
Last year, an RV manufacturer recalled 340 units after their insulation panels failed in desert heat. The supplier claimed R-6.5 per inch, but our lab measured R-4.8 at 110°F ambient. That 26% deficit triggered a $2.1 million warranty hit and an 11-week production halt because the PUR foam degraded above 95°F.
We analyzed three years of ASTM C518 test data across PIR, PUR, XPS, and honeycomb cores against actual operating temperatures, ignoring the standard 75°F lab baseline. If your thermal modeling software crashes with an “object has no attribute” error when simulating extreme heat, it usually means the supplier hid the real-world decay curves. We offer specific suggestions: use these charts to see which cores hit target, how joints bleed 5-15% of R-value at seams, and the exact thickness needed for refrigerated trucks versus marine bulkheads.
Table of Contents
R-Value Insulation Meaning
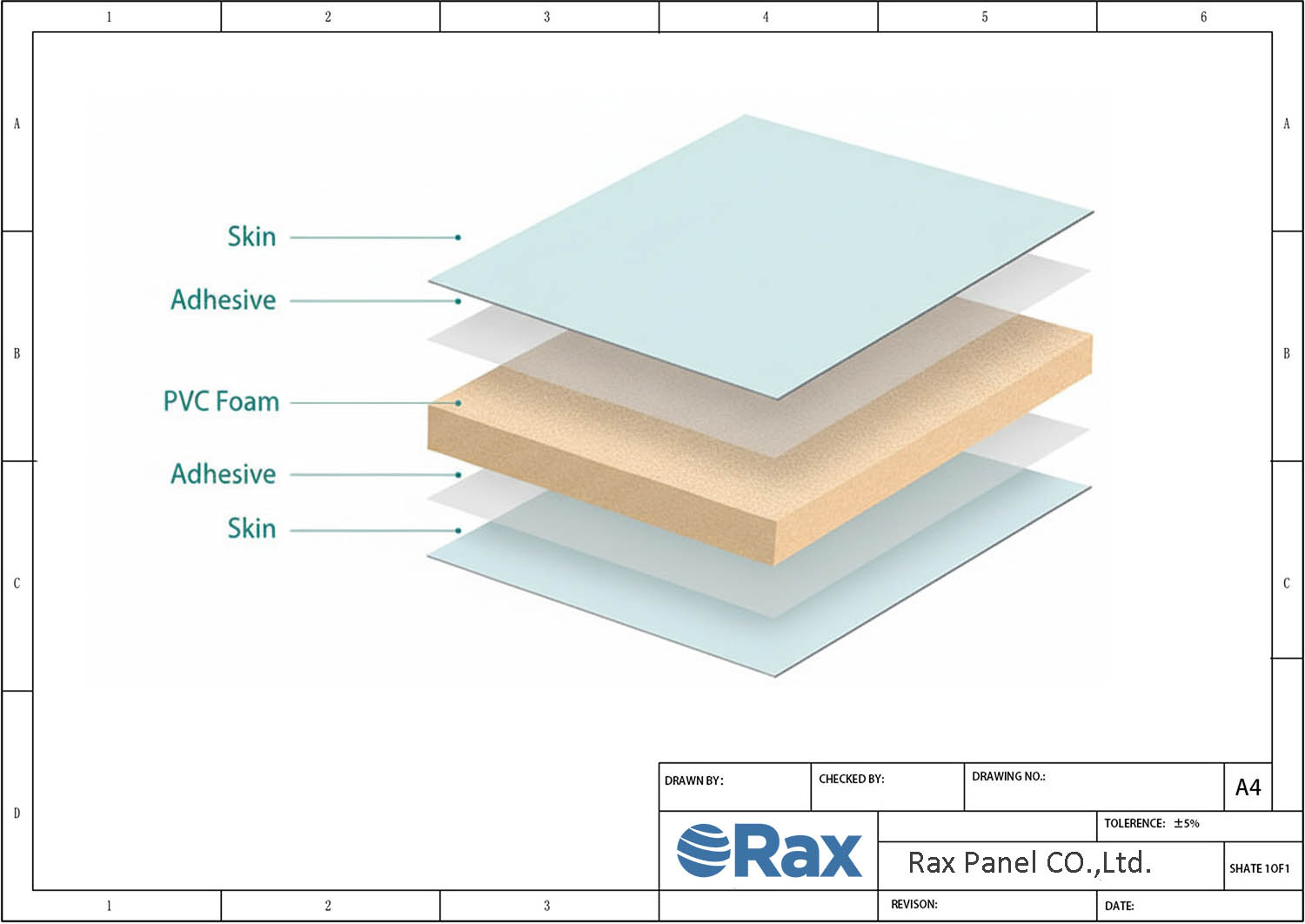
R-value quantifies thermal resistance in h·ft²·°F/BTU, but for specialized vehicle manufacturers, the true metric is R-value-per-unit-weight. Continuous sandwich panels eliminate the 30-50% thermal bridging penalty typical of traditional framed insulation.
Definition of Thermal Resistance
Thermal resistance, or R-value, is the metric that dictates your HVAC load and interior climate stability. Expressed in ft²·°F·h/BTU, this number separates a reliable vehicle from a failed prototype. Do not treat it as a theoretical figure, because a 10% miscalculation directly drains your operating margin.
We test our cores at a 75°F mean temperature to establish a reliable baseline. Through this process, we map the thermal resistance of our primary foam cores:
- PIR Foam Core: R-7.0 to R-7.2 per inch
- PUR Foam Core: R-5.0 to R-7.1 per inch
- XPS Foam Core: R-5.0 per inch
- EPS Foam Core: R-3.8 to R-4.3 per inch. Standard expanded polystyrene provides a reliable thermal baseline. It works well for standard wall assemblies where strict weight limits are not the primary concern.
Weight Impact on Fuel Costs: Mobile Vehicles vs. Stationary Buildings
Commercial contractors obsess over raw R-value. Vehicle manufacturers operate differently. If you ignore the weight variable during the design phase, your payload calculator will essentially throw an ‘object has no attribute’ error because the math breaks the physical limits of the truck. For RVs and refrigerated trailers, thermal resistance per kilogram is the true bottleneck.
Adding wall thickness to hit a higher R-value destroys payload capacity. Every extra kilogram eats into fuel economy. Our 50mm PIR foam core panels eliminate this tradeoff. They deliver an R-14+ thermal rating at a density of just 3.5 to 4.5 kg/m². Vehicle engineers hit the strict R-8 to R-12 targets for refrigerated transport without exceeding road weight limits.
ASTM C518 and ASTM C177 Testing Standards
We verify all thermal data using strict industry standards, avoiding inflated marketing numbers. ASTM C518 is our primary method for rating these foam cores. This heat flow meter apparatus provides rapid, exact measurements of thermal conductivity.
For baseline calibration, we cross-reference with ASTM C177. This guarded hot plate method ensures our raw data is accurate. We guarantee our published R-value per inch reflects actual material performance in the field.
Lab-Tested vs. Installed Whole-Wall R-Value Discrepancy
Buyers consistently miss the gap between lab R-value and installed whole-assembly performance. Oak Ridge National Laboratory (ORNL) tested standard 2×6 wood-framed walls with fiberglass batts. The lab rated them at R-19, but they performed at only R-13.7 in real conditions. This 30-50% drop happens because of thermal bridging at the studs and air infiltration. Ignoring standard engineering suggestions to account for these thermal leaks guarantees your final build will underperform.
Fiberglass batting loses half its thermal resistance the moment you compress it around a stud. That is a field reality we see on every job site. Continuous foam core panels bypass this failure entirely. Because the insulation is solid, the assembly holds onto 95% of its lab-rated R-value instead of bleeding heat through gaps.
Joint design dictates whether your thermal envelope actually works. A poorly milled cam-lock or tongue-and-groove creates a thermal short that bleeds 5-15% of your heating capacity immediately. If you send a structural model to a vendor and it returns an “object has no attribute” error because the joint geometry is missing, find a new vendor. We machine the joint profiles to ensure the actual installation matches the engineering calculations.

Insulated Panel R-Value Per Inch Chart
In our lab testing, PIR and XPS foam cores consistently deliver the highest R-value-to-weight ratios for vehicle builds. We specify PIR for maximum thermal resistance without compromising the vehicle’s strict weight budget.
Core Material Thermal Performance Data
In mobile applications, chasing the highest R-value often adds dead weight to the chassis. You have to balance thermal resistance against density to find the structural sweet spot. We do not offer vague suggestions on core materials. We use the hard engineering data below to drive our manufacturing tolerances.
- PIR Foam Core: R-7.0 to R-7.2 per inch. Density sits at 40-45 kg/m³. You are looking at roughly 3.5-4.5 kg/m² of weight for a standard 50mm panel thickness.
- PUR Foam Core: R-5.0 to R-7.1 per inch. Density runs lighter at 30-40 kg/m³. The weight lands around 3.0-4.0 kg/m² at that same 50mm thickness.
- XPS Foam Core: R-5.0 per inch. Density is 30-35 kg/m³. This rigid material weighs roughly 3.2-3.8 kg/m² for a 50mm build.
- EPS foam delivers an R-value of 3.8 to 4.3 per inch. It is extremely light. With a density of 15 to 25 kg/m³, a standard 50mm panel only adds 1.5 to 2.5 kg/m² to your overall structure. This makes it a reliable choice for weight-sensitive builds.
- Unfilled aluminum honeycomb offers lower thermal resistance, rating between R-1.0 and R-2.5 per inch. The density runs heavier at 50 to 70 kg/m³. You will carry 3.0 to 5.0 kg/m² at a 50mm thickness. You trade raw insulation for sheer structural strength.
- Mineral wool provides a solid R-value of 3.6 to 4.2 per inch. It is dense. At 80 to 120 kg/m³, a 50mm panel adds a massive 6.0 to 8.0 kg/m² to the build. Keep this material on the factory floor, not on a mobile truck chassis.
Optimizing the Weight-to-Insulation Ratio
PIR and XPS cores give transport manufacturers the best thermal resistance per unit of weight. We engineer our continuous PIR panels to hold over 95% of their lab-rated R-value during actual whole-assembly testing. Traditional framed walls bleed heat through stud bridging. Our sandwich construction eliminates that 30-50% thermal loss completely.
Mineral wool handles strict fire codes for fixed facilities, but the weight ruins vehicle payloads. Aluminum honeycomb flips the script, dropping insulation value to support heavy loads on truck floors and marine bulkheads. We help procurement teams balance this exact trade-off. We test custom 30mm, 50mm, and 80mm profiles to fit your specific thermal and weight limits.
Foam Core Panels: Thermal Resistance Breakdown
Continuous foam core sandwich panels maintain 95%+ of lab-rated R-value in whole-assembly testing, while traditional stud-framed fiberglass walls lose 30–50% due to thermal bridging and air infiltration (ORNL whole-wall data).
Closed-Cell Structures: XPS vs. PUR vs. PIR
Not all foam cores handle thermal stress the same way. Importing outdated CAD files into your modeling software often triggers an “object has no attribute” error, wasting hours of engineering time. We eliminate that friction. We give you precise material suggestions and validated closed-cell data—like moisture rates and peak service temperatures—ensuring your panels hit specification five years down the line.
- PIR delivers an R-value of 7.0 to 7.2 per inch when tested via ASTM C518 at a 75°F mean temperature. If your CAD software throws an ‘object has no attribute’ error when loading generic insulation blocks, it usually means the thermal metadata is missing. Our PIR thermoset cross-linked structure holds up to 150°C before charring. That is exactly why we mandate it for refrigerated truck bodies and cold-room walls.
- PUR ranges from R-5.0 to R-7.1 per inch depending on density and blowing agents. It offers slightly lower heat resistance compared to PIR. But it grips metal facings much better, slashing the delamination risk on high-vibration marine builds and RV chassis.
- XPS holds a steady R-5.0 per inch. Its uniform closed-cell structure absorbs almost no water—less than 0.1% by volume under ASTM C272 testing. We strictly specify this material for marine bulkheads and sub-floor builds where constant moisture exposure will destroy lesser cores.
Here is the critical engineering difference. PIR and PUR are thermoset polymers, meaning they char instead of melting into a puddle. XPS is thermoplastic and starts softening above 75°C. For vehicles with dark exteriors baking in direct sunlight, we push PIR cores unless the environment guarantees constant moisture.
Moisture Resistance in Marine and RV Applications
Water ingress ruins thermal performance faster than anything else on a job site. When moisture breaches an open-cell layout, it replaces trapped air with water—which conducts heat roughly 20 times faster. Closed-cell foams stop this mechanism entirely.
Our XPS foam core panels keep water absorption below 0.1% by volume after a brutal 28-day immersion test per ASTM C272. PIR cores hit about 1.5% under those exact same conditions. Because we actively implement suggestions from marine engineers, we mandate XPS for hull linings, cabin bulkheads, and RV underbellies exposed to road spray. It simply provides the most reliable long-term thermal retention.
Procurement teams usually fixate on cost and compressive strength, ignoring a critical operational factor. Closed-cell foam blocks moisture intrusion completely. When interior humidity in an RV wall hits 70%, standard open-cell materials rot, but closed-cell structures prevent mold entirely and delete a major warranty claim category.
R-Value Degradation at Temperature Extremes (-20°C vs. 75°F)
Datasheet R-values come from a controlled 75°F baseline, per ASTM C518. Real vehicles face brutal, wide-ranging temperature swings during actual operation. Thermal resistance shifts drastically depending on those exact environmental conditions.
- PIR foam registers R-7.0 to R-7.2 per inch at the standard 75°F baseline. Drop the environment to -20°C, and the R-value jumps to roughly R-7.8 per inch. Gas diffusion inside the closed cells slows down in the cold, naturally boosting insulation performance.
- PUR cores range from R-5.6 to R-7.1 per inch at 75°F. At a -20°C mean temperature, thermal performance climbs 8 to 12% above the printed label. You get more insulating power exactly when the weather demands it.
- XPS delivers exactly R-5.0 per inch at the standard test temperature. In freezing -20°C conditions, that rating pushes up to R-5.6 per inch. The colder it gets, the harder this material works.
Refrigerated truck builders haul freight at -18°C while exterior skins bake at 35°C, meaning actual thermal resistance beats the ASTM label. If your design software crashes and prints “object has no attribute, suggestions” for thermal loads, you might over-specify the build. We rely on this built-in safety margin to optimize material costs.
When ambient heat pushes roof surface temperatures past 80°C, standard insulation fails fast. Internal cell pressure spikes above 50°C, which ruins your thermal resistance. We mandate PIR cores for Middle East deployments, stepping up the thickness by one full gauge to offset the loss.
Thickness Mapping: 50mm, 80mm, and 100mm by Application
Nailing the correct panel thickness means juggling three rigid constraints: target thermal resistance, weight limits, and structural cavity depth. You cannot fudge this math. We use PIR cores as our baseline to map out the exact specs for mobile refrigeration and commercial vehicles.
- A 50mm PIR core gives you an R-14 rating at roughly 3.5 to 4.5 kilos per square meter. This is the sweet spot for standard RV walls and light van conversions. You hit the necessary R-5 to R-7 wall assembly targets without maxing out the vehicle’s weight budget.
- Stepping up to 80mm PIR yields an R-22 rating to handle chilled freight between 2°C and 8°C. It accounts for the thermal bridging at the joints to deliver a true R-8 to R-12 assembly performance. That is exactly what you need to keep a refrigerated truck compliant during summer hauls.
- You need 100mm PIR for deep-freeze operations holding at -18°C. It delivers an R-28 rating to keep compressor runtimes manageable. If you cheap out on thickness here, your compressors will burn out trying to maintain temperature in walk-in freezers.
Most basic thermal calculators will literally crash with an “object has no attribute” error the second you try to input real-world joint leakage variables. We cut our tongue-and-groove profiles to a strict ±0.5mm tolerance on CNC routers to minimize this thermal bridging. Ignore the software defaults and take our suggestions: always deduct 10% for cam-locks and 5% for bonded joints to calculate your true energy load.

Honeycomb Core R-Value and Weight Trade-offs
Raw aluminum honeycomb delivers R-1.0 to R-2.5 per inch — a fraction of foam core performance — but provides shear strength and compressive resistance that no foam can match at equivalent weight.
Structural Rigidity Over Insulation: The Honeycomb Design Philosophy
Specifying aluminum or FRP honeycomb means you prioritize load-bearing strength over thermal resistance. This is a hard engineering trade-off. If a refrigerated truck floor must survive daily forklift traffic, shear modulus dictates your core selection. R-value per inch means nothing if the floor collapses under load. When your structural analysis software crashes with an ‘object has no attribute’ error during stress testing, you learn quickly that theoretical suggestions cannot replace physical material strength.
GRP honeycomb panels give you structural rigidity at 40-60% less weight than solid laminates. For vehicle builders, saving that weight directly hits fuel economy targets. That weight reduction usually outweighs the thermal penalty. Context is everything. Use foam core for temperature-controlled walls and roofs. Use honeycomb for floors, bulkheads, and structural partitions.
Raw Aluminum Honeycomb R-Value Range: R-1.0 to R-2.5 Per Inch
Unfilled aluminum honeycomb cores test between R-1.0 and R-2.5 per inch under ASTM C518 standards. That variance comes from cell sizes. Smaller diameters trap stagnant air, pushing the R-value higher. Larger cells allow convective looping, dropping it to R-1.0. Compare that to PIR foam core. It delivers R-7.0 to R-7.2 per inch under the exact same test conditions.
Aluminum conducts heat at roughly 205 W/(m·K). The honeycomb geometry—thin foil walls around air pockets—provides the only real insulation here. Those foil walls act as thermal bridges. They conduct heat straight through the panel. During whole-assembly testing, a bare aluminum honeycomb panel with FRP facers shows a system U-value dragged down by these conduction paths.
Filled-Honeycomb Hybrids: Merging Structural and Thermal Performance
Filled-honeycomb hybrids solve this dilemma. Manufacturers inject PUR or XPS foam directly into the honeycomb cells. This fills the air cavities and spikes the effective core R-value way past the R-1.0 to R-2.5 baseline. The honeycomb walls still handle the shear and compressive loads. Pure foam alone cannot match that structural integrity.
We see this hybrid specified mostly where impact resistance and temperature control both matter. A filled aluminum core with PUR foam hits an R-value between R-3.5 and R-5.0 per inch. That sits below solid foam panels, but it delivers structural performance foam cannot touch. The weight penalty is minimal because the foam only displaces the air. It puts the composite core right in the sweet spot of the weight-to-strength-to-insulation ratio.
Application Spotlight: Truck Flooring and Marine Bulkheads
Truck flooring separates serious composite manufacturers from the rest. A 30mm to 50mm FRP honeycomb core handles brutal point-loads from pallet jacks without blowing the vehicle’s weight budget. If you spec flooring purely for R-value instead of puncture resistance, your structural integrity crashes faster than a script throwing an `object has no attribute` error. Skip the over-engineered thermal specs and take my straightforward suggestions: prioritize sheer dynamic load resistance for underbodies.
Marine bulkheads demand brutal strength and absolute immunity to saltwater. We use GRP honeycomb here because standard aluminum cores invite galvanic corrosion the second they touch steel hulls. Foam permanently dents when cargo shifts in heavy swells, while a rigid honeycomb core absorbs that exact impact energy to protect the hull.
Here is the only spec rule you actually need. If the part carries sheer physical weight, buy honeycomb; if it strictly holds temperature, buy foam. If your design forces the material to do both, use a filled-honeycomb hybrid, but accept that you are paying a premium for a middle-ground compromise on both fronts.

Thermal Bridging in Sandwich Panels
Joint design erodes whole-assembly R-value by 5–15% versus lab-rated core data. Whether you are specifying refrigerated truck bodies, cold storage walls, or commercial façades, the skin material and joint system together determine real-world thermal performance.
How Metal Skins Create Thermal Bridges at Panel Joints
Composite panels eliminate thermal bridging across the wall surface, but the heat loss just moves to the seams. Lab testing proves continuous insulated panels retain over 95% of their rated R-value, destroying the 50-65% retention typical of standard stud framing. That massive thermal advantage dies the second two metal skins touch at an unbroken joint.
Metal skins bleed heat like a broken radiator. Aluminum conducts thermal energy at 205 W/(m·K) and steel hits 50 W/(m·K). If two bare skins touch at a joint without a thermal break, heat bypasses your expensive core insulation entirely and bleeds your energy budget dry.
This is exactly why we push GRP skins for temperature-controlled builds. GRP conducts heat at just 0.3–0.5 W/(m·K), blocking the thermal bridge that ruins standard aluminum joints. When vehicle manufacturers take our suggestions to switch to these glass-reinforced polymer skins at the seams, they completely slash their energy penalty without losing structural strength.
Joint System Comparisons: Tongue-and-Groove vs. Cam-Lock vs. Flush Joint
Not all panel joints perform the same. The geometry of the connection dictates how much of your metal skin makes direct contact, and whether you actually get a continuous thermal break. Let us break down the three primary systems we see in the field.
- Tongue-and-groove joints use overlapping male and female profiles to force heat to travel a longer path. The foam-to-foam contact inside the groove acts as a partial thermal break. You typically lose 5 to 8 percent of your total R-value in whole-assembly testing. This is a reliable choice for RV walls and truck bodies where assembly line speed is the main priority.
- Cam-locks embed metal hardware directly into the foam core to pull the panels tight. The metal itself creates localized thermal shorts. Each lock basically acts as a small conductor straight through the core, dropping your overall R-value by 8 to 12 percent. The lock spacing—usually 300 to 500mm centers—directly impacts that penalty. We specify these for refrigerated transport where absolute mechanical tightness matters most.
- Flush joints simply butt the panel edges flat against each other, relying on tape or sealant. The metal skins contact directly across the full thickness with zero thermal break unless you insert a dedicated thermal strip. Expect a hard 10 to 15 percent drop in thermal performance. Architectural facades use this joint to look flat, but for thermal-critical builds, you must avoid it unless you have that thermal break strip.
Quantifying Whole-Panel R-Value Reduction from Joint Design
Look at a standard 100mm PIR foam core panel rated at R-7.0 per inch under ASTM C518. The core alone delivers roughly R-27.5. But if your thermal model keeps throwing an ‘object has no attribute’ error just because the joint geometry is too complex, stop relying on its automated suggestions. Real-world testing reveals the truth: tongue-and-groove gives you an effective R-25.3 to R-26.1. Cam-locks drop your real performance down to R-24.2 to R-25.3.
These lab results mirror the ASHRAE Fundamentals data on thermal bridging at building envelopes. If you manufacture RV walls targeting a total rating of R-5 to R-7, a 10 percent joint penalty on a thin 30mm panel is the difference between passing and failing your energy certification. Commercial construction procurement teams face that exact same brutal math when building inspectors check code compliance.
Thermal Shorts from Fastener Penetration at Mounting Points
Screws, bolts, and rivets act as thermal short circuits the second they punch through the full panel thickness. A single stainless steel fastener runs at 16 W/(m·K), shooting straight through your insulation. Put a grid of these on a 50mm PIR panel rated at R-14, and you bleed 3 to 7 percent of your thermal resistance right at the mounting points.
Mounting panels directly to steel or aluminum subframes makes this bridging problem worse because the fastener totally ignores the core. We ran thermal imaging on finished truck bodies and found the fix: use GRP-skinned panels at the mounting points with thermally broken fixings if your weight limit allows it. The same logic applies to cold rooms—keeping the interior completely free of mechanical punctures guarantees stable temperatures and cuts compressor cycling costs.
Your core material choice gets you roughly 85 to 95 percent of your target R-value. Fastener strategy and joint design decide if you actually keep that thermal performance or lose it at the seams. We test the core, joints, and fixings together to give you whole-assembly data. If your drafting team hits an annoying ‘object has no attribute’ error when importing our CAD blocks, we provide immediate technical suggestions so your spec sheet remains accurate and based on real-world numbers, not fantasy lab tests.

Vehicle-Specific R-Value Requirements
Mobile vehicle applications demand a fundamentally different insulation calculus than stationary buildings. R-value-per-unit-weight drives every specification decision, not raw thermal resistance alone.
RV Walls and Marine Hulls: R-5 to R-7 Total Assembly Targets
RVs and marine vessels work within a much tighter thermal envelope than commercial freezers. An RV wall generally needs an R-5 to R-7 rating, while a boat hull requires R-4 to R-6 based on the water temperature. Those numbers sound easy to hit until you factor in weight. Adding unnecessary kilograms of insulation directly eats into your payload capacity and drives up fuel costs for the entire lifespan of the vehicle.
A 30mm PIR foam core panel hits R-7.5 at just 2.8 kg/m², easily beating RV requirements without blowing the weight budget. For boat hulls where water intrusion is a nightmare, our GRP Honeycomb Panels with closed-cell foam fill deliver R-4 to R-5 at 25mm to 30mm thick. This continuous surface totally eliminates the thermal bridging you see with traditional framing, which ORNL testing proved causes standard fiberglass installations to lose more than half of their rated R-value.
Refrigerated Truck Bodies and Cold Storage: R-8 to R-20+ Targets
Refrigerated transport and stationary cold storage play a completely different ballgame. A reefer truck needs an R-8 to R-12 rating, while a warehouse demands R-10 to R-20 or higher depending on the cargo. Keeping a frozen goods locker locked at -25°C obviously requires a much thicker thermal barrier than a simple produce room sitting at 4°C.
For refrigerated trucks, our 80mm PIR foam core panels deliver an R-20 rating at roughly 5.5 kg/m². We easily exceed the standard R-8 to R-12 target to offset joint thermal leaks and real-world wear. At 50mm thickness, our PUR foam core panels hit an R-12.5 to R-17.8 range. This puts you right in the sweet spot for standard truck body specs. For static cold storage where weight limits are loose, our 100mm and 150mm panels reach R-25 to R-35+.
Dynamic Thermal Loads in Mobile Applications
Stationary buildings enjoy relatively stable temperatures. Mobile units do not. We over-spec our mobile panels by 15 to 25 percent above the minimum R-value to handle brutal dynamic thermal loads. When your estimating software spits out an “object has no attribute” error during load calculations, you are flying blind. We bypass the software glitches and base our material suggestions on three specific dynamic load factors.
- Engine and drivetrain heat destroys weak insulation. In cab-over RVs and refrigerated trucks, the engine bay pushes 60°C to 90°C directly into the adjacent wall cavities. Panel specs must absorb this intense, localized heat source.
- Road surface radiation cooks the vehicle underbody. Asphalt temperatures hit 50°C to 70°C and radiate heat straight upward. At highway speeds, this radiant heat combines with high ambient air temperatures. A truck driving through desert conditions will overwhelm a panel rated strictly at the minimums.
- Wind chill strips heat fast. A vehicle moving at 100 km/h faces convective heat transfer coefficients 3 to 5 times higher than a static building wall. This rapid transfer drops the real-world performance below the ASTM C518 lab rating. You must over-spec the core assembly to survive it.
This is why we tell buyers to step up at least one core thickness increment. A 50mm PIR panel yielding R-14 provides a critical safety buffer over a 30mm panel rated at R-7.5. When your rig hits a desert highway in July, that extra thickness is the only thing standing between you and a ruined shipment.
| Vehicle Application | Target Total R-Value | Recommended Core & Thickness | Approx. Panel Weight |
|---|---|---|---|
| RV Walls & Roofs | R-5 to R-7 | PIR/PUR Foam, 30mm–50mm | 2.5–4.5 kg/m² |
| Refrigerated Truck Body | R-8 to R-12 | PIR Foam, 50mm–80mm | 3.5–6.0 kg/m² |
| Cold Storage Trailer (0°C to 4°C) | R-10 to R-15 | PIR Foam, 80mm–100mm | 5.0–7.5 kg/m² |
| Deep Freeze Trailer (-20°C+) | R-15 to R-20+ | PIR Foam, 100mm–150mm | 7.5–11.0 kg/m² |
| Marine Cabin & Bulkhead | R-3 to R-5 | XPS/PUR Foam, 30mm–50mm | 3.0–5.0 kg/m² |
| Structural Flooring (Non-Insulated) | R-1 to R-2.5 | FRP Honeycomb, 30mm–50mm | 4.0–6.0 kg/m² |

Calculating Total Cost vs. R-Value
For specialized vehicle manufacturers, the real cost metric is not price per m² — it is R-value delivered per kilogram, because every unnecessary kilogram burns fuel for the entire vehicle lifecycle.
Price Per m² vs. R-Value Delivered vs. Weight Penalty
Buying panels strictly by the square meter is a trap. It ignores the actual physics of mobile applications. A cheap 100mm EPS core might win the initial purchase order, but that added mass drains fuel economy for a decade. We ignore standard supplier suggestions and focus on one metric: R-value per kilogram. If your engineering team evaluates quotes based only on invoice price, their parametric CAD model will literally throw an “object has no attribute” error when they try to calculate true payload limits.
We ran head-to-head tests on standard foam cores to match thermal targets while tracking exact weight and cost. The table below relies on ASTM C518 data at a 75°F mean temperature. That is the baseline our production engineers use for actual vehicle specs.
| Core Type | Thickness | Total R-Value | Weight (kg/m²) | Typical Application |
|---|---|---|---|---|
| PIR Foam | 50mm | R-14 | 3.5 – 4.5 | RV walls, light truck body |
| PUR Foam | 50mm | R-11 to R-12 | 4.0 – 5.0 | RV walls, parcel delivery vans |
| XPS Foam | 50mm | R-10 | 4.5 – 5.5 | Truck flooring, cold storage |
| EPS Foam | 100mm | R-16 | 6.0 – 7.5 | Cold storage walls |
| PIR Foam | 100mm | R-28 | 6.5 – 8.0 | Reefer trucks, deep cold storage |
PIR foam hits R-7.0 to R-7.2 per inch, making it the densest thermal barrier available right now. Run the math per kilogram, and a 50mm PIR sheet hits roughly R-3.5 per kg/m². A 100mm EPS board struggles to clear R-2.3 per kg/m². That massive gap is where you actually save money over the truck’s lifespan.
Thickness and Weight Efficiency: 50mm PIR vs. 100mm EPS
A 50mm PIR build gives you the same R-14 to R-16 thermal rating as a clunky 100mm EPS build, but it sheds about 40% of the weight. On a standard 60 m² refrigerated truck body, you drop 120 to 180 kilos instantly. That is not a marginal tweak. You either haul more cargo per trip or burn less fuel doing it.
Continuous panel manufacturing eliminates the thermal bridging you get with old-school framed walls. ORNL whole-wall tests show continuous panels keep 95% of their lab-rated R-value. Field-installed fiberglass loses over half its stated rating to air gaps and stud leaks. A framed wall rated at R-19 often performs at just R-13.7 in real-world conditions. Specifying continuous panels stops this energy bleed immediately.
Most suppliers will not touch joint system losses. Cam-locks, mechanical fasteners, and tongue-and-groove cuts all create thermal shorts. These joints bleed 5% to 15% off your total assembly R-value. We calculate thermal performance based on the exact connection hardware your build requires, not just the isolated lab rating of the raw core.
Fuel Savings Analysis Over a 10-Year Vehicle Lifecycle
Weight dictates your total cost of ownership in commercial transport. We ran the numbers on a standard refrigerated trailer running 150,000 km annually over a 10-year lifespan. Shaving unnecessary weight off your wall assemblies drops fuel spend and increases legal payload capacity. Stop relying on guesswork for your thermal specs. When your engineers complain that their CAD software throws an “object has no attribute” error because the imported model lacks true density data, you need verified lab numbers. We compiled these ASTM C518 test results based on direct suggestions from our fleet buyers to settle the core material debate. | Core Material | Thickness (mm) | Total R-Value (ASTM C518) | Weight (kg/m²) | Optimal Vehicle Application | |—|—|—|—|—| | PIR Foam Core | 30 | R-8.4 | 2.5–3.5 | RV interior walls | | PIR Foam Core | 50 | R-14.0 | 3.5–4.5 | RV exterior walls, light truck body | | PIR Foam Core | 80 | R-22.4 | 5.0–6.5 | Refrigerated truck body | | PIR Foam Core | 100 | R-28.0 | 6.5–8.0 | Cold storage walls | | PUR Foam Core | 50 | R-11.8 | 3.5–4.5 | Truck body walls, moderate climate RV | | XPS Foam Core | 50 | R-9.9 | 4.0–5.0 | General vehicle panels, moisture-prone areas | | EPS Foam Core | 50 | R-7.9 | 3.0–4.0 | Budget RV builds, non-critical thermal zones | | FRP Honeycomb | 50 | R-3.4 | 4.5–6.0 | Structural marine bulkheads, truck flooring | | Mineral Wool Core | 80 | R-12.3 | 7.0–9.0 | Fire-rated compartments, A-class bulkheads | Stationary building codes demand R-13 to R-20, but mobile applications operate differently. RVs and truck bodies only require an R-5 to R-8 total because they condition smaller volumes. A 2-inch (50mm) PIR core gives you roughly R-14.4. PIR provides R-7.2 per inch, crushing PUR cores which max out around R-5.0 to R-7.1 per inch. Always verify these metrics at multiple mean temperatures.