
A truck body manufacturer in Germany received 2,400 foam sandwich panels last March. By the time their QA team finished measuring the third pallet, they stopped the line. Thickness variance ran from 4.3mm to 5.1mm on panels spec’d at 5.0mm ±0.2mm. That’s not a tolerance issue — that’s an assembly line shutdown. Fourteen days lost. Six figures in idle labor. The supplier blamed “normal manufacturing variation.” I’ve heard that excuse a dozen times from facilities that should know better.
We pulled our production records, peel test data, and thickness measurement logs from three years of shipments — over 11,000 panels delivered to vehicle manufacturers across 14 countries. This article lays out the specific quality benchmarks that separate a structural composite supplier you can trust from one that drains your margins after the container arrives. You’ll get exact numbers. Thickness tolerances. Peel strength minimums. The process controls that actually prevent delamination. We’ll also cover the crating and container-loading standards most suppliers never mention — until you’re filing a damage claim over crushed edges.

Table of Contents
- 1 What Defines Foam Sandwich Panel Quality
- 2 Foam Core Types: Density, Cost and Performance
- 3 Manufacturing Process: Continuous Lamination vs Batch Pressing
- 4 Fiberglass Foam Sandwich Panels: Specs and Use Cases
- 5 Shipping Protection: Preventing Panel Damage in Transit
- 6 ISO Certifications and Test Reports to Require
- 7 Conclusion
- 8 Frequently Asked Questions
- 8.1 How are foam sandwich panels manufactured?
- 8.2 What affects foam sandwich panels price?
- 8.3 What is the difference between structural foam core panels and standard insulation panels?
- 8.4 Are fiberglass foam sandwich panels suitable for RV exterior walls?
- 8.5 What quality tests should I request from a foam sandwich panel supplier?
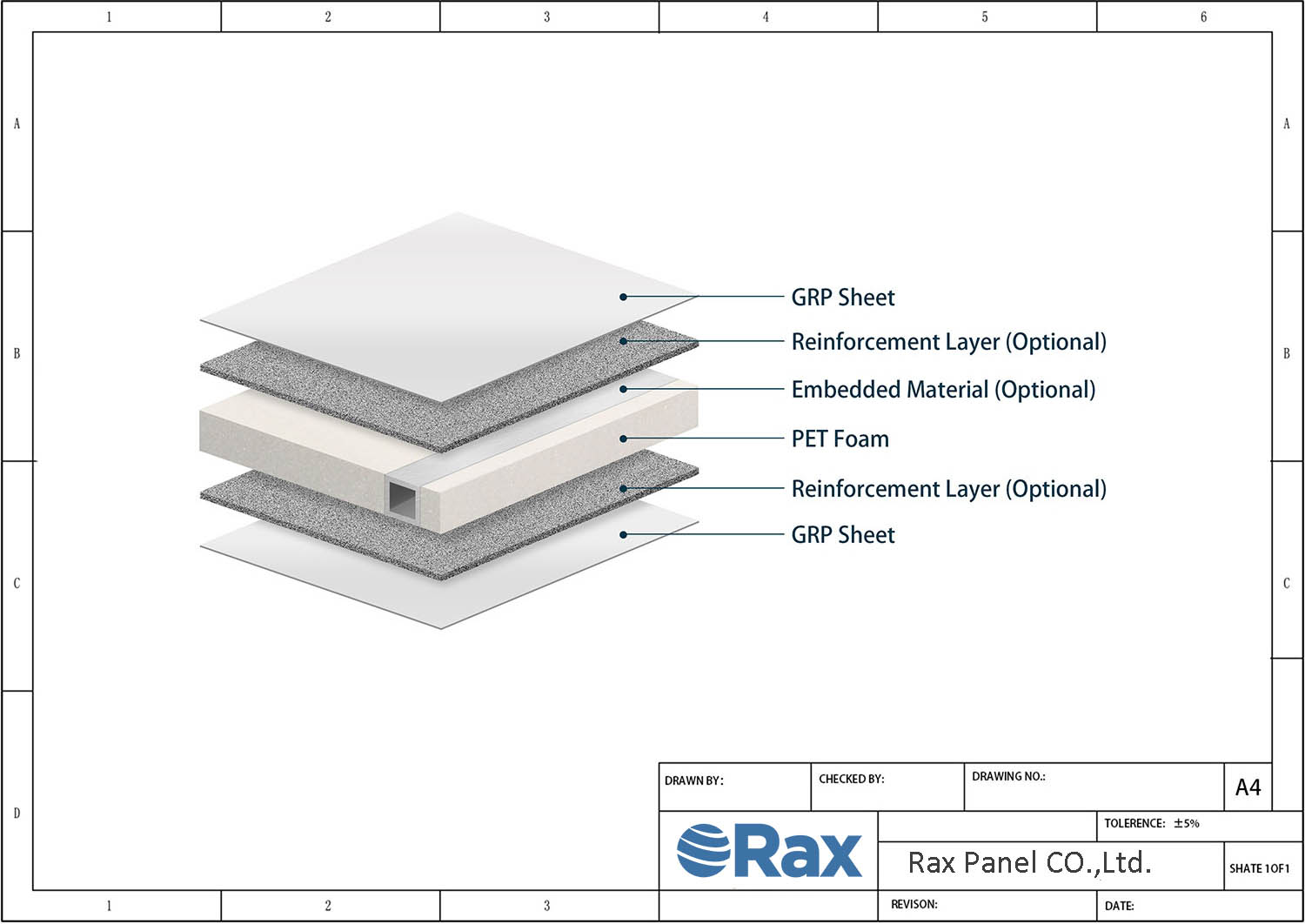
What Defines Foam Sandwich Panel Quality
Foam sandwich panel quality comes down to three measurable factors: core density consistency, skin-to-core peel strength above 4 N/mm, and thickness tolerance within ±0.2mm. If a supplier cannot document all three, you are accepting unquantified risk.
Core Density and Cell Structure Uniformity
The foam core is the structural backbone of any sandwich panel. Its density directly dictates compressive strength, shear resistance, and thermal performance. But density alone is not enough. Cell structure uniformity matters just as much. A panel with consistent density but irregular cell structure will develop stress concentrations that lead to premature failure under cyclic loading.
We produce foam core panels using four primary core materials, each suited to different structural and thermal requirements. Here is how they compare on density and typical application:
- PET Foam (100-120 kg/m³): Our recommended core for RV walls and truck bodies. It balances stiffness and weight effectively, with consistent closed-cell structure that resists moisture uptake.
- PVC Foam (60-200 kg/m³): Wide density range makes it versatile. Higher densities suit load-bearing marine structures. Lower densities work for non-structural insulation panels.
- XPS Foam (30-45 kg/m³): Low-density option best suited for thermal insulation applications where structural loads are minimal.
- PU Foam (32-320 kg/m³): Broadest density range. Higher densities can be used in structural roles, while lower densities are common in refrigerated vehicle panels due to excellent thermal conductivity values around 0.022 W/m·K.
When evaluating a supplier, request the core material’s technical data sheet with declared density and compressive strength values. Cross-check these against the actual panel weight you receive. A 10% deviation between declared and actual density signals inconsistent raw material sourcing or poor foaming process control.
Skin-to-Core Adhesion Testing Methods
Delamination is the most common and most expensive failure mode in foam sandwich panels. It does not announce itself gradually. A panel can appear perfectly bonded for months, then separate catastrophically under thermal cycling or vibration. The only way to predict this risk is through quantitative adhesion testing during production.
There are two industry-standard methods we apply to verify skin-to-core bond integrity:
- Peel Test (ASTM D1781 or equivalent): Measures the force required to separate the skin from the core. Our production benchmark is a minimum peel strength of 4 N/mm. Panels testing below 2.5 N/mm have shown delamination risk within two years when exposed to high-humidity environments.
- Flatwise Tensile Test (ASTM C297): Pulls the sandwich panel apart perpendicular to the faces. This test confirms that the bond between skin and core is stronger than the core’s internal tensile strength. A proper result shows core material failure, not adhesive failure.
A critical distinction most suppliers do not explain: the adhesive system matters enormously. Film adhesive systems generally provide more consistent coverage and stronger bonds than spray adhesive systems, particularly in high-humidity or thermal-cycling environments. If a supplier uses spray adhesive, ask for their accelerated aging test data. If they cannot provide it, that is a significant risk indicator.
Thickness Tolerance and Surface Flatness
For specialized vehicle manufacturers, thickness tolerance is not an abstract specification. It is the difference between panels fitting cleanly on an assembly line and panels that require manual shimming, forcing, or rejection. Our vehicle-grade panels are produced to a strict ±0.2mm thickness tolerance. Anything beyond ±0.5mm creates visible gaps and misalignment during vehicle body assembly.
Thickness consistency depends on two factors: precision in the foam core cutting process and control during the lamination press cycle. We use CNC cutting for core blocks to ensure dimensional accuracy before lamination. During continuous lamination, line speed is maintained between 3 and 8 meters per minute depending on panel width and thickness, allowing adequate curing time without resin pooling or uneven pressure distribution.
Surface flatness is equally critical. A panel may meet thickness tolerance at measured points but exhibit bowing or warping across its face. This is typically caused by uneven curing rates between the top and bottom skins, or by residual stresses introduced during cooling. To verify flatness, we recommend placing a straight edge across the panel surface at multiple points during incoming inspection. Any gap exceeding 1mm per meter of length warrants further investigation before the panels enter your production line.
Foam Core Types: Density, Cost and Performance
PET foam at 100–120 kg/m³ hits the structural sweet spot for RV walls—stiff enough for screw retention, light enough to matter. PVC offers a broader density range but costs 30–50% more per cubic meter.
PET Foam vs PVC Foam for Vehicle Structures
PET and PVC are the two dominant structural foam cores in vehicle-grade sandwich panels, and choosing between them comes down to density requirements, budget, and the mechanical loads your assembly will face. We see procurement engineers conflate these two materials constantly, so let us separate them with hard numbers.
PET foam (polyethylene terephthalate) typically ships at 100–120 kg/m³ for vehicle panel applications. At that density, it provides excellent stiffness-to-weight ratio for large flat surfaces like RV sidewalls, truck body partitions, and caravan roofs. It also machines cleanly—CNC routing produces sharp edges without crumbling, which matters when you need custom-cut panels to fit assembly jigs within ±0.2mm tolerance.
PVC foam (polyvinyl chloride, commonly sold under trade names like Divinycell or Airex) spans a much wider density range: 60 kg/m³ on the low end up to 200 kg/m³ for heavy-duty structural cores. At densities above 150 kg/m³, it outperforms PET in shear strength and fatigue resistance, making it the preferred choice for marine hulls, flood-battle truck floors, and any application subjected to repeated point loads or dynamic stress cycles. The trade-off is straightforward: PVC costs 30–50% more per cubic meter than PET, and lead times are often longer because fewer manufacturers produce structural-grade PVC sheet stock.
- PET foam (100–120 kg/m³): Best for flat RV walls, caravan roofs, and box-body panels where uniform static loads dominate. Lower cost, good screw retention, recyclable.
- PVC foam (60–200 kg/m³): Best for curved surfaces, high-impact zones, marine applications, and areas requiring superior shear strength. Higher cost but better fatigue performance.
Our recommendation for specialized vehicle manufacturers evaluating suppliers: request peel test data for both core types. A minimum peel strength of 4 N/mm is non-negotiable for structural panels—anything below 2.5 N/mm will show delamination within two years in humid or thermally cycled environments. If a supplier cannot provide documented peel test results, remove them from your shortlist immediately.
XPS and PU Foam Core Applications
XPS (extruded polystyrene) and PU (polyurethane) foams serve a different role than PET and PVC. They are insulation-first cores. If your panel specification prioritizes thermal conductivity above structural load-bearing capacity, these are the materials to evaluate.
XPS foam runs at 30–45 kg/m³ density with thermal conductivity between 0.028–0.034 W/m·K. It is closed-cell, moisture-resistant, and dimensionally stable at moderate temperatures. We see XPS specified most often in refrigerated truck bodies, cold-chain logistics containers, and portable shelter panels where the core must maintain consistent R-value over years of thermal cycling. Its limitation is mechanical: at those low densities, XPS cannot handle significant point loads or fastener stress without crushing. It requires proper load distribution through the skin material.
PU foam occupies the widest density range of any core material we supply—32 kg/m³ for pure insulation boards up to 320 kg/m³ for structural-grade blocks. At the lower end (32–60 kg/m³), PU foam achieves thermal conductivity as low as 0.022 W/m·K, making it the highest-performing insulating core commonly available in sandwich panel construction. This is why PU-cored panels dominate the refrigerated vehicle and modular cold-room markets. At higher densities (150–320 kg/m³), PU foam can serve semi-structural roles, though it still falls short of PET and PVC in consistent shear performance.
- XPS (30–45 kg/m³): Cold-chain logistics panels, portable shelters, applications needing moisture resistance with moderate insulation requirements.
- PU low-density (32–60 kg/m³): Maximum thermal insulation for refrigerated trucks and cold rooms. Best R-value per millimeter of thickness.
- PU high-density (150–320 kg/m³): Semi-structural panels where both insulation and moderate load-bearing are required in a single core layer.
One production reality that catches buyers off guard: PU foam cores are sensitive to skin-to-core adhesive selection. Because PU outgasses during temperature fluctuations, adhesive systems must accommodate micro-movement at the bond line without losing grip. We use film adhesive rather than spray adhesive for PU-cored panels to ensure consistent bond coverage and long-term delamination resistance. If you are evaluating PU core panels from any supplier, ask specifically what adhesive system they use and whether they have accelerated aging test data to back it up.
| Foam Core Type | Density Range | Thermal Conductivity | Performance Profile |
|---|---|---|---|
| PET Foam | 100–120 kg/m³ | 0.030–0.035 W/m·K | Optimal weight-to-stiffness balance for RV walls; excellent dimensional stability; consistent thickness within ±0.2mm |
| PVC Foam | 60–200 kg/m³ | 0.022–0.030 W/m·K | Superior moisture resistance; ideal for marine and high-humidity environments; peel strength >4 N/mm achievable |
| XPS Foam | 30–45 kg/m³ | 0.028–0.034 W/m·K | Lightweight insulation; cost-effective for non-structural applications; flexural strength 40–60 MPa in FRP sandwich |
| PU Foam | 32–320 kg/m³ | 0.022–0.028 W/m·K | Widest density range; best thermal insulation at lower densities; fire rating Class B-s2-d0 achievable with proper skins |
| Core Selection Factor | Vehicle-grade: 60–200 kg/m³ | Target: <0.035 W/m·K | Weight savings 40–70% vs solid fiberglass; minimum peel strength 4 N/mm for delamination prevention |
Manufacturing Process: Continuous Lamination vs Batch Pressing
Panel longevity comes down to lamination method, adhesive chemistry, and curing precision. Miss the mark on any one, and delamination becomes a matter of when, not if.
Continuous Roll-Forming vs. Batch Vacuum Pressing
These two methods produce fundamentally different panels, and understanding the distinction is critical for procurement engineers evaluating suppliers. Continuous lamination runs material through a heated press line at 3 to 8 meters per minute, producing consistent, long-run panels ideal for standardized RV wall and truck body builds. The advantage is dimensional uniformity across thousands of square meters. Batch vacuum pressing, on the other hand, processes 20 to 50 panels per cycle and excels at short runs, thick panels above 50mm, or configurations requiring custom core layouts that a continuous line cannot accommodate.
For specialized vehicle manufacturers running assembly lines, continuous lamination is generally the safer choice. Thickness consistency stays within ±0.2mm because the roller pressure and line speed are computer-controlled and constant. Batch pressing can achieve similar tolerances, but it requires meticulous mold preparation and operator skill for each cycle, introducing more variability. If your supplier quotes batch-pressed panels for a high-volume order of identical RV wall panels, ask why they are not running continuous. The answer often reveals capacity limitations rather than a deliberate engineering choice.
That said, batch pressing has a legitimate edge for marine-grade GRP/FRP honeycomb panels or foam core panels with complex curvature. Our CFRT sandwich panels for flat vehicle sidewalls run on continuous lines, while heavily customized aluminum sandwich panels with embedded mounting hardware go through batch cycles. The method should match the geometry, not the supplier’s convenience.
Adhesive Application and Curing Parameters
Most procurement engineers skip past adhesive specifications, and that is a costly mistake. The bond between skin and core is what separates a structural panel from decorative cladding. Two adhesive systems dominate foam sandwich panel manufacturing: spray adhesive and film adhesive. Spray systems are faster and cheaper per square meter but deposit uneven adhesive weight across the panel surface. Film adhesive delivers a controlled, uniform bond line thickness, which directly correlates to consistent peel strength across the entire panel.
Curing parameters are equally critical. Our production lines target a temperature window of 120 to 150°C combined with pressure between 0.3 and 0.8 MPa. The specific target within that range depends on the core material: PET foam at 100 to 120 kg/m³ requires the lower end of both temperature and pressure to avoid cell collapse, while higher-density PVC cores at 150 to 200 kg/m³ can tolerate the upper bounds. Under-curing at temperatures below 120°C leaves the adhesive film partially activated, resulting in initial peel tests that pass at 3 N/mm but degrade to dangerous levels within 18 months of thermal cycling. Over-pressurizing above 0.8 MPa compresses the foam core and reduces panel thickness beyond the ±0.2mm tolerance, creating the exact assembly-gap problems vehicle manufacturers fear.
Quality Control Checkpoints in Production
A supplier who cannot describe their QC checkpoints in specific, measurable terms is a supplier who is not controlling quality. Period. Our production line integrates checks at three stages: pre-lamination, in-process, and post-cure. Each stage has defined pass/fail criteria tied to the data points that matter on your assembly floor.
- Pre-Lamination Incoming Inspection: Foam core density verified against spec (e.g., PET at 100-120 kg/m³). Skin material thickness and surface energy tested. Adhesive film weight per square meter confirmed within ±5% of target.
- In-Process Monitoring: Continuous lines track roller gap, line speed, and oven temperature in real time. Batch presses log pressure and temperature curves for every cycle. Thickness measured every 2 meters along the panel length.
- Post-Cure Validation: Peel strength tested to ASTM C297 with a minimum pass threshold of 4 N/mm. Thickness tolerance confirmed within ±0.2mm for vehicle-grade panels. Visual and dimensional inspection for surface defects, edge straightness, and skin-core adhesion uniformity.
We strongly recommend that procurement engineers request QC reports with actual test data, not certificates of conformance with checkmarks. A supplier who can provide peel test results, thickness profiles, and density logs for your specific production lot is a supplier whose process is under control. If a supplier cannot produce these documents or cites only ISO 9001 certification without lot-specific data, that gap tells you everything you need to know about their actual manufacturing discipline.

Fiberglass Foam Sandwich Panels: Specs and Use Cases
Fiberglass foam sandwich panels deliver 40-70% weight savings over solid fiberglass while matching or exceeding flexural stiffness—making them the structural backbone of modern RV walls, truck bodies, and marine assemblies.
Panel Weight and Flexural Strength Benchmarks
A typical FRP-skinned foam sandwich panel for vehicle applications weighs between 2.5 and 5.0 kg/m², depending on skin thickness, core density, and overall panel gauge. For context, a solid fiberglass layup of equivalent stiffness would land somewhere between 8 and 12 kg/m². That weight gap is the entire reason sandwich construction exists—the I-beam principle applied to flat panels, where lightweight core material separates two high-strength skins to maximize the moment of inertia without adding mass.
Flexural strength for these panels ranges from 40 to 120 MPa, configured to the application. A 5mm panel with XPS core and thin FRP skins will sit at the lower end, suitable for non-structural interior liners. A 25mm panel with PET foam core (100-120 kg/m³ density) and heavy FRP skins will approach the upper range, engineered for structural RV walls that must bear roof loads and lateral wind pressure. The core material and its density drive most of this variance—skin selection handles surface durability and impact resistance.
- FRP + PET Foam Panel (100 kg/m³ core): Approximately 3.5-4.5 kg/m² at 15-20mm thickness, flexural strength 70-100 MPa. The optimal balance for RV walls and truck body panels.
- FRP + XPS Foam Panel (35 kg/m³ core): Approximately 2.5-3.2 kg/m² at 10-15mm thickness, flexural strength 40-60 MPa. Best for interior partitions and lightweight liners.
- FRP + PVC Foam Panel (80-200 kg/m³ core): Approximately 4.0-5.0 kg/m² at 15-25mm thickness, flexural strength 80-120 MPa. Suited for marine and heavy-transport applications demanding higher shear strength.
Two critical quality metrics that directly affect these numbers: peel strength and thickness tolerance. Peel strength between skin and core must exceed 4 N/mm—panels testing below 2.5 N/mm show delamination risk within two years in humid or thermally cycled environments. Thickness tolerance for vehicle-grade panels must stay within ±0.2mm; anything beyond ±0.5mm produces visible gaps during assembly on the production line. We publish both values in our test reports for every production batch because procurement engineers need them to validate incoming material against their assembly specifications.
FRP vs Aluminum Skin Selection for Vehicle Panels
Skin selection is not a “better or worse” decision—it is a matchup between the operating environment and what the panel surface needs to survive. FRP (fiberglass reinforced plastic) skins and aluminum skins behave differently under impact, temperature cycling, chemical exposure, and long-term UV stress. Choosing the wrong one does not just affect durability; it affects downstream warranty claims and assembly line efficiency.
FRP skins are the default choice for most RV and truck body manufacturers. They offer superior impact resistance—fiberglass flexes under point loads that would dent or puncture thin aluminum sheet. They also resist galvanic corrosion, which matters when panels are fastened to steel frames using mechanical fixings. The textured gel-coat surface provides built-in UV protection and can be color-matched during lamination, eliminating a separate paint step on the assembly line. Where FRP falls short is edge impact resistance—chipping can occur if panels are mishandled during installation, and once the gel coat is breached, moisture ingress becomes a concern if the edge is not sealed.
Aluminum skins—typically 0.5mm to 1.0mm alloy sheet—excel in applications requiring maximum surface hardness and cleanability. Refrigerated truck bodies, food-grade transport containers, and industrial enclosure panels often specify aluminum because it withstands repeated cleaning with chemical agents without surface degradation. Aluminum also handles edge impact better than FRP; it dents rather than chips, and dents do not create moisture pathways the way gel-coat fractures can. The trade-off is galvanic corrosion risk when aluminum contacts steel fasteners or frames, requiring isolation barriers (nylon washers, adhesive bonding, or polyethylene gaskets) at every connection point.
- Weight comparison: FRP skins typically add 1.0-1.8 kg/m² to panel weight; aluminum skins at equivalent thickness add 0.8-1.4 kg/m². The difference is marginal at the panel level but compounds across a full vehicle build.
- Impact resistance: FRP absorbs point impacts through localized flex; aluminum transfers impact energy to the core, increasing risk of core crushing behind the dent.
- Chemical resistance: Aluminum resists cleaning solvents and industrial chemicals; FRP gel coat can degrade under repeated aggressive chemical exposure unless a specialized resin system is specified.
- Assembly considerations: FRP panels are typically adhesive-bonded to vehicle frames; aluminum panels can be bonded or mechanically fastened but require galvanic isolation at every metal-to-metal contact point.
- Cost structure: FRP skins generally run 10-20% lower material cost per square meter than marine-grade aluminum alloy sheet, but aluminum eliminates the gel-coat curing step in production.
Our recommendation for specialized vehicle manufacturers: use FRP skins for RV walls, camper bodies, and any application where impact absorption and integrated color finish matter. Specify aluminum skins for refrigerated transport, food-industry enclosures, and environments with aggressive chemical cleaning cycles. If your application sits somewhere in between—utility vehicles, mobile workshops—FRP is the safer default because it tolerates assembly-line handling better and does not require galvanic isolation during installation.

Shipping Protection: Preventing Panel Damage in Transit
Shipping damage is the leading cause of international panel order disputes. Proper crating and container loading protocols are not optional extras—they are baseline requirements for protecting your investment and keeping your assembly line running.
Transit Risks: What Actually Destroys Panels in Shipping
Large-format foam sandwich panels are inherently vulnerable during transit because their structural advantage—high stiffness at low weight—works against them when improperly handled. A panel that performs flawlessly on a vehicle wall can arrive useless if the shipping method treats it like standard flat freight.
Edge damage is the most common and most underestimated failure mode. When FRP or CFRT skins extend to the raw edge of a panel, any impact during loading, strap tensioning, or unloading compresses the foam core and separates the skin-to-core bond. Once that peel strength drops below the 4 N/mm minimum threshold at the edge, delamination propagates inward over time. A panel that looks superficially fine on arrival may fail in service 12 months later in high-humidity environments.
Bending occurs when panels are stacked flat without adequate support beneath their full footprint, or when they are stored on-end without proper racking. For vehicle-grade panels with a thickness tolerance of ±0.2mm, even minor warping creates visible gaps during assembly that force rework or rejection. Panels that arrive bent are panels you cannot install without costly field corrections.
Moisture ingress is the silent killer for foam core products. Open-cell foam structures—particularly PET and PU cores—can absorb atmospheric moisture during weeks-long ocean transit. When that moisture reaches the skin-to-core adhesive interface, it degrades peel strength. In our testing, panels shipped without moisture barrier protection and exposed to 85% relative humidity for 30 days showed a 15-25% reduction in peel adhesion values compared to properly sealed shipments.
Best Packaging Practices for Export Panel Shipments
At Rax Panel, reinforced wooden crating is standard for all export orders—not an upcharge. We build crates using heat-treated timber compliant with ISPM 15 regulations, with internal dimensions matched to the exact panel stack footprint to eliminate shifting inside the crate during handling and transport.
- Edge protectors: We apply heavy-duty cardboard edge guards to all four sides of every panel stack. These distribute strap pressure and absorb point impacts during forklift handling. For FRP-skin panels where the raw edge is exposed, we also apply a temporary PE tape seal to prevent edge moisture wicking during transit.
- Desiccant packs: Each crate receives calculated silica gel desiccant loads based on the internal air volume and voyage duration. For standard 20-foot and 40-foot container loads, this typically means 2-4 kg of desiccant per crate, paired with a moisture barrier bag that encloses the entire panel stack. This prevents condensation from reaching exposed panel edges and maintains the adhesive interface integrity we validated during lamination.
- Horizontal strapping: Steel or heavy-duty PET strapping secures the panel stack to the crate base at minimum four points. Straps are tensioned to hold the stack rigid without exceeding the compressive strength of the top panel’s foam core. Over-tensioning is a common mistake that causes permanent core deformation before the crate even leaves the factory.
- Container loading plans: We provide a written loading diagram for every shipment showing exact crate placement, bracing points, and gap-filling requirements. Crates are oriented to distribute weight evenly across the container floor and braced with timber dunnage to prevent longitudinal shifting during ocean sway. No loose cargo, no improvised stacking.
We recommend that procurement engineers request the supplier’s crating specification sheet before placing a first order. If a supplier cannot document their edge protection method, desiccant calculation, and container bracing protocol, that is a legitimate risk signal. Panels that arrive damaged do not just cost you the replacement material—they cost you production downtime, project delays, and the credibility of your own delivery commitments to your end customers.
ISO Certifications and Test Reports to Require
A supplier’s ISO certificate is the price of entry. The real differentiator is whether they can produce valid, dated test reports with sample specifications matching your actual order requirements.
Core Certifications That Actually Matter for Vehicle-Grade Foam Panels
We regularly encounter buyers who accept a generic ISO 9001 certificate and move on. That document confirms a quality management system exists—it tells you nothing about whether the foam sandwich panels rolling off the line will meet your assembly tolerances or your fire compliance requirements. Here are the standards we consider non-negotiable for specialized vehicle applications.
- ISO 9001:2015: The baseline requirement. Confirms the manufacturer operates a documented quality management system. Verify the certificate covers the specific production facility, not a corporate headquarters elsewhere.
- EN 14509: The European standard for self-supporting double-skin metal-faced insulating panels. Even if your vehicles operate outside the EU, this standard provides a rigorous framework for evaluating thermal performance, mechanical strength, and fire behavior of sandwich constructions.
- ASTM C364: Standard test method for edgewise compressive strength of sandwich constructions. Critical for vehicle panels that bear structural loads—truck body walls, RV sidewalls, and trailer partitions. Ask for results on panels matching your specified skin material and core density.
- ASTM C297: Flatwise tensile test measuring skin-to-core bond strength. This is where you verify that peel strength exceeds the 4 N/mm minimum we recommend for long-term delamination resistance in humid or thermally cycled environments.
- Class B-s2-d0 fire rating: The minimum acceptable fire classification for vehicle interior applications in most regulated markets. “B” indicates limited combustibility, “s2” restricts smoke production, and “d0” means no flaming droplets. Anything below this threshold creates compliance risk for vehicle OEMs.
We have seen suppliers present test reports for aluminum-skinned panels when the buyer was ordering FRP skins, or reports based on 100 kg/m³ PET cores when the actual order specified 60 kg/m³ PVC. The material tested must match the material shipped—this is a gap procurement engineers must close at the evaluation stage.
Anatomy of a Valid Test Report: What to Demand from Any Supplier
A test report is only useful if it is traceable, current, and relevant to your specific panel configuration. We recommend evaluating every report against four mandatory criteria before accepting it as proof of compliance.
- Accredited laboratory name and accreditation number: The lab must hold ISO/IEC 17025 accreditation. Reports from internal labs or unaccredited third parties carry no independent verification weight.
- Test date within 24 months: Manufacturing processes, adhesive formulations, and raw material sources change. A report older than two years may not reflect current production reality.
- Complete sample specifications: The report must state skin material and thickness, core type and density (e.g., PET foam 100-120 kg/m³), total panel thickness, and adhesive system used. Without these details, you cannot confirm equivalence to your order.
- Clear pass/fail criteria with measured values: A report that simply states “passed” without showing actual test data is insufficient. You need the numbers—peel strength in N/mm, flexural strength in MPa, thermal conductivity in W/m·K—to compare against your engineering requirements.
In our experience, suppliers who readily provide complete, dated test reports with full sample specifications are the same suppliers who maintain ±0.2mm thickness tolerance on the production line. Transparency in documentation correlates directly with consistency in manufacturing. If a supplier hesitates to share detailed test data, that hesitation is your signal to dig deeper or look elsewhere.
Conclusion
If you’re building vehicle bodies, spec PET foam core at 100–120 kg/m³ with a minimum peel strength of 4 N/mm and thickness tolerance within ±0.2mm. Those three numbers will eliminate 70% of suppliers who can’t actually deliver vehicle-grade panels. The ones who pass that filter are your real shortlist.
Do one thing before your next order: request a sample cut to your exact dimensions plus the last three peel test reports from that supplier’s production line. If they hesitate or send generic spec sheets instead of dated batch results, walk away. We publish those for every Foam Core Sandwich Panel order because the data either holds up or it doesn’t — there’s no middle ground.
Frequently Asked Questions
How are foam sandwich panels manufactured?
Foam sandwich panels are produced by bonding two rigid skin materials (FRP, aluminum, or carbon fiber) to a lightweight foam core using adhesive under controlled heat and pressure. The primary industrial method is continuous lamination: adhesive is applied between skins and core, the assembly passes through compression rollers and a curing oven, then panels are cut to size. For custom or low-volume orders, batch vacuum pressing or vacuum bagging is used. The critical quality factors are adhesive distribution uniformity, curing temperature/pressure precision, and foam cell structure consistency.
What affects foam sandwich panels price?
Price is driven by five factors: core material type (carbon > PET > PVC > XPS in cost tier), skin material (carbon fiber is 3-5x the cost of FRP), panel thickness (thicker cores increase material cost linearly), order volume (30-40% discount at container-load quantities vs sample orders), and customization level (custom colors, cutouts, and non-standard sizes add 15-25%). Typical range: $8-15/m² for aluminum+XPS panels at bulk, $20-35/m² for FRP+PET structural panels, and $35-45+/m² for carbon fiber configurations. Always confirm if quoted prices are FOB or CIF.
What is the difference between structural foam core panels and standard insulation panels?
Structural foam core panels are engineered to bear mechanical loads—shear forces, compressive loads, and flexural bending—with tested performance values for tensile strength (>4 N/mm peel), compressive strength (>0.8 MPa), and flexural modulus. Standard insulation panels prioritize thermal resistance (R-value) and are not designed for structural applications. For vehicle manufacturing (RV walls, truck bodies, marine hulls), only structural-grade panels rated for the expected dynamic loads should be specified. Using non-structural panels in load-bearing applications creates safety liability.
Are fiberglass foam sandwich panels suitable for RV exterior walls?
Yes, when correctly specified. Fiberglass (FRP) skins provide excellent corrosion resistance, impact absorption, and UV stability when paired with a UV-resistant gel coat. For RV exteriors, specify: closed-cell foam core at 100+ kg/m³ density (PET or PVC), peel strength exceeding 4 N/mm, total panel thickness of 15-30mm depending on structural requirements, and a Class B-s2-d0 or better fire rating. FRP+foam panels typically weigh 3-5 kg/m², offering 40-60% weight savings over aluminum sheet + timber frame construction while providing superior insulation.
What quality tests should I request from a foam sandwich panel supplier?
Request these five critical tests with dated reports from accredited laboratories: (1) Flatwise tensile test per ASTM C297 to verify core-to-skin bond strength, (2) Peel adhesion test to measure skin-to-core delamination resistance, (3) Edgewise compression test per ASTM C364 for load-bearing capacity, (4) Thermal conductivity measurement per ASTM C518 to validate insulation claims, and (5) Fire reaction classification per EN 13501-1 or equivalent local standard. Reports should be less than 12 months old and include sample specifications, test conditions, and clear pass/fail results.