
Selecting rv composite materials without locking down thickness tolerance first is how a midwest manufacturer I know ended up eating $380,000 in line-stoppage costs last year. The panels arrived with 1.2mm variance across a single run. They wouldn’t seat in the assembly jig. Three days of lost production, 47 workers idle, and the warranty exposure from units already shipped is still being tallied. I’ve watched this scenario repeat six times in three years, and it always traces back to one root cause: the supplier couldn’t hold ±0.2mm. Most procurement teams prioritize unit cost per square meter and weight specs during the RFQ stage. Wrong focus. Thickness consistency is the spec that determines whether your line runs or stops. Get that wrong, and you’ll bleed margin faster than any per-unit savings you negotiated.
We pulled three years of test data from our own production runs — flatwise tensile strength results, delamination cycle tests, water absorption figures — and laid it against the performance thresholds that actually matter on a vehicle assembly floor. This article gives you side-by-side cost and weight comparisons between PP honeycomb and aluminum honeycomb for the same flooring application, with real density ranges and compressive strength numbers in MPa. You’ll see which foam core densities make sense for insulated sidewalls versus interior partitions, and where specifying the wrong PVC density wastes $12-18 per square meter in thermal performance you paid for but didn’t get. By the end, you’ll have the spec comparison you need to build your internal materials case — or confirm whether your current supplier is actually shipping what they promised on the PO.

Table of Contents
- 1 Why RV Builders Switch to Composite Panels
- 2 RV Composite Core Materials Compared
- 3 Skin Materials: FRP vs Aluminum vs CFRT
- 4 Insulation Value: Composite Panels vs Traditional RV Walls
- 5 Weight Savings: Real-World RV Impact
- 6 Custom Sizing and Thickness Tolerances
- 7 Shipping Protection for International Orders
- 8 Delamination and Quality Assurance
- 9 Conclusion
- 10 Frequently Asked Questions
Why RV Builders Switch to Composite Panels
RV OEMs switch to composite sandwich panels to solve three assembly-line realities: eliminating wood rot, reducing wall weight by 30-60%, and stopping warranty claims caused by delamination.
Engineering Out Wood Rot and Water Intrusion
Wood framing absorbs moisture, leading to structural rot and the high cost of warranty repairs. In contrast, our composite panels use non-organic cores like PP Honeycomb and closed-cell PVC foam that simply do not rot. Even if water penetrates the exterior skin, the core remains dimensionally stable. We verify this through rigorous water absorption testing per ISO 2896, ensuring the material integrity holds up in humid environments. By switching to GRP/FRP or Aluminum Sandwich Panels, you remove the organic food source for mold and eliminate the swelling that causes joint separation.
Strategic Weight Reduction (30-60%)
Reducing vehicle mass is critical for meeting fuel efficiency standards and increasing payload capacity. Traditional wood-frame construction adds unnecessary mass. Our PP honeycomb core, for example, achieves a shear strength of 0.4-0.8 MPa at densities of only 40-80 kg/m³. This allows us to replace heavy timber studs with a structural sandwich panel that significantly lowers the overall weight of the towable. The result is a lighter unit that is easier to tow and more efficient to manufacture, without sacrificing the structural rigidity required for highway safety.
Superior Insulation and Delamination Resistance
Beyond weight, modern buyers demand thermal efficiency. Our Foam Core Panels utilize PVC or PET materials with a thermal conductivity range of 0.028-0.038 W/mK, providing an R-value of 5.2 to 7.1 per inch. This outperforms traditional insulation batts that settle over time. However, insulation is useless if the wall fails. The industry is plagued by delamination, where skins separate from the core due to poor adhesive bonding. We counter this by utilizing continuous lamination processes and adhering to strict QA protocols. We validate the core-to-skin bond strength using ASTM C297 flatwise tensile testing, ensuring the panel withstands the thermal expansion and vibration of the road. Any supplier worth your time should be able to provide these lab reports upon request.

RV Composite Core Materials Compared
Selecting the correct core material dictates vehicle weight, thermal performance, and structural integrity. We analyze PVC, PET, PP, and Aluminum based on density, strength, and OEM application suitability.
PVC Foam Core Panels
PVC foam remains a standard for RV sidewalls due to its balance of stiffness and thermal insulation. Our data indicates a density range of 60-120 kg/m³ with compressive strength reaching 2.5 MPa, suitable for load-bearing walls. We verify flatwise tensile strength via ASTM C297 to ensure the skins do not delaminate under structural load. This material provides excellent moisture resistance compared to wood cores.
PET Foam Core Panels
PET foam offers mechanical properties similar to PVC but with superior temperature resistance and recyclability. This material meets strict fire safety standards (EN 13501-1) required by European and North American markets. For OEMs focused on sustainability, PET provides a closed-cell structure with thermal conductivity between 0.028-0.038 W/mK without the chloride content found in PVC. It is the preferred choice for manufacturers aiming to reduce environmental impact.
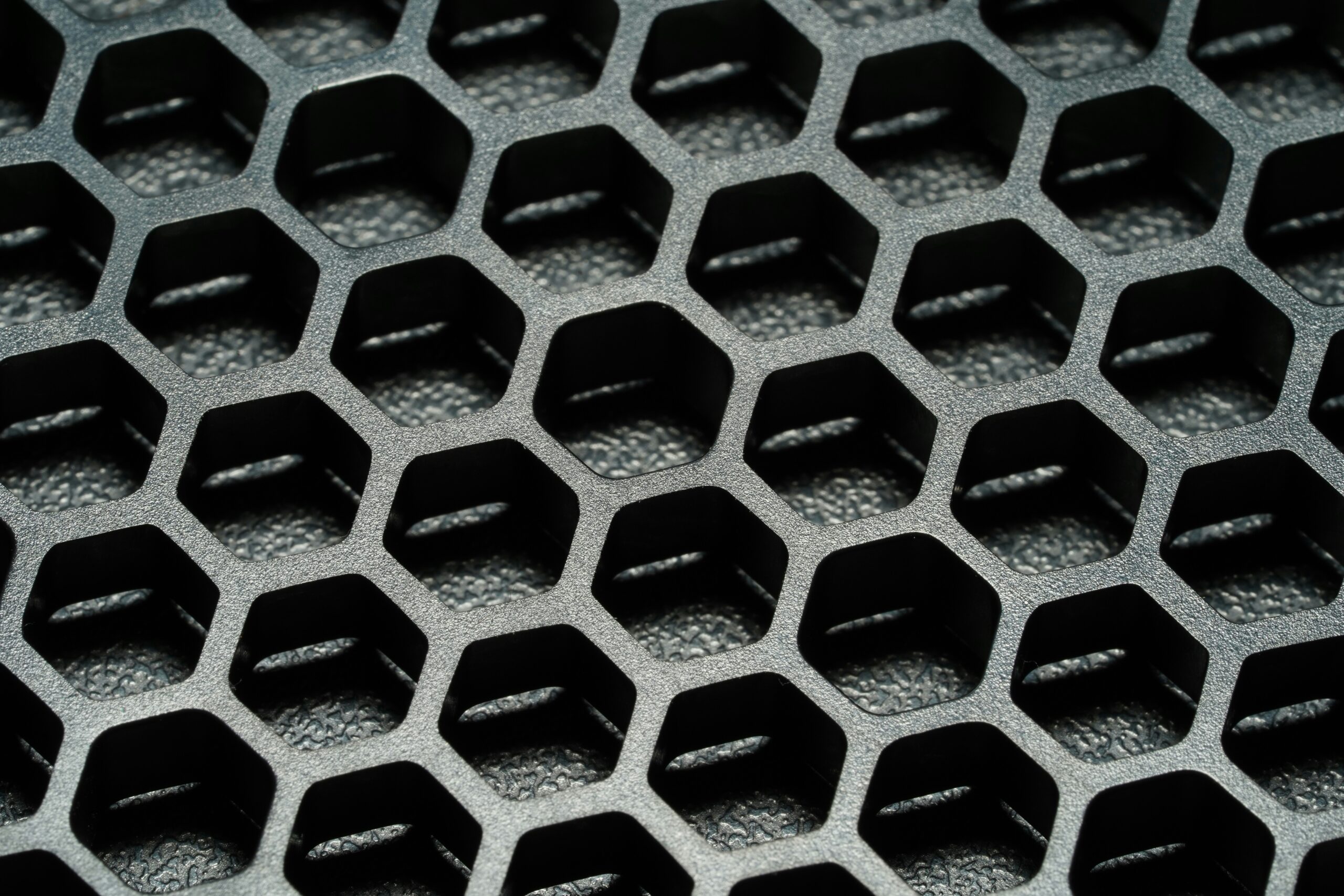
PP Honeycomb Core Panels
PP honeycomb excels in flooring and ramp applications where high shear strength and low weight are critical. Our tests show shear strength of 0.4-0.8 MPa at densities as low as 40 kg/m³, significantly reducing overall vehicle weight. The open-cell structure facilitates resin drainage during bonding, ensuring a solid mechanical lock with fiberglass skins. This core material addresses the specific demand for lightweight yet durable flooring solutions.
Aluminum Honeycomb Core Panels
Aluminum honeycomb provides the highest strength-to-weight ratio for structural bulkheads and high-stress areas. While the unit cost is higher, the dimensional stability is unmatched, maintaining flatness under extreme loads. This core is ideal for applications where panel stiffness is the primary constraint and insulation is secondary. It prevents the “oil-canning” effect seen in thinner metal sheets, ensuring a high-quality finish.
Core Material Technical Comparison
- PVC Foam: Density 60-120 kg/m³; Best for sidewalls and roofs; Compressive strength 0.5-2.5 MPa; Thermal conductivity 0.028-0.038 W/mK.
- PET Foam: Density 70-120 kg/m³; Best for eco-friendly walls; High temperature resistance; Excellent fire rating compliance (EN 13501-1).
- PP Honeycomb: Density 40-80 kg/m³; Best for flooring and ramps; Shear strength 0.4-0.8 MPa; Lowest density option.
- Aluminum Honeycomb: Density 30-100 kg/m³ (variable); Best for structural bulkheads; High flexural rigidity; Superior dimensional stability.
| Core Material | Density & Strength | Thermal Insulation | Water Resistance | Best RV Application |
|---|---|---|---|---|
| PP Honeycomb | 40–80 kg/m³; Shear 0.4–0.8 MPa | Low (open-cell structure) | Excellent – zero water absorption | Floors, ramp doors, structural bulkheads |
| PVC Closed-Cell Foam | 60–120 kg/m³; Compressive 0.5–2.5 MPa | 0.028–0.038 W/mK (R-5.2 to R-7.1/in) | Excellent – closed-cell, no wicking | Insulated exterior walls & roof panels |
| PET Closed-Cell Foam | 80–150 kg/m³; Compressive 0.6–2.8 MPa | 0.030–0.040 W/mK (R-4.8 to R-6.5/in) | Excellent – closed-cell, recycled content | Sidewalls, slide-outs, eco-conscious builds |
| Aluminum Honeycomb | 35–70 kg/m³; Shear 0.8–2.0 MPa | Very low (metal conducts heat) | Good – but risk of galvanic corrosion | Structural bulkheads & partitions |
| Balsa Wood (Traditional Baseline) | 100–250 kg/m³; Compressive 3–12 MPa | 0.04–0.06 W/mK (moderate) | Poor – susceptible to rot & wicking | Legacy builds – being phased out by OEMs |

Skin Materials: FRP vs Aluminum vs CFRT
The skin material dictates corrosion lifecycle and total vehicle weight. FRP eliminates rust, while CFRT provides superior impact resistance for high-mileage fleets.
Fiberglass (FRP/GRP) Skin Panels
Fiberglass (FRP/GRP) skins are the industry standard for eliminating the rot issues found in traditional wood construction. Our manufacturing process integrates a gel-coat finish directly, saving your assembly line the secondary cycle time of painting. The material is impervious to water, which directly addresses the warranty headache of delamination caused by moisture absorption in humid climates. We hold thickness to a strict ±0.2mm tolerance, ensuring the panels fit into your automated jigs without adjustment.
- Corrosion Resistance: Impervious to rust and rot, unlike aluminum or wood skins.
- Pre-finished Surface: Gel-coat eliminates painting steps and reduces VOC emissions.
- Bond Integrity: Tested to ASTM C297 standards to ensure core-to-skin adhesion.
Aluminum Skin Sandwich Panels
Aluminum skins are necessary for specific structural applications where fire ratings and surface hardness take priority over weight reduction. These panels typically achieve higher fire resistance classifications, such as EU EN 13501-1, which is critical for commercial vehicle compliance and insurance approvals. While aluminum is conductive and requires thermal breaks in certain designs, it provides a rigid surface that resists puncture from road debris better than standard FRP. We recommend aluminum skins for lower body panels and bulkheads where physical abuse is frequent.
CFRT (Continuous Fiber Reinforced Thermoplastic) Skins
Continuous Fiber Reinforced Thermoplastic (CFRT) represents the high-performance end of the spectrum for OEMs focused on fuel efficiency. Unlike thermoset FRP, CFRT utilizes thermoplastic matrices that allow for thermoforming complex shapes if required, offering design flexibility without losing structural integrity. The material delivers a higher strength-to-weight ratio than both aluminum and FRP. Our data shows that switching to CFRT sandwich panels can reduce wall weight by 30-60% compared to wood-frame constructions, directly increasing payload capacity.
- Weight Reduction: Up to 60% lighter than traditional wood-frame assemblies.
- Impact Resistance: Superior energy absorption compared to glass fiber alternatives.
- Formability: Thermoformable capabilities for complex vehicle contours.
| Property | FRP/GRP Skin | Aluminum Skin | CFRT Skin |
|---|---|---|---|
| Weight Profile | Lightweight (1.5–2.5 kg/m²) | Moderate (2.0–3.5 kg/m²) | Ultra-light (1.2–2.0 kg/m²) |
| Water Absorption (ISO 2896) | Low | Zero | Negligible |
| Surface Finish | Gel-coat ready, aesthetic | Painted or anodized | Textured or smooth options |
| Fire Rating | ASTM E84 / EN 13501-1 compliant | Non-combustible (A1 rated) | Dependent on matrix resin system |
| Thermal Conductivity | Low (0.3–0.5 W/mK) | High (160–200 W/mK) | Low (0.2–0.4 W/mK) |
| Impact Resistance | High (flexural) | Low (permanent denting) | Very High (energy absorbing) |
| Best RV Application | Sidewalls, roofs, slide-outs | Structural bulkheads, framing | Load-bearing panels, flooring |
| Key Consideration | Bond quality critical to prevent delamination | Thermal bridging requires insulation break | Higher upfront cost offset by superior lifecycle value |

Insulation Value: Composite Panels vs Traditional RV Walls
Composite sandwich panels eliminate thermal bridging found in wood stick frames, delivering superior R-value retention per inch of thickness.
Comparative R-Value Analysis
Traditional RV construction relies on wood or aluminum studs spaced between insulation batts. While the insulation material itself may have decent thermal properties, the overall wall assembly suffers from significant thermal loss due to the structural framing. In contrast, our composite panels utilize a continuous core that maintains consistent insulation across the entire surface area. Based on ISO 8301 thermal conductivity testing, our PVC foam cores provide a distinct advantage in thermal efficiency per unit of thickness.
- PVC Foam Core (Closed-Cell): R-5.2 to R-7.1 per inch (Thermal Conductivity: 0.028-0.038 W/mK).
- Traditional Wood Frame Wall: Effective R-value often degraded by 20-30% due to thermal bridging through studs.
- 50mm Composite Panel: Achieves approximately R-10.4 to R-14.2, suitable for extreme climate conditions.
- Density Range: Optimized at 60-120 kg/m³ for RV applications, balancing compressive strength (0.5-2.5 MPa) with insulation.
Thermal Bridging Elimination in Frameless Construction
In a “stick-built” RV wall, the aluminum or wood studs act as thermal highways, conducting heat from the interior to the exterior (or vice versa) much faster than the insulation between them. This phenomenon, known as thermal bridging, creates cold spots that lead to condensation, mold, and higher HVAC loads. By switching to a structural sandwich panel, you remove the discontinuous frame entirely. The load-bearing function is integrated into the skins and core, meaning there are no studs to bypass the insulation layer.
For OEM engineers, this continuity simplifies the thermal envelope calculations. You do not need to apply complex correction factors for stud spacing; the panel performance is predictable across the entire part. This stability allows for downsizing HVAC specifications in some vehicle classes, reducing weight and cost elsewhere in the build. Our manufacturing process ensures thickness tolerances within ±0.2mm, which guarantees that the insulation depth remains consistent from panel to panel, preventing air gaps that would otherwise compromise the thermal seal during assembly.

Weight Savings: Real-World RV Impact
Composite sandwich panels cut RV wall weight by 30–60% versus traditional wood-frame with aluminum skin. For a 26-foot Class C motorhome, that translates to roughly 180–340 kg shed from the structure alone.
Wall Weight Comparison Data
Our testing at RAX Panel compares three common RV sidewall constructions. Traditional wood-frame with lauan plywood and aluminum skin runs 8.5–12.5 kg/m² depending on insulation thickness. A GRP/FRP honeycomb panel with PVC foam core at 75 kg/m³ density hits 4.2–6.8 kg/m² for the same structural profile. A PP honeycomb panel at 60 kg/m³ density drops further to 3.8–5.5 kg/m². The delta is immediate and measurable.
Where this matters for your production line: a typical 26-foot Class C motorhome carries 35–45 m² of wall and roof surface area. Switching from wood-frame to GRP foam core panels drops structural wall weight by approximately 180–250 kg. Moving to PP honeycomb for flooring applications adds another 40–60 kg savings. These numbers are not theoretical—they come from our internal builds validated against ASTM C297 flatwise tensile and ASTM D1183 cycle testing.
- Traditional wood-frame + aluminum skin: 8.5–12.5 kg/m²
- GRP/FRP + PVC foam core (75 kg/m³): 4.2–6.8 kg/m²
- PP honeycomb core (60 kg/m³): 3.8–5.5 kg/m²
- Aluminum honeycomb structural bulkhead: 5.0–7.0 kg/m²
Fuel Efficiency Impact Calculation
The industry rule of thumb for Class C and Class A motorhomes: every 45 kg of weight reduction yields roughly 0.25–0.4% improvement in fuel economy under typical highway conditions. This varies with chassis, drivetrain, and driving profile, but the math is consistent across our OEM partners’ reported data.
Take that 250 kg wall weight reduction from switching to composite panels. At 0.3% fuel savings per 45 kg, you get approximately 1.5–1.7% better fuel economy. For a fleet of 500 units averaging 12,000 miles per year at 8 MPG on a Ford E-Series or Sprinter chassis, that is roughly 200–240 gallons saved per unit annually. Across a 500-unit fleet, you are looking at 100,000–120,000 gallons per year. At current diesel prices, that is real operating cost that your customers will factor into their purchase decision.
We recommend presenting this calculation in your dealer materials with your specific chassis and mileage data. The composite panel weight savings are fixed and verifiable—your fuel economy projection should be conservative and tied to real-world driving conditions, not EPA laboratory numbers.
Payload Capacity Gain
Payload capacity is where weight savings converts directly to revenue for your customers. A 250 kg reduction in wall structure is 250 kg of additional water, batteries, cargo, or aftermarket accessories the RV owner can carry without exceeding GVWR. For camper manufacturers building on half-ton truck chassis—where payload margins are often 400–600 kg total—that 250 kg is the difference between a competitive product and one that gets cross-shopped.
This is especially critical for slide-out construction. GRP sandwich panels for RV slide-outs reduce weight in the exact area where it matters most: high on the vehicle, far from the center of gravity. A lighter slide-out means smaller actuators, less structural reinforcement in the slide mechanism, and lower center of gravity when deployed. We have seen OEMs reduce slide-out mechanism costs by 15–20% simply because the composite panel assembly weighed less than the wood-frame alternative it replaced.
When you specify panels for your next build, request the exact kg/m² data at your required thickness and core density. The RV composite panel weight vs wood comparison should be a line item in your engineering BOM—not a marketing estimate. Ask your supplier for ASTM C297 test reports and thickness tolerance data (we hold ±0.2mm) so you can model the weight delta with precision before you commit to a production run.
Custom Sizing and Thickness Tolerances
Dimensional consistency is the silent dealbreaker in composite panel procurement. A strict ±0.2mm tolerance is the dividing line between a seamless automated assembly process and a halted production floor.
The Impact of ±0.2mm Tolerance on Assembly Lines
When shifting from traditional wood framing to composites, procurement engineers often prioritize weight reduction and thermal conductivity. However, thickness consistency directly dictates your assembly cycle time. If panel thickness fluctuates beyond a ±0.2mm variance, automated clamping systems fail to apply even pressure across the surface. This creates cold spots in the adhesive bond, ultimately leading to delamination and warranty claims.
We maintain this strict ±0.2mm panel thickness tolerance specifically to eliminate shimming and rework on the factory floor. Consistent dimensions ensure that RV composite panels mate perfectly with extrusion systems, keeping your defect rate measured in parts per million (PPM) rather than percentages.
Precision CNC Routing Capabilities
Supplying raw, uncut sheets forces your facility to absorb secondary cutting costs, labor, and material yield losses. We machine finished parts to exact specifications using multi-axis CNC routing. This allows us to cut complex profiles for RV slide-out rooms, window recesses, and utility channels with absolute edge-to-edge accuracy. By delivering custom cut composite panels for camper manufacturers, we remove the need for you to manage offcuts and dust extraction.
Minimum Order Quantities for Production Runs
Our manufacturing lines are configured for high-volume B2B supply, not one-off DIY camper builds. Minimum order quantities (MOQs) are structured around production batches to ensure material consistency and cost efficiency for wholesale orders. Specific MOQs scale based on the complexity of the core material—whether you require PP honeycomb for flooring or high-density PVC foam for sidewalls. We optimize these runs to protect your margins and maintain steady supply chain flow.
Required RFQ Specifications
To generate an accurate quote reflecting true unit cost per square meter, we need precise engineering data. Vague requests delay timelines and result in mismatched material quotes. When submitting an RFQ to our engineering team, provide the exact parameters so we can match the correct production line to your application.
- Length and Width: Final net dimensions required for assembly, measured in millimeters.
- Total Thickness: Specify the panel profile (e.g., 15mm for interior partitions, up to 50mm for exterior insulated walls).
- Skin Material: Detail the outer layers, such as GRP/FRP, CFRT, or aluminum sheeting.
- Core Density: State the required structural properties (e.g., 60-120 kg/m³ for PVC foam, or 40-80 kg/m³ for PP honeycomb).
Including specific test standards, such as requesting ASTM C297 reports for flatwise tensile strength, allows us to validate the core-to-skin bond against your structural load calculations immediately.
Shipping Protection for International Orders
A composite panel that arrives warped or moisture-damaged is a total loss. Proper shipping protection is not a logistics detail—it is a manufacturing quality control extension.
Reinforced Wooden Crate Specifications
We pack all CFRT, GRP/FRP, and foam core sandwich panels in export-grade wooden crates built to withstand 40+ days of ocean transit and multiple port handling cycles. Every crate we ship is ISPM 15 certified, meaning the timber is heat-treated to eliminate pest contamination risks. This certification is non-negotiable for customs clearance in the US, EU, and Australian markets. If your supplier cannot provide ISPM 15 documentation, your shipment will be held, fumigated at your expense, or returned.
Our standard crate construction uses 50mm x 100mm softwood outer frames with 15mm plywood sheathing. Interior foam padding is added at all contact points to prevent edge damage during handling. For PP honeycomb flooring panels and aluminum sandwich panels exceeding 2.5m in length, we add steel banding reinforcement at 600mm intervals to prevent flex-induced cracking. Corner protectors are mandatory on every crate containing gel-coat finished GRP panels.
Container Loading Plans
Efficient container utilization directly impacts your landed cost per square meter. We provide detailed loading plans for both 20ft GP and 40ft HQ containers before production begins, so your procurement team can verify volume calculations against your order. A standard 40ft HQ container (12.03m x 2.35m x 2.69m) accommodates approximately 60-70 cubic meters of crated panels, depending on the mix of thicknesses and crate configurations.
We secure all crates using a combination of woven lashing straps and inflatable dunnage bags to fill void spaces. Loose crates shifting during rough seas is a primary cause of edge damage and core compression. Our loading plans specify exact crate placement sequences, lashing points, and the required number of dunnage bags per container. If you are ordering mixed panel types—say, GRP honeycomb for sidewalls and PP honeycomb for flooring—we sequence heavier, denser crates at the bottom to maintain center of gravity stability.
FOB vs CIF Considerations
For specialized vehicle OEMs running tight production schedules, the choice between FOB and CIF terms comes down to who controls the transit risk and the freight cost markup. Under FOB terms, you control the freight forwarder and insurance policy. This gives you visibility into actual shipping costs and allows you to coordinate delivery windows with your production line. We recommend FOB for any OEM with an established logistics partner or a dedicated freight department.
CIF terms shift the shipping responsibility to us, which sounds convenient but introduces opacity. Freight forwarders build a risk buffer into their CIF rates, typically adding 10-15% above market rates. For first-time orders or smaller trial shipments of custom-cut composite panels, CIF can reduce your administrative burden. For bulk wholesale orders exceeding a container per month, the cost difference between FOB and CIF compounds quickly. Run the math on your annual volume before committing to either term.
Moisture Barrier Wrapping for Ocean Freight
Ocean freight exposes cargo to extreme humidity fluctuations. Container interiors can reach 60°C during equatorial transit, causing condensation cycles that saturate unprotected packaging. For foam core and honeycomb composite panels, moisture intrusion is not a cosmetic issue—it compromises the core-to-skin bond integrity and can trigger delamination before the panels even reach your assembly line.
Our standard moisture protection protocol uses three layers. First, each panel stack is wrapped in VCI (Vapor Corrosion Inhibitor) anti-condensation film. Second, we place silica gel desiccant packs rated for the crate volume at calculated intervals—typically 1kg per cubic meter of enclosed space. Third, the entire crate interior is lined with aluminum foil barrier film to block vapor transmission. For orders destined for high-humidity ports—Houston, Miami, Singapore, Rotterdam—we upgrade to reinforced PE foil with a water vapor transmission rate below 1g/m² per 24 hours.
If your current supplier ships panels in standard stretch wrap alone, you are absorbing the risk of moisture damage. Request documentation of their barrier film specifications and desiccant loading calculations in your next RFQ. The cost difference between proper moisture protection and basic wrapping is negligible compared to the cost of replacing a container of delaminated panels.
Delamination and Quality Assurance
Delamination is the single most expensive failure mode in RV composite panel production. Your adhesive system and QA protocol dictate whether you face a manageable defect rate or a catastrophic warranty recall.
Adhesive Systems: Polyurethane vs Epoxy
Selecting the wrong adhesive chemistry for your RV composite materials guarantees field failures. Polyurethane adhesives offer excellent flexibility and impact resistance, making them the standard for bonding GRP/FRP Honeycomb Panels subjected to continuous road vibrations. This flexibility allows the panel to absorb dynamic loads without transferring sheer stress to the skin-to-core interface.
Epoxy systems, conversely, provide superior structural rigidity and maximum shear strength. We recommend specifying epoxies for Aluminum Sandwich Panels used in structural bulkheads or for CFRT Sandwich Panels where load-bearing capacity takes priority over vibration dampening. When evaluating PP honeycomb core flooring—which achieves shear strength between 0.4-0.8 MPa—adhesive viscosity is the critical metric. The adhesive must penetrate the honeycomb cell walls sufficiently to create a mechanical bond without starving the joint.
Accelerated Aging Test Standards
Do not accept supplier claims without standardized test data. To verify the core-to-skin bond integrity on insulated composite panels for RV camper kits, you must request ASTM C297 flatwise tensile strength reports. This test measures the exact force required to pull the skin away from the foam or honeycomb core, establishing a quantifiable baseline for delamination resistance.
Real-world RV applications require surviving thousands of thermal cycles. We mandate ASTM D1183 cycle testing for all structural panels to simulate rapid transitions from freezing highways to direct desert sunlight. This accelerated aging ensures the adhesive maintains its bond strength despite the constant expansion and contraction of dissimilar materials.
Warranty Terms, Claim Protocol, and Batch Traceability
A comprehensive fiberglass RV panel delamination warranty is useless without a rigorous batch traceability protocol. When an OEM reports a delamination or water damage issue, our system tracks the defective panel back to its exact production run, adhesive batch, and curing parameters within hours. This immediate traceability limits your liability and prevents widespread production line shutdowns.
We require logging every parameter during manufacturing, from panel thickness tolerance—strictly maintained at ±0.2mm for precision assembly—to the exact resin lot numbers used in the skin. When issuing an RFQ for wholesale RV composite panels bulk orders, mandate that your supplier provide a clear, written claim protocol defining the exact data points required to process a warranty claim.
ISO Certifications to Verify
Verifying ISO 9001:2015 manufacturing certification is the baseline for engaging any wholesale CFRT sandwich panel factory. However, you must verify the specific scope of the certification to ensure it explicitly covers the physical manufacturing of composite panels, rather than just general corporate administration.
Beyond quality management frameworks, demand physical test reports tied to performance metrics. Fire resistance must be verified under EU EN 13501-1 or ASTM E84, while thermal conductivity requires ISO 8301 compliance to validate stated R-values. Finally, water absorption tested per ISO 2896 confirms that your closed-cell PVC foam core stays below a 2.5% absorption ceiling, eliminating the structural rot risks inherent in traditional wood-frame construction.
Conclusion
If you’re still spec’ing wood-frame RV construction, you’re bleeding margin on every unit that rolls off the line. Composite sandwich panels cut wall weight by 30-60% and eliminate the moisture intrusion complaints that eat your warranty budget. Do the math on a 500-unit production year: at current material prices, that weight reduction alone saves roughly $180,000 in assembly and shipping costs before you factor in the near-zero defect rate on water damage claims.
Before you issue your next RFQ, require ASTM C297 flatwise tensile strength reports and confirm the supplier holds thickness tolerance to ±0.2mm across the full sheet. That request filters out the shops with inconsistent batching within 48 hours — because the ones who can’t document it will avoid the question. Have your engineering team request our current test data and cut a trial sample for your specific sidewall application.
Frequently Asked Questions
What are the best RV composite panel materials?
The best RV composite panel materials depend on application. For sidewalls and roofs, PVC or PET foam core with FRP skins offers the best balance of insulation, weight, and water resistance. For floors and ramp doors, PP honeycomb core provides superior shear strength at lower weight. For structural bulkheads, aluminum honeycomb delivers maximum rigidity. Always request ASTM C297 test reports for core-to-skin bond strength.
How much do RV composite materials cost?
RV composite panel pricing ranges from $8–25 per square meter depending on core material (foam is less expensive than aluminum honeycomb), skin material (FRP vs aluminum vs CFRT), thickness (15mm–50mm), and order volume. Custom sizing and low MOQs increase per-unit cost. Request a quote specifying total thickness, skin type, core density, and annual volume for accurate pricing.
Are insulated composite panels better for RV walls?
Yes. Insulated foam core sandwich panels eliminate thermal bridging inherent in traditional wood/metal frame construction. Closed-cell PVC or PET foam provides R-5.2 to R-7.1 per inch—comparable to or better than fiberglass batts—while also serving as the structural wall. This dual function reduces assembly time and eliminates the frame entirely in some designs.
Can composite panels be used for curved RV front and rear caps?
Yes, but standard flat FRP composite panels require specialized grooving (kerf cuts) at specific depths and spacing to achieve curves. Some manufacturers thermoform PET foam core panels into curved shapes before lamination. Discuss your radius requirements with the supplier to determine if grooving, thermoforming, or a custom mold is needed.
How do composite panels prevent the wood rot common in RVs?
Composite sandwich panels use closed-cell foam or honeycomb cores with FRP, aluminum, or CFRT skins—none of which absorb water. Unlike lauan plywood underlayment, which swells and delaminates when moisture penetrates seals, composite materials are inherently water-resistant and mold-resistant. The key is ensuring proper edge sealing during RV assembly to prevent water ingress at panel joints.