
Ask any plant manager at a truck body or RV factory what drives their material spec sheet, and they’ll point to one line item: weight per square meter. PP honeycomb panel uses now range from caravan flooring to refrigerated truck walls to marine bulkheads — all because the core delivers 70% weight reduction versus plywood with near-zero water absorption. Compressive strength lands between 0.5-2.5 MPa at 60-120 kg/m³ density. Those aren’t theoretical targets. Our production lines verify those numbers daily across 1,700 square meters of output.
This article maps polypropylene honeycomb applications by industry, stacks PP core against aluminum and foam in a direct comparison table, and details the skin-and-core configurations available for custom orders. We pull from 15 years of production data and export records across 50 countries — the concrete numbers a procurement team needs before signing off on a material change that affects the entire production schedule.
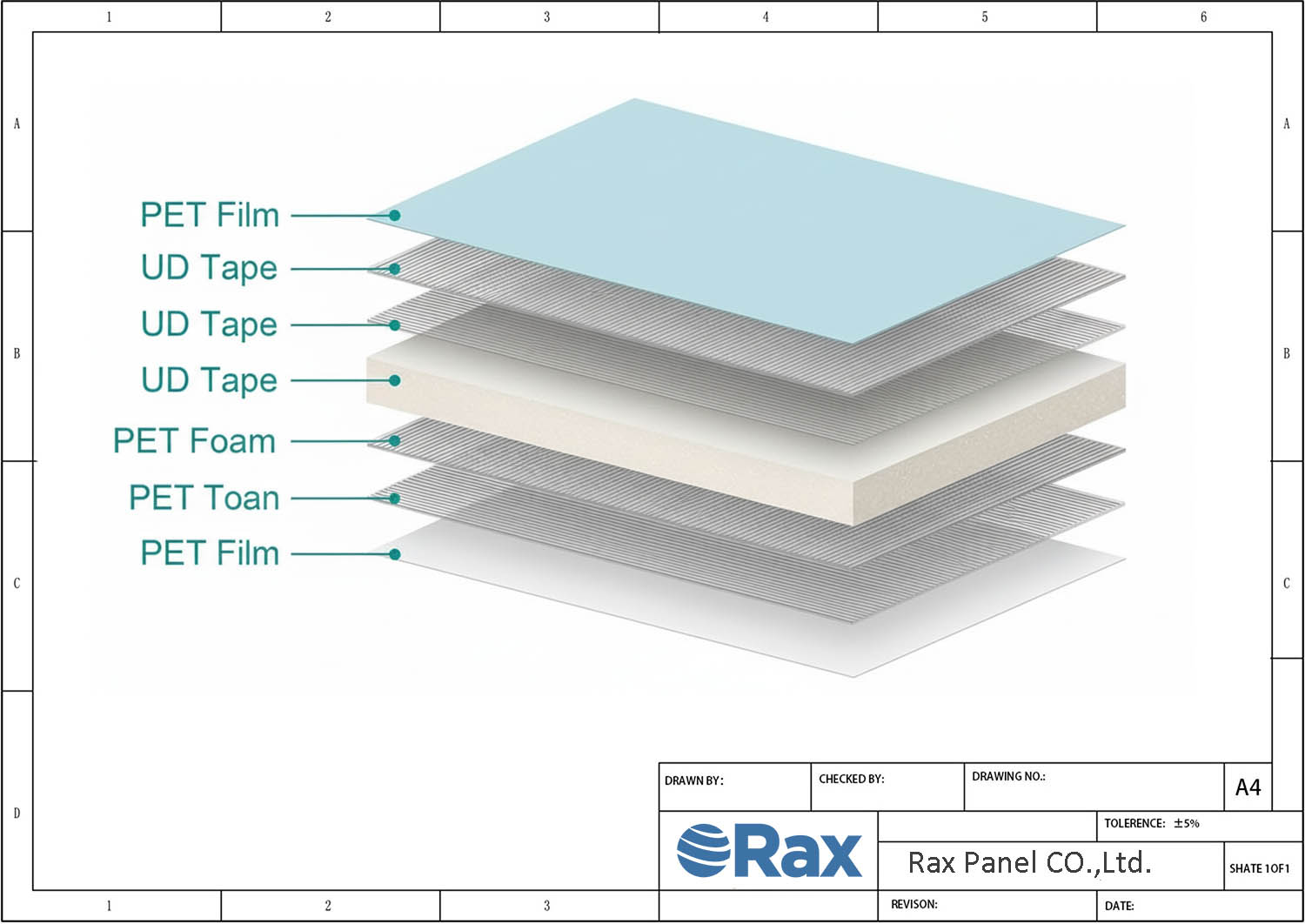
Table of Contents
What Is a PP Honeycomb Panel
A PP honeycomb panel is a thermoplastic sandwich composite where a polypropylene honeycomb core is bonded between two rigid facing skins, delivering a structure roughly 70% lighter than plywood while maintaining structural-grade compressive strength.
Polypropylene Honeycomb Core Structure and Cell Geometry
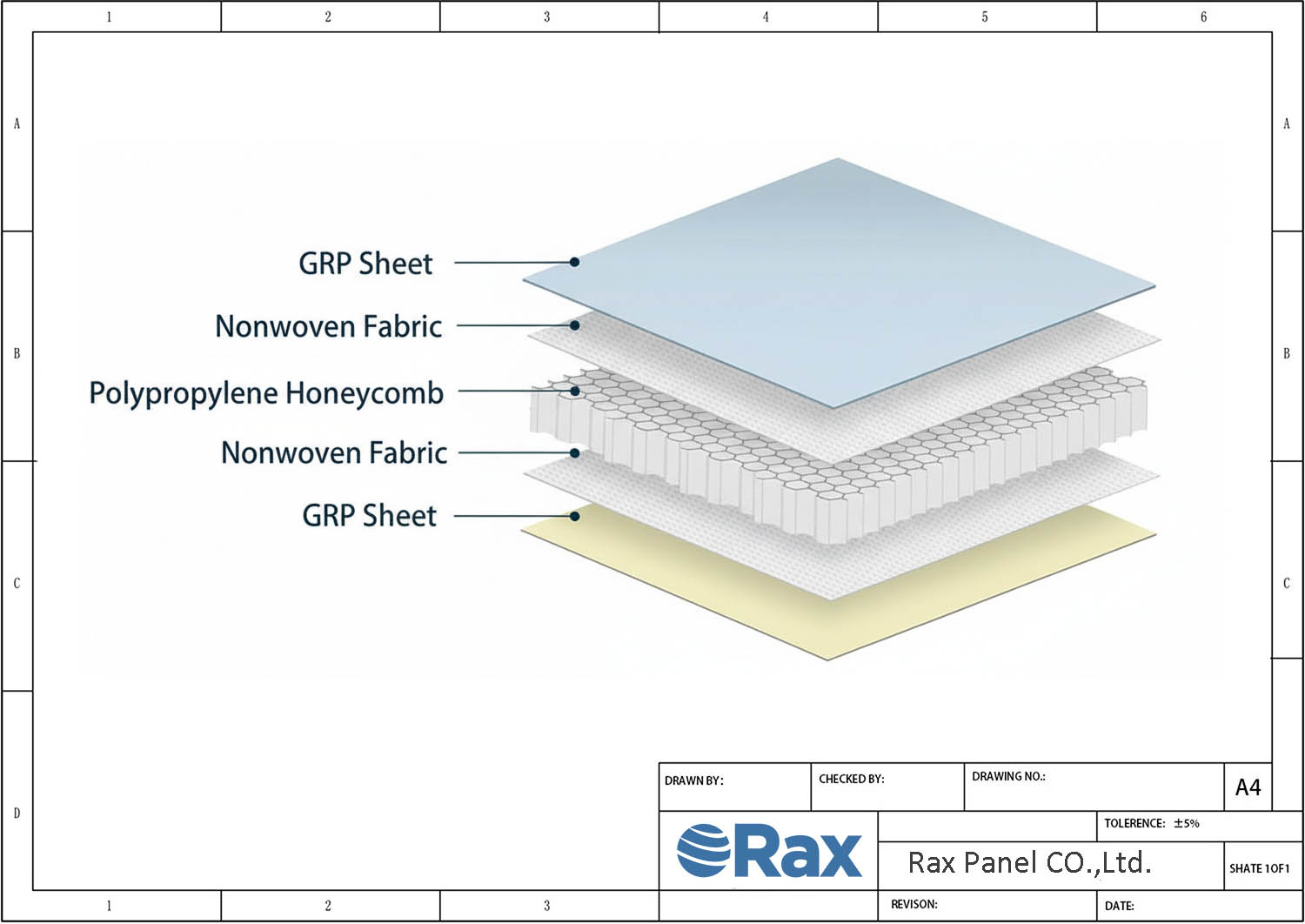
The core of a PP honeycomb panel is exactly what the name suggests: a grid of hexagonal cells formed from polypropylene, resembling a natural beehive structure. That geometry is not accidental. Hexagonal cells distribute compressive and shear loads uniformly across the panel surface, which is why honeycomb cores consistently outperform solid materials on a strength-per-kilogram basis.
At Rax Panel, we produce PP honeycomb cores with cell sizes ranging from 3mm to 12mm. Smaller cell sizes (3mm–4.5mm) yield higher density and greater compressive strength, making them suitable for flooring and load-bearing applications. Larger cells (8mm–12mm) reduce weight and material cost, which works well for wall partitions and non-structural paneling. Core thickness spans from 10mm up to 100mm+ depending on the stiffness and insulation requirements of the project.
- Cell sizes available: 3mm, 4.5mm, 6mm, 8mm, 10mm, 12mm
- Core thickness range: 10mm–100mm+
- Core density range: 60–120 kg/m³
- Compressive strength: 0.5–2.5 MPa depending on cell size and density
Our engineers select cell geometry based on the final application. An RV flooring panel, for example, typically calls for a 6mm–8mm cell with a denser core to handle point loads from furniture and foot traffic. A truck body wall panel might use a 10mm cell to shave every possible kilogram from the vehicle’s curb weight.
Pairing PP Honeycomb Core with Facing Materials
A honeycomb core alone is not a finished product. The structural performance of the panel depends heavily on the skins bonded to each side of the core. Rax Panel offers PP honeycomb cores paired with a range of facing materials, each selected based on the operating environment and mechanical demands of the application.
- FRP (Fiberglass Reinforced Plastic) skins: The most common pairing for vehicle and marine applications. FRP sheets with gelcoat provide a waterproof, smooth, and electrically insulating surface. When composited with a PP honeycomb core, the result is a panel that is both strong and light — ideal for RV walls, truck bodies, and vessel interiors.
- CFRT (Continuous Fiberglass Reinforced Thermoplastic) skins: A newer generation of facing material that is lighter and thinner than traditional FRP while maintaining high resilience. Because CFRT is itself thermoplastic, it bonds cleanly with PP honeycomb cores during thermal welding, eliminating the need for adhesives and reducing delamination risk.
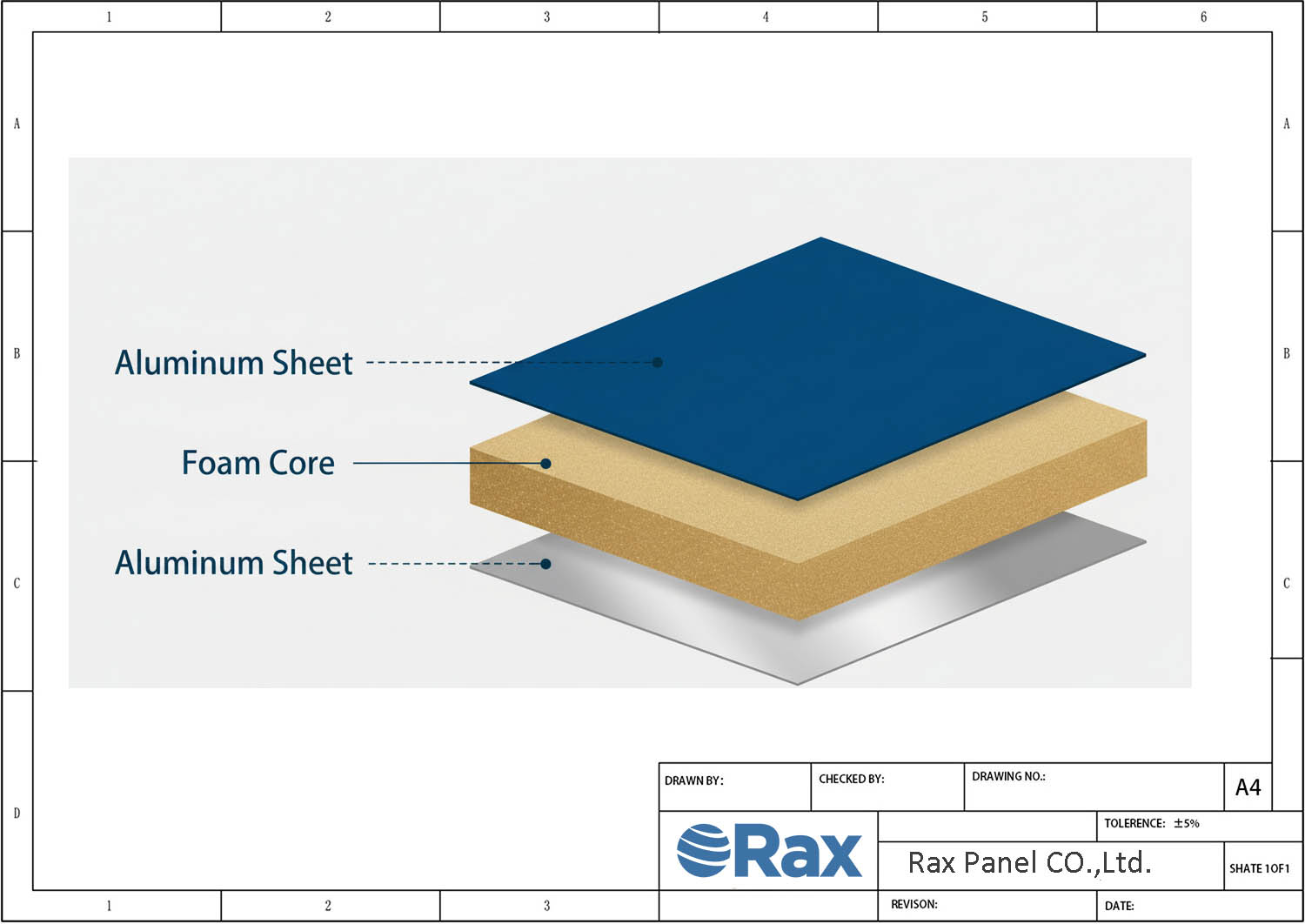
- Aluminum skins: Used when flatness, fire resistance, or a specific aesthetic finish is required. Aluminum-faced PP honeycomb panels are common in architectural cladding and transit vehicle interiors.
- Steel and stainless steel skins: Specified for industrial environments where impact resistance and hygiene are critical — food processing, clean rooms, and chemical handling areas.
Facing thickness ranges from 0.5mm to 3.0mm. Standard panel sizes include 1220×2440mm and 1200×2400mm, but custom dimensions are available for volume orders. The combination of core and skin is never chosen in isolation — our engineers evaluate the full load profile, environmental exposure, and fire rating requirements before recommending a specific build-up.
Thermoplastic Nature and Recyclability
Polypropylene is a thermoplastic polymer, meaning it can be heated, formed, cooled, and reheated without significant chemical degradation. This property has two practical consequences for B2B buyers.
First, manufacturing efficiency. PP honeycomb cores can be thermally welded to thermoplastic skins (like CFRT) without adhesives, which simplifies production and reduces the risk of bond-line failure over time. Our production line leverages this characteristic to maintain consistent panel quality across daily output exceeding 1,700 square meters.
Second, end-of-life recyclability. Unlike thermoset composites — which cannot be remelted once cured — PP-based sandwich panels can be ground and reprocessed into secondary plastic products. For vehicle manufacturers facing increasingly strict material recyclability mandates in Europe and North America, this is a measurable advantage. The material produces no VOCs during processing and contains no formaldehyde, which also simplifies regulatory compliance for interior applications.
For international distributors, recyclability is a selling point that resonates with environmentally conscious procurement policies without requiring premium pricing. It positions PP honeycomb panels as a forward-looking alternative to plywood and thermoset foam cores that currently dominate the market but face tightening disposal regulations.

Core Properties of PP Honeycomb Panels
PP honeycomb cores deliver a specific gravity of 0.06–0.12 g/cm³ with compressive strengths up to 2.5 MPa, offering vehicle manufacturers a 70% weight reduction over plywood without sacrificing structural load capacity.
Weight-to-Strength Ratio Data
The core advantage of polypropylene honeycomb lies in its density-to-performance profile. Our PP honeycomb cores range from 60 to 120 kg/m³ (0.06–0.12 g/cm³), placing the material at roughly one-twelfth the density of water and one-thirty-second that of solid aluminum. For vehicle manufacturers tracking every kilogram, this translates to measurable payload gains and fuel savings across a fleet’s operational lifetime.
Compressive strength runs from 0.5 to 2.5 MPa, depending on cell size and core density. We produce cell sizes from 3mm through 12mm, and the relationship is straightforward: smaller cells at higher density yield greater compressive and shear strength. A 6mm cell core at 80 kg/m³ handles RV wall and flooring structural loads with significant margin, while a 10mm or 12mm cell at lower density suits non-load-bearing partition panels where weight savings take priority.
Our engineers select the cell geometry and density combination based on the actual load data from your application, not generic assumptions. This is why we maintain such a wide range—no single configuration covers every use case from caravan flooring to truck body panels.
Moisture and Chemical Resistance
Polypropylene is a closed-cell thermoplastic, meaning it absorbs virtually zero water over its service life. Our PP honeycomb cores register near 0% water absorption by weight. Compare that to plywood cores, which typically absorb 8–15% moisture in humid or wet conditions, leading to swelling, delamination, and eventual structural failure.
This property alone makes PP honeycomb the superior choice for marine vessel interiors, refrigerated truck bodies, and any application exposed to condensation or direct water contact. The thermoplastic nature also provides inherent resistance to a broad range of chemicals, including salts, mild acids, and alkalis commonly encountered in transportation and industrial environments.
When we composite PP honeycomb with fiberglass-reinforced facings—particularly gelcoat-finished FRP sheets—the resulting sandwich panel achieves full waterproof performance on both the core and skin surfaces. This is a critical specification for buyers supplying marine or cold-chain logistics markets.
Fire and Thermal Performance
Unmodified polypropylene is a combustible thermoplastic, and we address this directly rather than overselling the material’s capabilities. For applications requiring fire compliance, we offer fire-retardant treatments on our PP honeycomb cores. Treated cores can achieve B1 or B2 fire classification depending on the formulation and facing combination used.
The honeycomb structure itself provides a degree of thermal insulation due to the air trapped within the cells, though PP honeycomb is not primarily a thermal insulation material. If thermal conductivity is your primary specification driver, foam core panels using PET, PU, or XPS cores deliver higher R-values per unit thickness. Where PP honeycomb excels is in applications where structural load capacity and weight reduction matter more than insulation performance—truck bodies, RV flooring, and cargo containers being prime examples.
Our approach is to match the core material to your actual project priorities. We provide fire-retardant PP honeycomb when regulations demand it, and we recommend alternative core materials when thermal performance or non-combustibility is the non-negotiable requirement. That honesty costs us occasional orders but keeps our defect rates below 0.5% and our return customers coming back.
PP Honeycomb Panel Uses by Industry
PP honeycomb panels dominate five major industries—recreational vehicles, freight transport, marine, commercial construction, and industrial equipment—where the convergence of weight reduction, moisture immunity, and structural stiffness dictates material selection.
RV and Motorhome Wall Panels
Recreational vehicle manufacturers face a constant tension between maximizing interior living space and staying within legal gross vehicle weight ratings. Traditional plywood-core sandwich panels absorb moisture over time, adding hidden weight and eventually delaminating at the edges. PP honeycomb core eliminates both problems. With a density range of 60 to 120 kg/m³, the core is approximately 70% lighter than plywood equivalents while maintaining a compressive strength of 0.5 to 2.5 MPa—more than sufficient for RV wall, roofing, and flooring structural loads.
The critical advantage for caravan and motorhome builders is near-zero water absorption. Polypropylene’s closed-cell thermoplastic structure prevents the moisture ingress that rots wood-based cores during humid storage or off-road exposure. Our production lines configure PP honeycomb panels with GRP or CFRT facing skins specifically for RV applications, supplying wall panels, flooring, furniture panels, and roofing components that integrate into standard assembly workflows without specialized tooling.
For distributors supplying the RV aftermarket, the weight savings translate directly to retailer appeal: end-users gain measurable improvements in fuel efficiency and payload capacity without sacrificing the structural rigidity required for road safety compliance.
Refrigerated and Dry Freight Truck Bodies
Truck body builders operate on razor-thin margins where every kilogram of panel weight reduces payload capacity and increases operational fuel costs. FRP-skinned PP honeycomb panels address both cost and performance simultaneously. Industry data shows that lightweight composite panels reduce vehicle fuel consumption by 5 to 15% over the operational lifetime of the truck, offsetting the material cost premium within 18 to 24 months for fleet operators.
For refrigerated truck bodies, the thermoplastic honeycomb core provides thermal insulation while maintaining structural flatness across large surface areas. Unlike metallic cores, PP honeycomb does not create thermal bridges that compromise temperature-controlled cargo environments. Rax Panel engineers work directly with truck manufacturers to specify the correct combination of core density, cell size (available from 3mm to 12mm), and facing thickness (0.5mm to 3.0mm) for both CKD refrigerated trucks and dry freight configurations.
Consistent panel thickness tolerance is non-negotiable for automated truck body assembly lines. Our advanced composite panel production line maintains strict dimensional control across a daily output exceeding 1,700 square meters, ensuring batch-to-batch consistency that prevents production line stoppages.
Marine Vessel Interiors
Marine environments punish materials relentlessly. Saltwater exposure, constant humidity cycling, and UV radiation degrade traditional core materials through corrosion, rot, or delamination. PP honeycomb panels survive these conditions because polypropylene is inherently resistant to water absorption, salt corrosion, and chemical exposure. While plywood cores can absorb 8 to 15% of their weight in moisture, PP honeycomb absorbs effectively zero percent—a distinction that prevents the progressive weight gain and structural weakening common in marine interiors.
Our vessel solutions include individually designed panels for bulkheads, cabin partitions, decking substrates, and furniture components. GRP facing with gelcoat provides the waterproof, smooth surface finish required for marine interiors, while the PP honeycomb core delivers the stiffness-to-weight ratio demanded by naval architects trying to keep vessels within displacement limits.
For marine equipment distributors, the sales argument is straightforward: PP honeycomb panels outlast wood-core alternatives in wet environments, reduce vessel weight for fuel savings, and require zero maintenance coatings to maintain structural integrity.
Commercial Building and Cladding
Commercial construction procurement teams evaluate panels on compliance, thermal performance, fire ratings, and aesthetic finish—not just cost per square meter. PP honeycomb panels configured with aluminum, steel, or ACP facing meet the structural requirements for exterior wall cladding, interior partitions, ceiling systems, and lightweight structural formwork.
The global honeycomb panel market continues to expand, driven by automotive lightweighting mandates and construction energy efficiency regulations that increasingly favor high-performance composite materials over traditional solid substrates. PP honeycomb panels contribute to building energy performance by providing thermal insulation without the thermal bridging inherent in metallic core systems.
Fire retardant options are available for applications requiring enhanced flame resistance. Rax Panel provides test data and certification documentation to support compliance reviews for commercial building projects across our export markets in Europe, North America, the Middle East, and Asia.
Industrial Equipment and Specialty Applications
Beyond the major vehicle and construction sectors, PP honeycomb panels serve niche industrial applications where specific performance attributes—chemical resistance, impact absorption, or extreme weight constraints—outweigh general-purpose material selection criteria.
- Agricultural equipment: Machinery panels requiring corrosion resistance against fertilizers, fuels, and organic acids benefit from polypropylene’s chemical inertness.
- Public transit interiors: Floor and wall panels in buses and rail cars where impact resistance, weight savings, and fire-rated options are mandatory for passenger safety compliance.
- Sports and recreation: Lightweight structural components for athletic equipment where energy absorption and stiffness-to-weight ratio drive material selection.
- Industrial shelving and racking: Load-bearing panel surfaces in warehousing environments where moisture resistance and long-term dimensional stability outperform MDF or particleboard alternatives.
Our engineering team conducts experimental testing for specialty applications, developing customized composite configurations that meet specific data standards. For international distributors, this means access to a manufacturer capable of producing non-standard panel configurations—mixed facing materials, non-standard thicknesses, and application-specific surface treatments—consolidated into single container shipments alongside standard catalog products.
PP Honeycomb vs Alternative Core Materials
PP honeycomb cores occupy the middle ground between cost-effective foams and high-performance aluminum honeycombs, delivering 70% weight savings over plywood at roughly one-third the density of aluminum cores.
PP Honeycomb vs Aluminum Honeycomb
Material selection between polypropylene and aluminum honeycomb cores often comes down to three factors: cost per square meter, weight budgets, and the operating environment. Our engineering team works with both core types daily across our production lines, and the trade-offs are clear.
- Cost: PP honeycomb cores are significantly more cost-effective to produce than aluminum equivalents. The thermoplastic extrusion process runs continuously at high throughput, whereas aluminum honeycomb requires expansion and bonding steps that drive up unit costs. For distributors managing tight project margins, PP cores typically deliver 30-50% material cost savings.
- Weight: PP honeycomb cores range from 60-120 kg/m³ in density. Aluminum honeycomb cores, while also lightweight, sit at approximately three times the density of equivalent PP cores. In vehicle applications where every kilogram affects payload calculations and fuel consumption, this difference compounds quickly across large surface areas like truck bodies and RV walls.
- Corrosion Resistance: PP honeycomb is inherently immune to corrosion, rot, and galvanic reactions. Aluminum honeycomb, while generally corrosion-resistant, can suffer from galvanic corrosion when paired with certain facing materials in saltwater or high-humidity environments. For marine vessel interiors and coastal installations, PP cores eliminate this risk entirely without additional surface treatments.
- Fire Performance: This is where aluminum cores hold an advantage. Aluminum honeycomb achieves non-combustible classifications, while standard PP honeycomb typically reaches B1/B2 fire retardancy levels. For applications with strict fire safety regulations, buyers must weigh this factor carefully against the cost and weight benefits of PP cores.
The bonding behavior also differs. PP honeycomb bonds well with FRP, CFRT, and thermoplastic facings through thermal welding and adhesive processes, creating consistent interfaces. Aluminum cores require specialized surface preparation and adhesive systems, adding processing steps and potential failure points at the skin-to-core interface.
PP Honeycomb vs Foam Core Panels
Foam cores—including PET, PU, PVC, and XPS varieties—represent the most common alternative to honeycomb structures in sandwich panel manufacturing. Both categories serve similar markets, but their mechanical performance profiles diverge in ways that directly affect structural design decisions.
- Compressive Strength: PP honeycomb cores deliver compressive strength values between 0.5-2.5 MPa depending on cell size and density configuration. Foam cores vary widely by type—PVC foam cores typically achieve 1.0-4.0 MPa, while XPS foam cores range from 0.2-0.7 MPa. PP honeycomb’s structured cell geometry provides consistent load distribution, whereas foam cores can exhibit variable compression behavior under sustained loads.
- Thermal Insulation: Foam cores generally outperform honeycomb structures in thermal insulation. Closed-cell foams trap gas within their structure, giving them lower thermal conductivity values. PP honeycomb’s open cell structure allows some air movement, making foam cores the better choice when thermal resistance is the primary specification requirement—particularly in refrigerated truck bodies and cold chain applications.
- Shear Performance: The honeycomb geometry of PP cores provides superior shear stiffness compared to foam cores at equivalent densities. This matters in structural applications like flooring and wall panels where shear loads from impacts and vibration are constant.
In practice, the choice often depends on which performance metric drives the application. For refrigerated truck bodies where R-value is critical, we recommend PET or PU foam core panels. For dry freight truck bodies and RV structural components where load-bearing capacity and impact resistance take priority, PP honeycomb cores paired with FRP facings deliver better long-term performance.
PP Honeycomb vs Plywood Core
Plywood remains widely used in vehicle manufacturing and construction, particularly in markets where traditional building methods persist. However, the performance gap between plywood and PP honeycomb cores has made conversion a clear trend among manufacturers focused on weight optimization and durability.
- Weight Savings: PP honeycomb cores deliver approximately 70% weight reduction compared to plywood equivalents at similar panel thicknesses. For a standard RV wall or flooring application, switching from plywood-cored panels to PP honeycomb with FRP skins can reduce total vehicle weight by hundreds of kilograms. Over the operational lifetime of the vehicle, this translates to measurable fuel savings—industry data suggests lightweight panels reduce vehicle fuel consumption by 5-15%, offsetting the material cost premium within 18-24 months.
- Moisture Resistance: PP honeycomb absorbs near 0% water due to polypropylene’s closed-cell thermoplastic nature. Plywood cores typically absorb 8-15% moisture by weight when exposed to humid or wet conditions. In marine environments, caravan flooring, and refrigerated truck bodies where condensation is constant, plywood cores eventually delaminate, swell, and rot. PP honeycomb cores do not degrade under these conditions.
- Dimensional Stability: Plywood expands and contracts with moisture content changes, creating tolerance issues on automated assembly lines. PP honeycomb maintains consistent thickness and flatness across production batches, which is critical for manufacturers running high-volume panel assembly operations with strict defect rate targets below 0.5%.
The total cost of ownership comparison favors PP honeycomb in most commercial vehicle and marine applications. While plywood carries a lower upfront material cost, the combination of weight penalties, moisture-related failures, and shorter service life makes it more expensive over a 5-10 year operational horizon. For distributors advising fleet operators on material selection, this lifecycle cost argument consistently resonates during procurement negotiations.
| Property | PP Honeycomb | Aluminum Honeycomb | Plywood Core | Foam Core (PET/XPS) |
|---|---|---|---|---|
| Density Range | 60–120 kg/m³ | 130–180 kg/m³ | 400–600 kg/m³ | 60–200 kg/m³ |
| Water Absorption | Near 0% | Near 0% | 8–15% | 1–3% |
| Compressive Strength | 0.5–2.5 MPa | 2.0–8.0 MPa | 3.0–10.0 MPa | 0.5–3.0 MPa |
| Weight vs Plywood | ~70% Lighter | ~50–60% Lighter | Baseline | ~60–80% Lighter |
| Fire Rating | B1/B2 (with FR additive) | A1 (Non-combustible) | C–D (with treatment) | B1–B2 |
| Impact Resistance | Excellent energy absorption | Moderate (can crush) | Low (cracks/splits) | Good |
| Recyclability | 100% recyclable | Recyclable | Limited | Limited |
| FRP Skin Bonding | Excellent (thermoplastic weld) | Requires adhesive primer | Good (adhesive bond) | Excellent |
| Thermal Insulation | Good | Poor (thermal bridge) | Moderate | Excellent |
| Cost per m² (Relative) | Moderate | High | Low | Moderate–High |

Customization Options for B2B Buyers
Rax Panel engineers configure PP honeycomb panels across six cell sizes, nine facing materials, and core thicknesses from 10mm to 100mm+, with trial orders available to validate specs before committing to full production runs.
Cell Size, Core Density, and Facing Material Combinations
Our engineering team configures each PP honeycomb panel based on three interdependent variables: cell geometry, core density, and the skin material bonded to each face. Selecting the wrong combination for a given load profile leads to either over-engineering (wasted margin) or under-performance (field failures). We address this by running application-specific testing before locking in production specs.
Cell size directly dictates compressive strength and weight. Smaller cells distribute load across more walls, yielding higher compressive values at the cost of slightly increased density. Our available cell sizes include the following configurations:
- 3mm and 4.5mm cells: High compressive strength applications such as caravan flooring and truck body structural panels where point loads from cargo or foot traffic are concentrated.
- 6mm and 8mm cells: The most commonly specified range for RV walls, marine interiors, and furniture panels, balancing stiffness with weight targets around 60-80 kg/m³ core density.
- 10mm and 12mm cells: Used where weight reduction takes priority over concentrated load capacity, such as ceiling panels, non-structural cladding, and packaging applications.
Core density spans 60 to 120 kg/m³, with the lower end suited for weight-sensitive vehicle builds and the upper end reserved for high-impact or heavy-load scenarios. On the facing side, we bond PP honeycomb core to GRP sheets (with or without gelcoat), CFRT sheets, aluminum, stainless steel, aluzinc, ACP, PVC, and plywood. For vehicle manufacturers, FRP-skinned PP honeycomb panels remain the most requested configuration because the gelcoat surface provides a waterproof, flat finish ready for lamination or adhesive bonding without secondary processing. Distributors serving multiple end markets often stock two or three facing variants to cover RV, truck, and marine requirements from a single shipment.
Panel Dimensions and Custom Cutting Tolerances
Standard panel sizes of 1220 × 2440mm and 1200 × 2400mm cover most RV and truck body dimensions, but custom lengths and widths are available for projects requiring oversized panels or specific cut-to-fit profiles. Core thickness ranges from 10mm up to 100mm and beyond, with facing thicknesses between 0.5mm and 3.0mm depending on the skin material selected.
For specialized vehicle manufacturers running automated assembly lines, dimensional consistency is non-negotiable. Our production lines maintain tight thickness tolerances across the full 1,700+ square meter daily output. We supply panels cut to customer-specified dimensions so they arrive ready for installation, eliminating on-site trimming and reducing material waste on the buyer’s end.
MOQ Considerations and Trial Order Availability
One of the most common concerns we hear from international distributors is the fear of committing to a full container load of a new panel configuration before validating market demand. Rax Panel addresses this by offering trial orders, allowing buyers to test a specific cell size, density, and facing combination in their actual application before scaling volume.
For established product lines such as standard FRP-skinned PP honeycomb panels in common cell sizes, MOQs are straightforward and typically align with half-container quantities. Fully custom configurations, including non-standard facings or specialized fire-retardant treatments, may require higher minimums due to raw material procurement lead times. Our sales team provides detailed MOQ breakdowns during the quotation process so procurement planners can factor order sizing into their inventory planning.
Mixed-container shipping is available for distributors who need to consolidate multiple panel types, such as PP honeycomb panels alongside aluminum honeycomb or foam core variants, into a single shipment. This approach reduces per-unit logistics costs and allows distributors to broaden their catalog offering without maintaining separate inventory for each supplier. Our multilingual service team, covering English, French, Russian, Japanese, and Korean, coordinates these consolidated orders to ensure accurate packing lists and documentation for customs clearance across our 50+ export markets.

Shipping and Quality Assurance
Shipping damage and thickness inconsistencies are the two fastest ways to erode distributor margins. Our packaging and QC protocols are built to protect both the panels and your bottom line.
Reinforced Crating for International Freight
Composite panels are inherently rigid, but the skins—particularly FRP and gelcoat surfaces—are vulnerable to point-load damage during long-haul transit. A forklift tine through a stack of panels isn’t just a logistics problem; it’s a production line stoppage for your customer. We’ve seen it happen, and we’ve engineered our crating to prevent it.
Every export order from our facility ships in purpose-built reinforced crates. Standard packaging includes corner protectors, edge buffering, and interleaf separation films to prevent surface abrasion between stacked panels. For mixed-container orders—where PP honeycomb panels ship alongside aluminum sandwich panels or foam core variants—we segregate panel types within the crate using rigid dividers, eliminating cross-material contact damage during vessel roll.
- Standard crate construction: Heat-treated timber framing compliant with ISPM-15 phytosanitary requirements, steel banding at four points per crate.
- Surface protection: PE protective film on all finished faces, removed during installation without adhesive residue.
- Container loading: Fumigation certificates and packing lists included per destination country requirements. Our logistics team handles documentation for 50+ export markets.
- Mixed-container consolidation: Available for distributors ordering across product lines—PP honeycomb, GRP panels, and aluminum composite panels can share a single container to reduce per-unit freight cost.
We track transit damage claims by route and carrier. Our current damage rate on international shipments sits below 0.3%, and every claim is handled directly by our multilingual service team within 48 hours—not outsourced to a third-party freight forwarder.
Quality Control for Panel Thickness Consistency
Thickness variation in sandwich panels isn’t a cosmetic issue. For vehicle manufacturers running automated assembly lines, a 0.5mm deviation across a batch can jam feed mechanisms, break router bits, and halt production. We know this because our engineers have worked with OEM production floors across Europe and Southeast Asia to set our tolerance bands.
Our advanced composite panel production line operates with continuous thickness monitoring. Every panel passes through calibrated roller stations that maintain facing-to-core bonding pressure within a controlled range. We measure finished panel thickness at a minimum of six points per sheet—four corners and two mid-span locations—using digital micrometers calibrated to 0.01mm resolution.
- Standard thickness tolerance: ±0.3mm on core thicknesses from 10mm to 100mm. Tighter tolerances available on request for precision-fit applications.
- Facing thickness control: GRP and CFRT skins measured post-lamination to verify consistent resin-to-fiber ratio and skin gauge.
- Batch traceability: Every production run is logged with date, line number, raw material batch codes, and measured thickness data. If a downstream issue arises, we can isolate the affected batch within hours.
- ISO 9001 certification: Our QC processes are audited annually. Documentation is available to buyers requiring compliance records for their own certification workflows.
We also perform destructive peel testing on sample panels from each shift to verify core-to-skin adhesion strength. This catches bonding defects before they leave the factory, not after they arrive at yours.
Warranty Coverage for Delamination
Delamination is the failure mode that keeps vehicle engineers awake. It’s also the one most suppliers bury in fine print. We address it directly because our manufacturing process is designed to prevent it, and we back that with contractual coverage.
Rax Panel provides a standard structural warranty against delamination resulting from manufacturing defects under normal service conditions. This covers separation between the PP honeycomb core and facing skins caused by inadequate bonding during production. The warranty applies to panels used within their specified load and environmental parameters—our engineering team works with you during the specification phase to ensure the panel configuration matches your actual operating conditions.
- Scope: Core-to-skin bond failure attributable to manufacturing process defects, including insufficient adhesive coverage, contamination during lamination, or incomplete curing.
- Exclusions: Mechanical impact damage, exposure to chemical agents outside specified resistance ranges, and installations deviating from our provided guidelines.
- Claims process: Direct communication with our international service team. We require photographs, batch codes, and installation context. Our 24-hour response team includes English, French, Russian, Japanese, and Korean-speaking professionals.
- Prevention first: We encourage trial orders before bulk commitments. Testing a small batch in your actual production environment eliminates surprises at scale.
Transparency matters here. No composite panel is immune to every possible failure mode. What separates a reliable supplier from a risky one is whether the warranty process requires six weeks of emails or a single phone call. We’ve structured ours for speed because your production schedule doesn’t wait.
Conclusion
PP honeycomb panels deliver 70% weight savings over plywood with near-zero water absorption. That combination makes them the clear choice for vehicle flooring, truck bodies, and marine interiors where moisture and payload capacity drive your ROI. The energy payback hits breakeven in 18-24 months through fuel savings alone.
- Specifying aluminum honeycomb for applications below 80°C wastes 40-60% of your material budget with zero performance gain over PP core.
- Skipping fire-retardant additives for enclosed transport cabins or marine interiors guarantees a compliance failure — specify FR-rated polypropylene honeycomb upfront.
- Ordering standard 1220×2440mm sheets for curved caravan roofing creates 15-20% material waste at the CNC stage — get factory-cut panels to your exact dimensions.
Send your project load data and operating conditions to our engineering team before you lock in a core material. We will tell you straight whether PP honeycomb, aluminum honeycomb, or FRP sandwich construction fits your specs and budget — with lab test reports attached.
Frequently Asked Questions
Are PP honeycomb panels environmentally friendly?
Yes, they are a green material that is 100% recyclable, contains no VOCs, and produces no formaldehyde or odors during processing.
Are they cost-effective for mass production?
Yes, because they can be manufactured in a continuous process, making them highly cost-efficient for large series production without requiring additional stiffening ribs.