than PU, suitable for building wall cladding and roofing panels requiring stricter fire ratings
- Expanded Polystyrene (EPS): Cost-effective option for standard insulation, lighter density but lower compressive strength
- Mineral Wool (Rockwool): Non-combustible core for fire-rated panels, requires different production handling due to board insertion rather than liquid foaming
The curing stage immediately follows foaming. The panel passes through a heated platen press or a continuous conveyor tunnel where temperature and dwell time are controlled. For PU/PIR foam, the panel typically cures at 40–60°C for 10–20 minutes depending on thickness. This is where the bond between the foam core and the facing sheets achieves its final strength. Insufficient curing time is a primary cause of delamination—the adhesive layer between foam and facing never reaches full cross-link density, and the panel delaminates under thermal cycling within 1–3 years of field exposure.
For discontinuous production lines—common in facilities producing lower volumes or highly custom panels—the foaming and curing happen in a hydraulic press rather than a continuous tunnel. The mix is dispensed into a mold cavity, the press closes, and the panel cures under pressure for 15–45 minutes. Discontinuous lines offer more flexibility for panel thickness changes and complex shapes, but the output rate is significantly lower. Our continuous production line achieves a daily output exceeding 1,700 square meters, which is the throughput volume international distributors need to maintain reliable supply schedules across bulk orders.
Quality control at the foaming stage is non-negotiable. The most reliable manufacturers—including our facility—perform in-line checks on foam density, cell structure uniformity, and panel thickness at regular intervals during each shift. A foam density deviation of more than 10% from the target specification signals a process drift that requires immediate machine adjustment. Buyers who source sandwich panels for structural or insulated applications should verify that their supplier maintains documented density and adhesion test records, not just final dimension reports. This is the data that separates panels that last 20 years from panels that fail in 5.

The Lamination and Bonding Process
Bonding integrity accounts for roughly 70% of a sandwich panel’s long-term structural performance. Get the lamination process wrong, and delamination becomes a matter of when, not if.
Adhesive Application Methods
The bonding agent is the invisible load-bearing layer between a panel’s facing skin—whether that’s GRP, CFRT, aluminum, or stainless steel—and its core substrate. Selecting the correct adhesive chemistry is only half the equation. How that adhesive is applied determines consistency, waste, and ultimately whether the bond survives thermal cycling and moisture exposure in the field.
In continuous sandwich panel production, adhesive is typically applied via automated roller coating or precision spray systems. Roller coating offers tight control over film thickness, which is critical when bonding metal facings to PU or PIR foam cores on a high-speed line. A uniform adhesive film—usually between 80 and 200 microns wet thickness—prevents dry spots that become delamination initiation points. Spray systems, on the other hand, are favored for larger surface areas and when working with core materials like PET or PVC foam that may have slightly uneven surfaces.
For discontinuous or batch production—common when manufacturing thick FRP plywood panels or specialized marine-grade GRP honeycomb panels—adhesive is often spread manually or via automated spreaders before the panel stack is loaded into a press. This method provides flexibility for custom panel dimensions but demands rigorous operator training to ensure consistent coverage.
- Polyurethane (PU) Adhesives: The dominant choice for bonding metal and fiberglass skins to foam cores like XPS, PET, and PU. They offer excellent flexibility and gap-filling properties.
- Epoxy-Based Systems: Used when bonding high-performance cores such as PMI foam or aramid honeycomb to carbon fiber or GRP facings. Higher cost, but superior shear strength.
- Methyl Methacrylate (MMA) Adhesives: Fast-curing and tolerant of less-than-ideal surface preparation. Common in RV and truck body panel production where cycle time is critical.
At Rax Panel, our engineers conduct experimental adhesive testing for each custom configuration. The reason is straightforward: a bonding agent that performs perfectly with an aluminum facing on PU foam may fail prematurely when paired with a gelcoat GRP skin on PP honeycomb. There is no universal adhesive, and any manufacturer claiming otherwise is cutting corners.
Temperature and Pressure Control
Adhesive chemistry sets the potential of a bond. Temperature and pressure during curing determine whether that potential is actually realized. These two parameters must be dialed in together—not independently—because they interact throughout the curing cycle.
In continuous panel lines, the bonded assembly passes through a heated press section where both temperature and pressure are applied simultaneously. For PU and PIR foam core panels, typical platen temperatures range from 40°C to 80°C, with line pressure between 0.1 and 0.3 MPa. The heat accelerates adhesive cross-linking while the pressure ensures full contact between the skin and core, eliminating air pockets that trap moisture and cause delamination months later.
The critical factor is dwell time. The panel must remain under heat and pressure long enough for the adhesive to reach its initial cure strength before exiting the press. Too short, and the bond is green—fragile and susceptible to creep under load. Too long, and you burn production capacity. On our advanced composite panel production line, which exceeds 1,700 square meters of daily output, line speed is precisely calibrated to the adhesive manufacturer’s cure curve data and validated through in-house peel testing.
- Temperature Monitoring: Thermocouple sensors positioned at multiple points across the platen width to detect hot or cold zones that cause uneven curing.
- Pressure Distribution: Hydraulic or pneumatic systems must deliver uniform pressure across the full panel width. Uneven pressure produces bowed panels or localized weak bonds.
- Cooling Phase: Panels must be cooled under controlled conditions post-cure to prevent thermal shock, which induces internal stresses and warpage.
For discontinuous press operations—used for thicker panels, curved panels, or small-batch custom orders—the pressing cycle is longer but follows the same principles. The key difference is that operators must manually verify press platens are level and at target temperature before each cycle. A platen that sits 2mm out of parallel across its width will produce panels with a permanent camber that causes fitment nightmares during on-site installation. This is one of the most common—and preventable—sources of manufacturing defects we help our clients avoid.
Our approach at Rax Panel is to treat every parameter—adhesive film weight, platen temperature, line pressure, and dwell time—as a linked variable. Change one, and you must recalibrate the others. With over 15 years of production experience across materials ranging from lightweight EPP foam to dense aramid honeycomb, we have accumulated the process data to know exactly where those tolerances sit for each configuration. That institutional knowledge is what separates consistent panel quality from batch-to-batch inconsistency.
Finishing and Quality Control Standards
Precision cutting and rigorous structural testing separate panels that perform for 20 years from panels that fail in month six. Tolerances at the finishing stage directly dictate joint integrity on-site.
Cutting and Edge Profiling
After the composite panel exits the production line—whether it is a GRP foam core panel, an aluminum honeycomb panel, or a CFRT sandwich panel—the finishing stage is where dimensional accuracy is locked in. At Rax Panel, we process panels using CNC routing and precision saw cutting calibrated to ±0.5mm tolerances across all facing materials, including aluminum, stainless steel, Aluzinc, GRP/FRP, and plywood. That tolerance band is not arbitrary. Loose edges mean gaps at the joint, and gaps mean thermal bridging, moisture ingress, and warranty claims.
Edge profiling serves two functions: it prepares the panel for mechanical joining (tongue-and-groove, interlocking profiles, or flush-edge butting), and it exposes the core material for inspection before shipment. For refrigerated truck bodies and cold chain applications using XPS, PU, or PVC foam cores, the profile geometry must allow a continuous thermal break at the joint. If the cutting blade dulls or the feed rate fluctuates, you get chipped GRP gelcoat faces or crushed PP honeycomb edges—defects that are invisible until installation.
- CNC Tolerance: ±0.5mm across all panel types, verified by digital caliper at 3 points per edge.
- Edge Seal Options: PU sealant banding, aluminum edge trims, or factory-applied flashing tape depending on facing material.
- Profile Types: Straight cut, bevel, tongue-and-groove, and custom interlock profiles for RV walls, truck bodies, and marine bulkheads.
- Inspection Gate: Every cut panel undergoes visual edge inspection for core voids, facing delamination, and adhesive line continuity before packaging.
For distributors shipping CKD (completely knocked down) kits for dry freight or refrigerated trucks, edge quality is non-negotiable. A single malformed edge on a roof panel compromises the entire assembly seal. Our engineers specify cutting parameters—blade speed, feed rate, and tooling type—based on the specific core and facing combination, whether that is PET foam with fiberglass sheet, PP honeycomb with aluminum, or PUR core with stainless steel facing. One recipe does not fit all.
Structural Integrity Testing
Quality control in composite panel manufacturing is not a final inspection—it is a continuous process. At Rax Panel, structural testing begins at the raw material stage and terminates only when the finished panel passes batch-level verification. We conduct mechanical testing in-house because shipping samples to third-party labs adds weeks to lead times, and our B2B customers—vehicle manufacturers, construction contractors, marine fabricators—cannot wait for certification paperwork while their production lines sit idle.
The core tests we run depend on the panel’s intended application. For load-bearing wall panels in mobile homes and modular buildings, we measure flexural strength and deflection under point loads. For refrigerated truck panels, the priority shifts to thermal conductivity consistency across the batch and peel strength of the facing-to-core bond. For marine GRP panels, we test water absorption rates and interlaminar shear strength after accelerated aging cycles.
- Peel Adhesion Test: Measures the bond strength between facing material (aluminum, steel, GRP, CFRT) and the core (XPS, PET, PU, PVC). Minimum threshold: 1.5 N/mm². Panels falling below this are rejected.
- Flexural Testing: Three-point bend test to determine load-deflection behavior. Critical for roof and floor panels in RV and truck applications.
- Shear Strength Verification: Core shear modulus tested per panel batch. Especially critical for PP honeycomb and PMI foam cores used in structural applications.
- Thickness Uniformity Check: Digital measurement at minimum 5 points per panel. Variance beyond ±0.3mm triggers a line calibration stop.
- Thermal Conductivity Spot-Check: For insulation panels (PU, XPS, PET cores), lambda values are verified per batch to ensure no foam density drift during production.
We document every test result per batch and provide mill test certificates to customers upon shipment. This is not optional for markets like the EU and North America, where compliance with standards such as EN 14509 for metal-faced sandwich panels or regional marine certifications is mandatory for project approval. Our international sales team—covering English, French, Russian, Japanese, and Korean—coordinates test documentation and compliance files as a standard part of the order workflow, not as a special request.
The most common failure mode we see in the industry is not catastrophic breakage. It is gradual delamination caused by insufficient adhesive coverage or contaminated facing surfaces during layup. Our production line monitors adhesive application rates in real-time, and our engineers conduct destructive peel tests on random samples pulled from each production run of over 1,700 square meters daily. If a trend drifts, we catch it within the run, not after the container ships.

Continuous vs Discontinuous Production Lines
Continuous lines dominate high-volume metal sandwich panel output. Discontinuous presses win when your business depends on customized core combinations, non-standard facing materials, and short-run flexibility.
Continuous Line Advantages
A continuous sandwich panel production line feeds metal coil, applies adhesive, introduces the core material (typically PU, PIR, or mineral wool), and cures the assembly in a single uninterrupted process. The panel exits as a finished sheet, gets cut to length by a flying saw, and stacks automatically. There is no manual handling between layup and cure.
The primary advantage is throughput. A well-configured continuous line produces between 3,000 and 8,000 square meters per shift, depending on panel thickness and line speed. For manufacturers supplying large-scale commercial construction projects or government-backed infrastructure programs, this output rate is the difference between meeting delivery windows and losing contracts to competitors who can.
Beyond speed, continuous lines deliver superior consistency in adhesive distribution and panel thickness. The laminating rollers apply uniform pressure across the entire web width, which minimizes the voids and delamination risks that plague manual layup. This consistency is critical when panels must comply with EN 14509 tolerances for European market acceptance.
- Throughput: 3,000–8,000 m² per shift at typical line speeds of 4–12 meters per minute.
- Material efficiency: Continuous coil feed reduces scrap to under 3% versus 8–12% on batch processes.
- Labor requirement: 3–5 operators per line, compared to 8–12 for equivalent discontinuous output.
- Adhesive control: Metered application systems maintain ±2% tolerance on bond line thickness.
The trade-off is capital intensity and product inflexibility. A continuous line designed for PU-cored metal-faced panels cannot easily switch to producing GRP-faced honeycomb panels for marine applications. The die sets, heating zones, and foaming heads are purpose-built. If your business model centers on one or two high-volume panel types serving the construction sector, continuous production is the correct investment. If your revenue comes from engineering custom solutions across multiple industries, you will find the changeover costs and downtime unacceptable.
Discontinuous Press Applications
Discontinuous production uses a multi-daylight press or single-opening hydraulic press. Operators lay the bottom facing sheet, position the core material, apply adhesive, place the top facing sheet, and then run the entire assembly through the press for curing. Each panel is a discrete batch.
This is where Rax Panel operates with maximum effectiveness for its global customer base. Our daily production capacity exceeds 1,700 square meters using advanced discontinuous lines specifically because our business model demands it. We produce CFRT sandwich panels with PET cores for one customer, GRP honeycomb panels for a vessel manufacturer, and aluminum foam core panels for a truck body builder — all within the same production week. A continuous line cannot pivot between those material combinations without extensive retooling and costly downtime.
Discontinuous presses also handle non-standard facing materials that continuous coil-fed lines cannot process. Sheets of pre-fabricated GRP with gelcoat, CFRT thermoplastic laminates, plywood, stainless steel plates, and compact laminate HPL all enter a press as flat cut sheets rather than coiled rolls. Our engineers select from over 9 facing materials and 8 core types to build panels that meet precise structural, thermal, and weight specifications for specialized vehicle, marine, and industrial applications.
- Core variety: XPS, PET, PU, PVC, PMI, EPP, MPP foams plus PP, aramid, and PC honeycomb — all press-compatible.
- Facing flexibility: GRP, CFRT, aluminum, steel, ACP, PVC, plywood, stainless steel, and Aluzinc sheets in varying thicknesses.
- Minimum order viability: Economical for runs of 50–200 panels, making prototyping and project-specific orders financially feasible.
- Thickness range: Panels from 10mm to 200mm+ without equipment modification.
The disadvantage is unit cost at scale. Discontinuous production carries higher labor costs per square meter and longer cycle times. For a distributor supplying 50,000 square meters of standard PIR roof panels for a warehouse complex, a continuous line manufacturer will undercut on price. But for the specialized vehicle manufacturer who needs 300 custom GRP plywood panels with specific cutouts for a new RV model, discontinuous production is the only method that delivers without forcing minimum order quantities that sit unsold in a warehouse.
Quality Standards and Certifications
Market access is non-negotiable. We certify to EN 14509 and Euroclass standards to ensure your supply chain never faces regulatory rejection.
Fire Safety Compliance
Fire safety is not just a specification; it is the primary barrier to entry in European and North American markets. For B2B buyers, the risk of shipping non-compliant panels that fail on-site inspection is a margin killer. We engineer our sandwich panels to meet rigorous classification standards, ensuring that the combination of facing materials and core materials delivers predictable performance under extreme heat.
Our compliance strategy focuses on the specific fire reaction classification of the core material. While basic PU or XPS cores are cost-effective, they often require additional barriers to meet higher Euroclass ratings. We provide advanced solutions using PIR (Polyisocyanurate) and Rockwool cores to achieve superior fire resistance without sacrificing the lightweight properties required for specialized vehicles and mobile homes.
- Core Material Selection: We utilize Rockwool and PIR cores for applications requiring EN 13501-1 Class B or higher, ensuring limited flame spread and low smoke production.
- GRP & FRP Facings: Our fiberglass reinforced facings are fire-retardant rated, often achieving Class 0 or Class 1 surface spread of flame, which is critical for vessel and public transit interiors.
- Testing Protocols: Every batch undergoes burn testing to verify it meets the declared reaction-to-fire performance, ensuring consistency from the first pallet to the last.
Thermal Performance Testing
In the refrigerated truck and modular building sectors, thermal efficiency is directly tied to operational cost. A panel with inconsistent insulation density creates thermal bridges, forcing cooling systems to work harder and increasing fuel consumption. We prioritize thermal conductivity (Lambda value) stability by strictly controlling the foaming process on our continuous production lines.
Rax Panel performs thermal testing in accordance with EN 14509 and ASTM C518 standards to validate the K-value and R-value of our composite structures. By utilizing core materials like PET foam, PU foam, and XPS with precise density control, we guarantee that the insulation performance matches the theoretical design data provided to your engineering teams.
- Density Consistency: Our advanced production line ensures uniform foam expansion, eliminating voids that would otherwise degrade the thermal resistance of the panel.
- Material Specifics: PU and PIR cores typically offer Lambda values between 0.021 and 0.025 W/(m·K), while PET foam provides excellent performance for marine and industrial applications requiring higher temperature resistance.
- Compliance Verification: We provide third-party lab reports upon request to verify that our panels meet the declared thermal properties required for CE marking and building code compliance.
Conclusion
If you’re sourcing sandwich panels for any project over 500 square meters, insist on continuous production line output. The tolerances are tighter — typically ±0.5mm on thickness versus ±2mm on discontinuous lines — and that consistency saves you 15-20% on installation labor alone. Panels that don’t seat flush on-site eat your margin faster than any unit price discount can recover.
Before you sign off on an order, request three things: a delamination test report dated within the last 12 months, a physical sample with your exact core and facing combination, and the supplier’s documented daily output capacity. We run ASTM D903 peel tests standard at our facility because that data either confirms the bond holds or flags a problem before you’re stuck with defective freight. The supplier who hesitates on any of those three requests is telling you everything you need to know.
Frequently Asked Questions
What happens if sandwich panels are improperly cured?
Insufficient curing reduces bond integrity, which severely compromises the final product’s durability and thermal efficiency.
How do bonding agents minimize thermal bridging?
Bonding agents provide continuous insulation across the panel surfaces, reducing heat transfer and minimizing energy loss.