
PP honeycomb panels ship at densities as low as 0.3 g/cm³ — roughly 60% lighter than PVC foam boards and a fraction of what aluminum honeycomb weighs. But most distributors I work with lose margin on these panels because their teams handle PP honeycomb panel installation like any standard composite sheet. Wrong adhesives. Skipped surface prep. Assumptions that thermoplastic cores process the same as metal ones. They don’t.
This article covers the fabrication methods that actually hold up in production — from polypropylene honeycomb bonding techniques that prevent delamination to cutting parameters that won’t crush the core structure. I’ll walk through surface energy management, which is the single biggest reason PP bonds fail, along with safe CNC routing setups and mechanical fastening approaches that maintain structural integrity without over-compressing the cells. These processing standards mirror what manufacturers like Rax Panel build into their daily output exceeding 1,700 square meters.
The material is forgiving when you work with it correctly. Moisture-resistant. Chemically stable. Thermoformable without adhesives under the right heat and pressure. But forgiving doesn’t mean foolproof. One bad bonding decision on a truck body panel or RV wall assembly turns a profitable job into a callback you eat the cost on.

Table of Contents
- 1 Understanding PP Honeycomb Panel Properties
- 2 How to Prepare PP Honeycomb Panels
- 3 Cutting and Shaping Techniques
- 4 Best Practices for Bonding and Lamination
- 5 Industry-Specific Installation Guidelines
- 6 Routine Maintenance and Inspection
- 7 Safety Precautions During Panel Fabrication
- 8 Conclusion
- 9 Frequently Asked Questions
Understanding PP Honeycomb Panel Properties
PP honeycomb panels deliver an uncommon combination of low mass, high compressive strength, and inherent resistance to moisture and chemicals, without requiring surface coatings.
Lightweight and High Strength
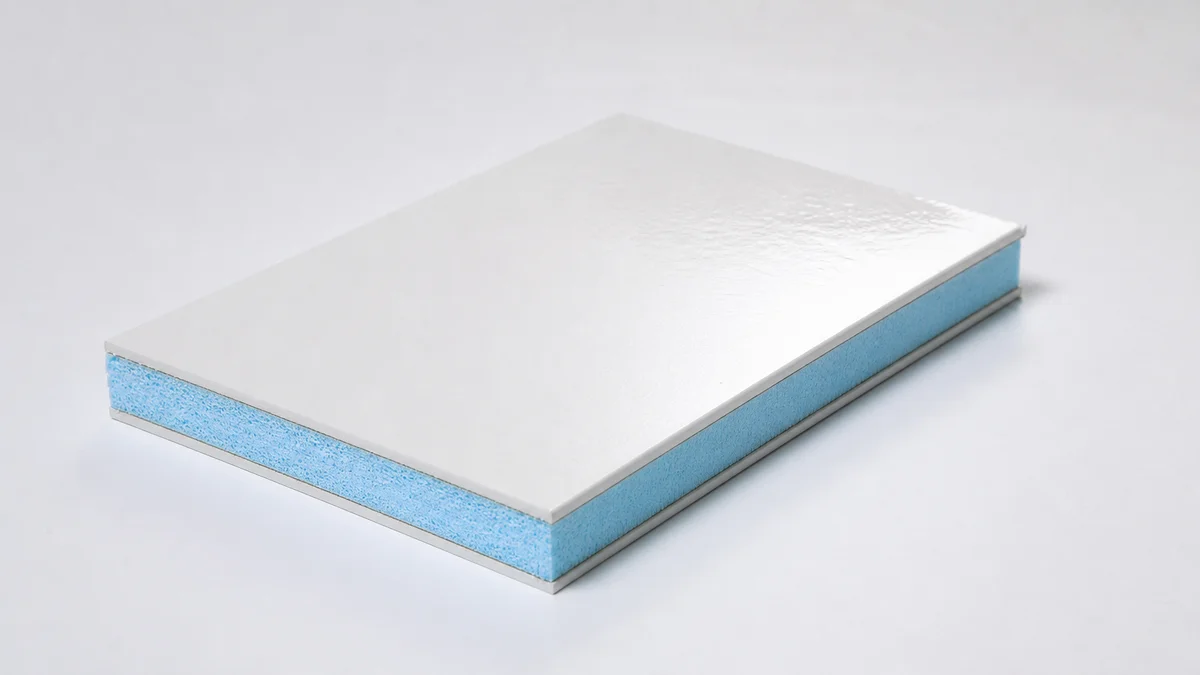
The hexagonal honeycomb geometry is the defining factor behind PP honeycomb panel performance. By trapping air within a structured matrix of polypropylene cell walls, the core achieves rigidity that far exceeds what solid PP sheet of equal weight can offer. The cell walls distribute compressive and shear loads across a wide surface area, preventing localized failure under point impacts.
A common misconception among buyers is that aluminum honeycomb is universally superior because of its higher absolute stiffness and fire classification. That assumption breaks down in large-volume, weight-sensitive applications like truck bodies or RV wall assemblies. In those contexts, PP honeycomb cores provide comparable shear performance at a measurably lower density, and they do so without the corrosion risk that aluminum faces when exposed to road salt or humid environments over extended service life.
Our engineering team has observed through repeated compression testing that high-density PP honeycomb cores, when composited with fiberglass sheet facings, absorb and disperse impact energy across the cell structure rather than fracturing at the point of contact. This characteristic is critical in protective packaging, vehicle paneling, and any application where shock loading is expected. The material yields slightly under extreme force and recovers, whereas aluminum cores deform permanently under the same conditions.
Moisture and Chemical Resistance
Polypropylene is a closed-cell, semi-crystalline thermoplastic with a water absorption rate near zero. Unlike paper-based honeycomb cores or certain open-cell foams, PP honeycomb does not swell, warp, or support microbial growth when exposed to standing water or high-humidity environments. This property alone makes it a more reliable core choice for marine, refrigerated transport, and outdoor enclosure applications.
On the chemical front, PP resists a broad range of industrial solvents, acids, and alkalis. Panels used in chemical processing enclosures or agricultural equipment housings maintain structural integrity where metal cores would corrode and where PVC foams might plasticize or degrade. The specific resistance profile depends on the PP grade and any additives used during extrusion, so chemical compatibility should always be verified against the exact exposure conditions of the end application.
There is an important caveat regarding outdoor UV exposure. Untreated polypropylene degrades slowly under ultraviolet radiation, becoming brittle over time. For panels intended for prolonged outdoor service, UV-stabilizing additives, such as carbon black masterbatch, must be compounded into the raw material before extrusion. This is a specification detail that procurement teams frequently overlook until premature panel failure forces a costly replacement cycle.
Thermal and Acoustic Insulation
The honeycomb core functions as a natural thermal break because the vast majority of its volume is trapped, stagnant air, which is a poor conductor of heat. PP honeycomb panels deliver measurable thermal insulation performance without requiring additional insulating layers, though they are not a standalone substitute for purpose-built insulation materials like PU or XPS foam cores in applications demanding high R-values.
Acoustic dampening works through a similar mechanism. Sound waves entering the honeycomb structure reflect and scatter across the irregular geometry of the cell walls, converting acoustic energy into negligible amounts of heat through friction. This makes PP honeycomb panels effective at reducing transmitted noise in vehicle interiors, partition walls, and equipment enclosures. However, acoustic performance varies with cell size, core thickness, and facing material, so specific sound transmission class ratings should be confirmed through testing rather than assumed from generic data sheets.
In our experience supplying panels for refrigerated truck bodies and mobile enclosures, the combination of thermal resistance, moisture impermeability, and structural strength in a single PP honeycomb panel often eliminates the need for a separate vapor barrier or insulation layer, which simplifies the assembly process and reduces both material and labor costs.

How to Prepare PP Honeycomb Panels
Proper preparation dictates whether a PP honeycomb panel bonds reliably or delaminates under load. Skipping surface treatment is the single most common cause of field failure.
Surface Cleaning and Preparation
Polypropylene has a naturally low surface energy, which makes it one of the most difficult thermoplastics to bond. Adhesives, resins, and composite skins struggle to wet out the surface, leading to weak interfacial joints. Before any fabrication begins, the panel must be free of manufacturing residues, dust, and release agents that further inhibit adhesion.
Start by wiping the panel with a clean, lint-free cloth and a degreasing solvent such as isopropyl alcohol. Avoid petroleum-based cleaners, as they can leave a film that interferes with bonding. Work in the direction of the panel length to ensure even coverage and prevent residue buildup in the honeycomb cell edges.
Once the surface is clean, assess whether a secondary surface treatment is required for your specific bonding process. For structural applications involving fiberglass or aluminum skins, the PP core typically requires either mechanical abrasion, corona treatment, or flame treatment to raise the surface energy to a bondable level. In our production facility, we often specify a non-woven fabric scouring layer on the PP honeycomb core during manufacturing specifically to enlarge the bonding surface area for composite skins. This step is critical—if you are working with bare PP honeycomb without this bonding layer, you must treat the surface before lamination.
After any surface treatment, handle the panels by the edges only. Oils from skin contact can re-contaminate the activated surface within minutes. Proceed to bonding as quickly as possible, ideally within the treatment’s open-window period.
Measuring and Marking
Accurate measurement on a honeycomb structure requires attention to the core geometry. The hexagonal cell pattern can visually distort straight lines, so always use a rigid straightedge when marking cuts or fastener positions. Flexible tape measures draped across the panel surface can follow subtle warps, introducing errors that compound over long spans.
For marking, use a fine-tip permanent marker or a scribing tool. Avoid wax-based markers or chalk lines, as these leave residues that interfere with adhesive bonds in the marked area. If you must use a chalk line for large panels, snap the line on a protective masking tape strip and remove it before bonding.
- Reference edge: Always measure from one factory-finished edge rather than from multiple sides, to prevent cumulative tolerance errors.
- Cell alignment check: Verify that cut lines intersect the honeycomb cells at the intended angles, particularly when edge-filling or inserting closure strips.
- Double-check critical dimensions: Panels destined for RV walls or truck bodies often have cutout tolerances of ±1mm; re-measure before committing to any cut.
Selecting the Right Tools
Tool selection for PP honeycomb preparation differs from metal or solid composite panels. The thermoplastic core softens under friction heat, so tools must be sharp and run at appropriate speeds to prevent melting or gumming at the cut edge.
For marking and layout, you will need a precision straightedge (at least 1000mm for standard sheet sizes), a fine-tip marker, masking tape, and a digital caliper for verifying thickness at multiple points across the panel. For surface treatment, keep scuff pads (medium grit, 80–120), a heat gun for flame treatment verification, and clean solvent application bottles on hand.
One common mistake is using woodworking tools with aggressive tooth geometries on PP honeycomb. The material requires fine-tooth blades with minimal rake angle. When our engineers prepare panels for custom lamination runs, they consistently find that dull or coarse tools create burrs and melted edges that must be re-trimmed, wasting both time and material. Invest in sharp, thermoplastic-rated consumables from the start.
Finally, organize your workspace before beginning. PP panels are lightweight and easily displaced by airflow or accidental contact. Use padded work supports that will not scratch the panel facing, and ensure the panel lies flat to prevent internal cell distortion during measurement and marking.

Cutting and Shaping Techniques
Unlike aluminum honeycomb, which requires specialized bonding films and tedious edge closing, thermoplastic PP honeycomb cores can be cut with standard CNC tooling and thermoformed without any adhesive at all.
CNC Routing and Sawing
One of the most persistent misconceptions in composite fabrication is that all honeycomb cores demand slow, specialized cutting processes borrowed from aerospace aluminum production. Polypropylene honeycomb behaves nothing like metal. It is a thermoplastic structure that machines more like dense polymer or hardwood, meaning standard woodworking and plastics tooling handles it without exotic equipment.
For straight cuts, a panel saw with a fine-tooth blade (60 to 80 teeth) running at moderate feed rates produces clean edges without melting or fraying the cell walls. CNC routing is the preferred method when panels require notches, fastener holes, or complex profiles. A two-flute upcut spiral bit at spindle speeds between 12,000 and 18,000 RPM gives the best chip clearance on PP honeycomb. Downcut bits can press melted material back into the cut, so they are generally avoided for thicker cores.
Before cutting, inspect each panel for any shipping damage or core collapse. Mark these areas and plan your cuts to work around them. Organizing multiple sheets by size and intended use before starting the CNC program significantly reduces setup time and material waste. In our production facility, we consistently find that operators new to PP honeycomb underestimate how fast it machines—feed rates can be two to three times higher than what aluminum honeycomb allows.
Cold and Hot Forming Methods
PP honeycomb accepts both cold bending and hot thermoforming, which is a distinct advantage over thermoset cores. Cold forming works for gradual curves with large radii. The panel will spring back slightly, so tooling must account for material memory. For tighter radii or complex compound curves, heat forming is the correct approach.
When heated to approximately 130 to 150 degrees Celsius, the polypropylene cell walls become pliable enough to conform to molds without rupturing. The critical parameter is uniform heat distribution. Inconsistent heating causes uneven forming and localized thinning of the cell walls. Once the panel takes the mold shape, it must be held in position while cooling below 80 degrees to lock the geometry in place.
This is where PP honeycomb fundamentally outperforms aluminum honeycomb in processing efficiency. Aluminum cores require adhesive films, vacuum bags, and lengthy cure cycles in ovens or autoclaves to bond to composite skins. Thermoplastic PP cores can be fusion-bonded directly to thermoplastic face sheets—such as CFRT or thermoplastic fiberglass sheets—using only heat and pressure. No glue, no bonding film, no waiting for resin to cure. Our engineering team regularly helps clients configure this continuous thermoforming process for truck body and RV wall production, where cycle time directly controls output capacity.
Edge Finishing and Sealing
After any cutting operation, inspect all edges for roughness or partially exposed honeycomb cells. Use fine-grit sandpaper—typically 120 to 220 grit—to smooth ragged areas, always working in a single direction to avoid tearing the thin PP cell walls. This step is not purely cosmetic. Rough edges create stress concentration points and expose the interior structure to moisture ingress in humid or marine environments.
For panels that will have exposed edges in the final assembly, edge banding or decorative trim provides both protection and a finished appearance. When the honeycomb core remains visible at the edge, apply a compatible edge sealer or filler to encapsulate the open cells. Polyurethane-based sealants bond well to PP after proper surface preparation, preventing water and contaminants from migrating into the core over the panel’s service life.
Joint design also affects edge treatment decisions. When assembling multiple PP honeycomb panels, specialized connectors or mechanical brackets designed for sandwich structures distribute loads more reliably than simple adhesive butt joints. For load-bearing applications in truck bodies or mobile homes, closing the edges with a rigid frame or embedding wooden or metal inserts into routed channels provides far superior pull-out resistance than attempting to fasten directly into the honeycomb core alone.

Best Practices for Bonding and Lamination
Polypropylene’s low surface energy makes it one of the most difficult core materials to bond reliably—adhesive selection and surface activation are not optional steps, they are the deciding factor between a panel that lasts and one that delaminates under thermal stress.
Choosing the Right Adhesives
Not all adhesives work with PP honeycomb cores. Polypropylene is a non-polar, low-surface-energy thermoplastic, which means most standard structural adhesives physically cannot wet the surface enough to form a mechanical or chemical bond. Selecting the wrong adhesive here does not reduce performance slightly—it causes catastrophic delamination when the panel faces thermal cycling or sustained shear loads.
For bonding PP honeycomb to fiberglass (GRP/FRP) or aluminum skins, the industry relies on a narrow group of proven adhesive families. Each has distinct processing requirements that directly affect production speed and unit cost.
- Polyurethane (PU) Adhesives: Offer excellent flexibility and impact resistance, making them well-suited for RV walls and truck body panels where vibration is constant. They require moisture to cure, so ambient humidity control during lamination is critical.
- Epoxy-Based Systems: Provide the highest shear strength and temperature resistance, but are rigid. Best for structural building panels and industrial equipment enclosures where deflection must be minimized.
- Modified Acrylics: Cure fast and tolerate surface contamination better than epoxies, but offer lower ultimate strength. A practical middle ground for high-volume production lines.
- Film Adhesives: Thin, uniform sheets of cured resin applied under heat and pressure. Our engineering team uses these on the advanced composite panel production line when bonding aluminum skins to PP honeycomb, because the controlled thickness eliminates the void risks that liquid adhesives can create across large panel areas.
Avoid standard cyanoacrylates and untreated contact cements. They may hold during initial assembly but degrade rapidly under UV exposure or temperatures above 60°C. In our experience testing panels returned for warranty analysis, cheap adhesive substitution is the single most common root cause of field failure in PP honeycomb sandwich structures.
Surface Energy Management
PP honeycomb has a surface energy of roughly 30–31 dynes/cm, far below the 38–42 dynes/cm threshold most structural adhesives need to wet and bond properly. This is the core technical challenge, and it cannot be solved by simply applying more adhesive or increasing clamp pressure. The surface itself must be activated before any bonding step begins.
Surface energy management breaks down into two phases: treating the PP core, and preparing the facing material. Both must be addressed. A perfectly activated PP core bonded to a contaminated aluminum sheet will still fail at the skin interface.
For the PP honeycomb core, there are three production-viable treatment methods:
- Corona Treatment: A high-voltage electrical discharge oxidizes the PP surface, raising surface energy to above 42 dynes/cm. Effective, fast, and compatible with continuous production lines. The treatment decays over time, so bonding should occur within hours of treatment.
- Flame Treatment: A carefully controlled open flame briefly passes over the PP surface, creating micro-roughness and oxidation simultaneously. Common in smaller shops or for batch processing. Requires skilled operators—inconsistent flame distance or dwell time creates uneven activation.
- Mechanical Abrasion: Light sanding or grit blasting physically roughens the cell walls, giving adhesive more mechanical interlock. Often combined with chemical primers. It is the slowest method but the most durable—mechanically abraded surfaces do not “decay” like corona-treated ones.
We apply controlled surface treatments as a standard step in our panel production because relying on adhesive alone to compensate for untreated PP is a bet you will lose on every large-format panel. For manufacturers purchasing PP honeycomb cores for in-house lamination, verify with your supplier whether the core ships pre-treated or raw—this single detail determines whether you need to add a surface activation step to your production flow.
On the skin side, aluminum facings require degreasing and typically a chromate or non-chromate conversion coating to achieve reliable adhesive bonds. Fiberglass (GRP/FRP) skins must be free of mold release agents—the most common contaminant that causes skin-side delamination in fiberglass-faced PP honeycomb panels.
Laminating with Fiberglass or Aluminum Skins
The lamination process for PP honeycomb sandwich panels differs depending on whether the facing material is thermoset (fiberglass/GRP), thermoplastic (CFRT), or metallic (aluminum, steel). Each material category demands different temperature, pressure, and curing parameters. Getting these parameters wrong does not just weaken the bond—it can crush the honeycomb cells entirely, destroying the core’s structural integrity.
When laminating fiberglass skins to PP honeycomb, the most common production method is wet layup or vacuum bagging with liquid PU or epoxy adhesives. The facing sheets are laid over the adhesive-coated core, vacuum pressure is applied to ensure uniform contact across the entire panel surface, and the assembly cures under controlled ambient conditions. Consistent vacuum pressure is essential. Void pockets under the fiberglass skin are invisible after cure but become crack initiation points under flexural loading.
For aluminum skin lamination, the process shifts to flat pressing with film adhesives. Aluminum facings are rigid, so vacuum bagging offers no advantage. Instead, the aluminum sheet, adhesive film, and PP honeycomb core are stacked and run through a heated platen press. Temperature, pressure, and dwell time must match the adhesive film manufacturer’s specifications exactly. Our technicians monitor these parameters across every production run on the 1,700-square-meter daily output line, because even small deviations in press temperature across the platen surface cause inconsistent cure depth.
One distinct advantage of PP honeycomb cores over aluminum honeycomb cores is thermoformability. PP is a thermoplastic, meaning it can be heated and formed into curved shapes alongside compatible thermoplastic skins like CFRT sheets. Under the right combination of heat and pressure, the PP core and thermoplastic facing can partially fuse at the interface without any separate adhesive layer at all. This is not possible with aluminum honeycomb, which requires adhesive bonding in every configuration.
Environmental control during lamination matters more than most manufacturers expect. Adhesive viscosity changes with ambient temperature. Cure speed shifts with humidity. Panel dimensions move with thermal expansion. A lamination shop running at 15°C in January produces panels with different bond characteristics than the same shop at 32°C in July. This is why our production facility maintains controlled conditions and logs environmental data against batch numbers—traceability that becomes critical when panels fail inspection at the customer’s facility and root cause analysis is required.
Industry-Specific Installation Guidelines
PP honeycomb panels behave differently than aluminum or solid-sheet composites under mechanical fasteners. Incorrect torque or point-loading will crush the thermoplastic core before the installer realizes it.
Automotive Interior Mounting
Automotive interior panels—door modules, trunk liners, load floors, and headliners—demand tight tolerances and vibration resistance. PP honeycomb panels excel here because the thermoplastic core absorbs minor impact and dampens road noise better than rigid aluminum honeycomb. However, the fastening strategy must account for the core’s compressive yield limit.
Blind rivets and self-tapping screws are the industry standard for interior mounting. The critical factor is load distribution. A standard rivet head concentrates force on a tiny footprint, which can dimple or fracture the face sheet into the honeycomb cells. Installers should use wide-flange rivets or back the fastener with a washer that spans at least two honeycomb cells. In our production testing at Rax Panel, we found that a flange diameter of 12 mm or larger reduces localized core compression by roughly 40% compared to standard 6 mm rivet heads on panels with 0.5 mm GRP skins.
- Clip and bracket mounting: For panels that require periodic removal (access panels, battery covers), use quarter-turn fasteners with a backing plate. Never rely on the honeycomb core alone to hold thread engagement.
- Adhesive-assisted mechanical bonds: In high-vibration zones, combine a thin bead of polyurethane adhesive with mechanical clips. The adhesive handles shear loads; the clips prevent peel failure during sudden impacts.
- Edge capture: Where panels slot into extruded aluminum frames, allow 1–2 mm of thermal expansion clearance per meter of panel length. PP has a higher coefficient of thermal expansion than aluminum skins, and binding the edges tight causes bowing in hot cabin environments.
Pneumatic staplers are sometimes used for temporary positioning during assembly on non-structural interior panels. Staples should be driven into the edge grain of the honeycomb, not perpendicular to the face sheets, to avoid core crushing.
RV and Caravan Furniture Assembly
RV and caravan construction uses PP honeycomb panels for walls, roofing, flooring, and interior furniture. The primary installation challenge in this sector is joining panels to lightweight aluminum or timber framing without adding excessive weight through heavy brackets and hardware.
The most reliable method for RV furniture assembly is a combination of structural adhesive bonding at the frame interface and concealed mechanical fasteners at stress concentrations. Cabinet bases, bed platforms, and slide-out structures experience dynamic loads during transit. Adhesive alone may creep over thousands of road miles, while mechanical fasteners alone risk core damage under cyclic stress.
- Wall-to-floor junction: Use an interleaving aluminum or composite C-channel as a break member. Bond the panel into the channel with a flexible MS-polymer sealant, then bolt the channel to the chassis frame. This isolates road vibration from the panel faces.
- Furniture panel joints: Confirmat screws or specialized sandwich-panel screws with deep threads work well for joining furniture panels at 90-degree angles. Pre-drill clearance holes to prevent core rotation during insertion.
- Hinge and slider attachment: Any moving hardware (drawer slides, door hinges) must be mounted through the full panel thickness with through-bolts and wide washers on both sides. Machine threads tapped directly into PP honeycomb cores will strip under repeated opening and closing cycles.
In RV installations specifically, our engineering team at Rax Panel recommends sealing every mechanical penetration with a compatible elastomeric sealant. Vibration and humidity cycling create micro-gaps around fastener shanks over time, which becomes a pathway for moisture intrusion into the honeycomb cells.
Building Partition Wall Framing
PP honeycomb partition walls in commercial and modular construction offer faster installation than conventional stud-and-drywall systems because panels can span floor-to-ceiling in a single sheet. The framing approach, however, must respect the panel’s shear behavior under wind load, seismic activity, and accidental impact in occupied spaces.
Top and bottom track systems are the standard mounting method. Panels slide into horizontal aluminum tracks fixed to the concrete slab and ceiling structure. The track depth should capture at least 25 mm of the panel edge. For partitions above 2.8 meters, mid-height horizontal bracing is necessary to prevent panel buckling under lateral loads—this is a detail that many installers omit to save time, and it accounts for most post-occupancy callback issues.
- Panel-to-panel vertical joints: Use an H-channel or tongue-and-groove edge treatment. H-channels should be bonded to one panel and left to float on the adjacent panel to allow differential movement. Fixing both sides rigidly creates stress risers at the joint line.
- Corner transitions: Internal and external corners require dedicated corner posts that mechanically clamp the panel edges. Do not simply butt panels at 90 degrees and fill the gap—this joint will open under repeated building sway.
- Point loads from fixtures: Shelving, TV mounts, and heavy signage require localized reinforcement. Bond a plywood or solid composite insert block into the honeycomb core at those specific locations during manufacturing, before site delivery. Retrofitting reinforcement after panel installation is difficult and often compromises the partition’s fire or moisture rating.
One often-overlooked detail: PP honeycomb panels in partition applications transmit sound differently than gypsum board. The lightweight core provides excellent mid-to-high frequency absorption but offers less mass for low-frequency blocking. Installers working on projects with specific STC (Sound Transmission Class) requirements should verify acoustic performance data with the panel manufacturer before finalizing the framing layout.
| Industry | Panel Type | Installation Focus | Key Considerations |
|---|---|---|---|
| RV & Mobile Homes | PP Honeycomb, Foam Core Panels | Wall, roofing, flooring assembly | Ensure proper surface treatment for bonding; use UV-resistant additives for exterior panels; verify waterproof sealing at joints |
| Refrigerated Trucks | GRP/FRP Foam Core Sandwich Panels | Thermal insulation and sealing | Maintain continuous thermal break; use compatible adhesives for FRP skins; verify airtight seams to prevent thermal leakage |
| Marine & Vessels | Fiberglass Honeycomb, PVC Foam Core | Waterproofing and structural integrity | Apply gelcoat FRP sheets for waterproof barrier; use marine-grade adhesives; ensure corrosion-resistant fittings |
| Building & Construction | Aluminum Sandwich, Rockwool, HPL Panels | Exterior wall cladding and formwork | Follow fire-rating requirements; allow thermal expansion gaps; ensure load-bearing connections meet structural standards |
| Industrial Equipment | CFRT, HDPE, Stainless Steel Panels | Equipment enclosures and partitions | Verify chemical compatibility; use mechanical fastening for heavy-load areas; ensure proper ventilation design |
| Sports & Recreation | PP Honeycomb, Fiberglass Panels | Lightweight structural components | Prioritize impact resistance; use non-slip surface treatments where needed; verify dynamic load capacity |
| Public Transit & Aviation | Aramid Honeycomb, PMI Foam Core | Interior panels and structural parts | Meet strict fire and smoke toxicity standards; minimize weight while maintaining stiffness; use certified aviation-grade adhesives |
| General Fabrication | All Composite Panel Types | Cutting, bonding, and finishing | Wear PPE when cutting; apply corona or flame treatment to PP surfaces before bonding; store panels flat in dry conditions |
Routine Maintenance and Inspection
PP honeycomb panels demand far less upkeep than aluminum or steel equivalents, but skipping routine inspections — particularly in UV-exposed or high-load deployments — silently degrades structural margins over time.
Cleaning Procedures and Schedules
Polypropylene is inherently resistant to most chemicals, solvents, and corrosive substances, which makes routine cleaning straightforward. In typical RV or truck body applications, a quarterly wash cycle is sufficient. Marine environments with salt spray exposure demand monthly rinsing to prevent salt crystal accumulation in the honeycomb cell openings at exposed edges.
- Standard cleaning: Mild detergent with soft-bristle brushes. Avoid abrasive pads that score the skin surface.
- Solvent spot cleaning: Isopropyl alcohol for adhesive residue or grease. PP resists degradation from most common solvents.
- Edge and joint flushing: Low-pressure water or compressed air to clear debris from panel perimeters where moisture could pool.
- Frequency baseline: Quarterly for interior partitions, monthly for exterior curtain walls, bimonthly for enclosed cargo applications.
One common mistake is using high-pressure washers directly at panel seams. The water jet can force moisture into the core through micro-gaps in edge sealing. Keep pressure below 1,500 PSI and maintain a minimum 30cm distance from joint lines.
Inspecting for Wear or Damage
Inspection protocols should target three failure modes specific to PP honeycomb structures: UV surface degradation, impact cratering, and skin-to-core delamination. A semi-annual visual and tactile inspection catches problems before they propagate.
UV degradation is the silent killer for polypropylene in outdoor applications. Without carbon black UV inhibitors blended into the resin during extrusion, PP becomes brittle under prolonged sun exposure. Inspect for surface chalking, hairline cracking, or color fading — these indicate the polymer matrix is breaking down. Panels manufactured with proper UV-stabilized compounds show negligible change even after years of exterior exposure. Our production line uses stabilized PP grades specifically for this reason, but if you are sourcing from multiple suppliers, verify the UV additive package is present.
- Surface cracks or crazing: Indicates UV breakdown or fatigue cycling. Probe suspicious areas with a coin-tap test — a dull thud versus a sharp ring reveals delamination underneath.
- Impact dents: The honeycomb core absorbs and disperses impact energy effectively, but localized crushing reduces compressive strength. Measure dent depth; anything exceeding 2mm warrants panel replacement in structural roles.
- Edge separation: Check where facing sheets meet the core at exposed edges. Flaking or gaps mean the bond has been compromised by moisture ingress or thermal cycling.
- Fastener zones: Inspect around bolt holes and mounting points for stress cracking radiating outward from the hole.
Document each inspection with photographs and location markers. Tracking degradation patterns over successive inspections reveals whether the root cause is environmental exposure, load stress, or installation error.
Preventing Heavy Load Deformation
The honeycomb structure excels at load distribution, but this capability has limits dictated by core density, cell size, and panel thickness. Panel thickness is the most critical indicator here. Many suppliers quote a “15mm thickness” figure that only refers to the honeycomb core height, deliberately omitting the facing sheet gauge. This distinction directly determines impact resistance and load-bearing capacity.
- Interior partitions and ceilings: 0.5mm to 0.8mm facing thickness handles distributed loads adequately.
- Exterior curtain walls and highway barriers: Facing thickness needs to reach 1.0mm to 1.5mm to resist wind loads and impact without permanent deflection.
- Flooring and cargo decks: Both facing thickness and core density must be upgraded. Point loads from equipment casters concentrate force into a small footprint.
A persistent misconception is that a thicker panel automatically outperforms a thinner one. A 10mm panel with high-density PP core and properly spec’d facing skins will outperform a 15mm panel with low-density core and thin facings. The engineering is in the combination, not a single dimension.
To prevent in-service deformation, distribute concentrated loads across a wider area using spreader plates or load-distributing subframes. Never allow heavy equipment to rest directly on unsupported panel spans. For truck body and container flooring applications where point loads are unavoidable, specify panels with reinforced facing skins and densified core grades rated for the expected payload concentration. Our engineering team runs finite element analysis on custom floor layouts to verify deflection stays within acceptable limits before production begins — a step that eliminates costly field failures.

Safety Precautions During Panel Fabrication
Fabricating PP honeycomb panels generates fine particulates and, during thermal processing, releases polymer fumes. Proper safety protocols protect both workers and product integrity.
Personal Protective Equipment
Cutting, routing, and sanding polypropylene honeycomb structures produces airborne dust and fine particles. Unlike fiberglass-reinforced panels where the primary hazard is skin irritation from glass fibers, PP dust is a respiratory irritant that accumulates in the workspace over extended production runs. Standard PPE requirements for composite panel fabrication include safety glasses with side shields, cut-resistant gloves rated for handling sharp panel edges, and NIOSH-approved particulate respirators (N95 minimum) when operating cutting equipment.
Hearing protection is often overlooked in panel fabrication facilities. CNC routers and panel saws operating on composite materials consistently generate noise levels above 85 dB during prolonged shifts. In our production facility, we mandate dual protection—earplugs combined with earmuffs—for any personnel within the cutting zone during continuous manufacturing runs.
- Eye Protection: Safety glasses with side shields; face shields for overhead cutting operations
- Hand Protection: Cut-resistant gloves (ANSI A4 minimum) for handling raw panels; nitrile gloves for adhesive application
- Respiratory Protection: N95 particulate respirator for mechanical cutting; organic vapor cartridge respirator for thermal processing
- Hearing Protection: Earplugs rated NRR 25+ for intermittent exposure; dual protection for continuous CNC operations
- Body Protection: Long-sleeved work jackets; close-toed steel-cap boots for panel handling
Ventilation for Thermal Cutting
Thermal cutting methods—including hot wire cutting and thermoforming—heat polypropylene above its melting point (approximately 160–170°C). When PP approaches 300°C, it begins to decompose and release volatile organic compounds, including hydrocarbons and potential irritants. Adequate ventilation is not optional; it is a hard requirement for any facility performing thermal processing on thermoplastic honeycomb cores.
Local exhaust ventilation (LEV) systems should be positioned within 30 cm of the cutting or heating zone to capture fumes at the source before they disperse into the general workspace. General dilution ventilation rates should meet or exceed 6 air changes per hour in fabrication areas. Facilities processing large volumes—such as our daily output exceeding 1,700 square meters of composite panels—require engineered ventilation systems designed specifically for thermoplastic off-gassing, not standard HVAC recirculation.
A critical safety practice: never rely on smell as an indicator of hazardous fume concentration. Polypropylene begins emitting decomposition products at levels below human detection thresholds. Continuous air monitoring equipment should be installed in any enclosed space where thermal cutting occurs, with alarm triggers set to alert personnel before exposure limits are reached.
Safe Handling of Large Sheets
Composite panels fabricated with PP honeycomb cores are valued for their high strength-to-weight ratio, but large-format sheets present distinct handling hazards. A standard panel measuring 2,440 × 1,220 mm can weigh significantly less than an equivalent aluminum honeycomb panel, yet its large surface area creates awkward wind-load dynamics when moved outdoors or near loading dock openings. Two-person lifting minimums apply to any sheet exceeding 1.5 meters in any single dimension.
Panel edges—particularly freshly cut edges—can be deceptively sharp. FRP-skinned panels with fiberglass facing create laceration risks similar to standard glass fiber handling. Even bare PP honeycomb edges, while softer, can cause friction burns during rapid handling. Our shipping protocols require edge protection tape on all outgoing panels, but fabrication teams must assume edges are unprotected until verified.
- Lifting Mechanics: Use vacuum lifters or suction cup panels for sheets over 1.5 m; maintain centered grip to prevent panel flex and core crush
- Storage Positioning: Store panels vertically on A-frame racks, never flat stacked beyond 20 sheets without intermediate support
- Transport Pathways: Clear aisles to 1.5 m minimum width before moving large-format panels; secure loose panels on carts with straps
Teams working with panels at elevation—mounting wall partitions or installing RV roofing—must secure panels mechanically before releasing grip. A 2.4 m panel caught by wind gust at height becomes a significant projectile hazard. Temporary clamps or mechanical fasteners should be pre-positioned before full panel placement, regardless of how light the individual sheet feels in hand.
Conclusion
PP honeycomb panels earn their keep in moisture-heavy or chemically aggressive environments — truck floors, marine furniture, RV wall liners — where water exposure destroys foam cores within years. Aluminum honeycomb outperforms PP in fire-rated structural walls and ultra-high-load aerospace floors. Match the core to the actual failure mode your project faces, not the one someone pitched you at a trade show.
Our engineering team at Rax Panel has spent 15 years testing these exact failure scenarios across projects in over 50 countries. That track record matters when you’re specifying thickness for a 200-unit RV order or a partition wall contract with a five-year warranty on the line. Send us your load requirements and project specs — our team will run a free technical feasibility review and custom quote, zero obligation.
Frequently Asked Questions
What are the common applications of PP honeycomb panels?
They are widely used in aerospace, automotive, marine, logistics, and construction for applications like aircraft interiors, vehicle panels, boat decks, and lightweight wall partitions.
How do I use PP honeycomb panels effectively?
To use them effectively, collaborate with designers and engineers to ensure proper panel selection, adequate structural support, and the correct fastening methods.
Can PP honeycomb panels replace traditional building materials?
Yes, they are a prime choice to replace conventional PVC foam boards and wood in interior architectural decoration and building templates.
Are PP honeycomb panels suitable for the transportation industry?
Yes, their lightweight nature makes them ideal for automotive, aerospace, and logistics applications, where weight reduction improves fuel efficiency and payload capacity.