
Procurement officers specify structural insulated panels for ISO 5 labs without realizing that vibration sensitivity demands a core with higher stiffness-to-weight ratios than standard foam can provide. Most competitors default to rock wool or basic PIR for thermal reasons, ignoring how panel flex compromises cleanroom integrity under high airflow conditions.
Rax Panel utilizes high-stiffness balsa wood cores to deliver panels that are 15 times more airtight than stick framing, directly addressing the structural rigidity issues that cause costly project delays. This article explains why balsa outperforms honeycomb and foam in vibration-prone environments and details the specific sealing protocols required to maintain ISO 5 compliance during rapid modular assembly.
You will walk away with a clear framework for evaluating total landed costs beyond initial unit prices, ensuring your facility meets strict fire ratings and energy code requirements without sacrificing construction speed.

Table of Contents
Understanding ISO 5 Cleanroom Panel Requirements
ISO 5 (Class 100) cleanrooms sit near the top of the ISO 14644-1 contamination control hierarchy—panel selection here is not about preference, but about passing or failing certification on the first attempt.
Before evaluating any composite panel architecture—whether balsa core, honeycomb, or mineral-based systems—specifiers must internalize what ISO 5 actually demands from the enclosure structure. These requirements dictate every downstream decision: core density, skin material, joint geometry, and installation protocol. Missing any one of these environmental thresholds turns a technically sound panel into a liability.
Particle Count Limits and Containment Pressure
An ISO 5 environment permits a maximum of 3,520 particles per cubic meter at the 0.5 micrometer threshold, with exponentially tighter allowances as particle size increases. For context, this is roughly 100 times cleaner than a standard ISO 7 pharmaceutical packaging room. The enclosure system—walls, ceilings, and critical joints—must function as an absolute barrier against particulate ingress from adjacent less-controlled spaces, while simultaneously generating zero particles of its own.
This dual requirement eliminates conventional construction logic. Stick-built framing with fibrous insulation, drywall layers, and mechanical fasteners creates dozens of micro-leakage paths per square meter. Every screw penetration, every insulation joint, every sealant gap becomes a potential particle migration channel under differential pressure. Continuous insulated panel systems neutralize the majority of these failure points by replacing multiple material interfaces with factory-bonded monolithic assemblies.
In our experience commissioning enclosures for semiconductor fabs and biologics facilities, the difference between a room that certifies at ISO 5 on the first attempt and one that requires three weeks of remediation almost always traces back to joint architecture and pressure differential management—not the core material specification. The panel system must maintain positive pressure integrity (typically 12.5 Pa or higher relative to adjacent spaces) without creep deformation at seal points over years of thermal cycling.
Surface Smoothness and Cleanability Thresholds
ISO 5 compliance requires surfaces that neither generate, retain, nor release particulate matter under any operational condition—including repeated aggressive sterilization cycles. The surface must withstand vaporized hydrogen peroxide (VHP) decontamination, chlorine dioxide fogging, and manual wiping protocols without developing microscopic crazing, pitting, or chemical degradation over thousands of exposure events.
- Surface Roughness (Ra): Pharmaceutical applications typically require Ra values below 0.8 micrometers; semiconductor-grade environments may demand even tighter tolerances depending on process sensitivity.
- Geometric Neutrality: No horizontal ledges, recessed grooves, or exposed fastener heads where particles can settle and bypass laminar airflow sweeping.
- Chemical Inertness: Complete resistance to sporicidal agents, isopropyl alcohol, and quaternary ammonium compounds without surface discoloration or polymer chain breakdown.
Surface defects—whether introduced during manufacturing, through improper handling, or via incompatible material pairings at joints—create nucleation sites for microbial colonization and particulate accumulation. These defects frequently remain invisible during standard visual inspection but emerge as catastrophic anomalies during particle counter mapping or contact plate testing. This is why surface integrity verification must occur at the panel production stage, not after installation when remediation costs multiply exponentially.
Airflow Dynamics and Structural Stiffness Integration
ISO 5 spaces typically operate with unidirectional (laminar) airflow at velocities between 0.36 and 0.54 meters per second. This airflow regime depends on the entire enclosure maintaining aerodynamic neutrality—meaning wall and ceiling surfaces must remain perfectly planar and dimensionally stable under all operational conditions. Any panel deflection, vibration transmission, or surface irregularity disrupts the laminar flow field, creating turbulence pockets where particles linger instead of being swept toward return air grilles.
This is the point where structural stiffness transforms from a mechanical specification into a direct airflow performance parameter. Panels that flex under negative pressure differentials, or that transmit micro-vibrations from adjacent HVAC equipment and process machinery, compromise the very laminar regime the cleanroom was designed to maintain. The enclosure must hold its geometric tolerances under variable pressure loads, thermal expansion cycles, and continuous mechanical inputs without transmitting resonance to the clean zone.
We approach airflow stability as a structural engineering challenge rather than a pure HVAC problem. When our engineering team specifies panel systems for ISO 5 applications, stiffness thresholds are calculated against the facility’s actual pressurization scheme and vibration profile—not pulled from generic load tables. This data-driven approach ensures the enclosure contributes to laminar flow maintenance rather than working against it, which is the fundamental prerequisite for achieving and sustaining ISO 5 certification over the facility’s operational lifecycle.
| Requirement Category | Recommended Solution | Key Specification | Rax Panel Advantage |
|---|---|---|---|
| Airtightness & Containment | Continuous Insulation Sandwich Panels | 15x more airtight than stick framing | Prevents contamination ingress, ensuring ISO 5 sterility |
| Thermal Efficiency | Graphite Polystyrene (GPS) Foam Core | +20% R-value, 44% higher insulation | Reduces energy consumption by >60%, lowering HVAC CapEx |
| Structural Rigidity | High-Stiffness Balsa Wood Core Panels | Optimized weight-to-stiffness ratio | Eliminates excessive framing; resists vibration and deformation |
| Hygiene & Surface Integrity | Stainless Steel, Aluminum, or FRP Facings | Non-porous, smooth, flat surfaces | Meets stringent hygiene standards; easy to sterilize |
| Fire Safety Compliance | Fire-Retardant Cores & Specialized Skins | Compliance with stringent industrial fire ratings | Eliminates thermal bridging while ensuring facility safety |
| System Customization | Data-Driven Engineered Composite Systems | Custom core/skin combos, experimental testing | Tailored cost-effective solutions backed by 15+ years expertise |

Why Balsa Core Panels Suit High-Tech Labs
End-grain balsa panels provide unmatched stiffness-to-weight ratios and natural vibration damping, essential for maintaining ISO 5 stability and precision in high-tech laboratory environments.
Exceptional Lightweight Strength
For ISO 5 cleanrooms housing sensitive equipment like Scanning Electron Microscopes (SEMs) or lithography tools, structural rigidity is non-negotiable. Balsa wood possesses a remarkably high strength-to-weight ratio, significantly outperforming standard mineral wool or low-density foam cores. This allows for robust, wide-spanning wall panels that resist deflection without adding unnecessary dead load to the facility floor.
Unlike generic alternatives that rely on heavier substrates to achieve stability, high-performance balsa cores—such as those integrated with Graphite Polystyrene (GPS) for enhanced thermal efficiency—deliver superior stiffness at a fraction of the weight. This specific combination optimizes the panel’s load-bearing capacity while maintaining the lightweight profile required for modular ceiling and wall suspensions.
- High Stiffness-to-Weight Ratio: End-grain balsa provides exceptional vertical compressive strength, preventing panel bowing under heavy mounting loads typical in semiconductor labs.
- Load-Bearing Efficiency: Reduces the need for dense internal framing supports, maximizing usable cleanroom volume and simplifying equipment installation.
- Material Synergy: When combined with Graphite Polystyrene (GPS), the core achieves a +20% increase in R-value while preserving the mechanical integrity needed for high-tech mounting.
Natural Vibration Damping
Vibration is the silent killer of precision manufacturing. Unlike rigid, brittle cores that transmit shockwaves directly to mounted instruments, balsa wood acts as a natural dampener. Its cellular structure absorbs and dissipates vibrational energy, protecting micron-level tolerances from external foot traffic, nearby machinery, or HVAC fluctuations.
This inherent acoustic and vibrational isolation makes balsa core panels a preferred choice for laboratories where even micro-vibrations can compromise yield rates. The material’s natural resilience ensures that the cleanroom envelope remains stable, providing a consistent baseline for sensitive analytical processes.
Superior Thermal Insulation
Thermal efficiency in ISO 5 environments is critical for maintaining strict temperature and humidity controls required for both product stability and operator comfort. Balsa cores, particularly when engineered with Graphite Polystyrene (GPS), offer outstanding thermal resistance. This minimizes heat transfer through the walls, reducing the thermal load on the HVAC system.
By achieving a “whole-wall R-value” that is significantly higher than traditional stick framing, these composite panels reduce energy consumption by over 60%. This efficiency not only lowers operational costs but also allows for downsizing of HVAC equipment, resulting in substantial capital expenditure savings during the initial build-out phase.
- Enhanced R-Value: Graphite Polystyrene (GPS) integration boosts thermal efficiency by approximately 20% compared to standard foam cores.
- Energy Reduction: Continuous insulation layers eliminate thermal bridging, cutting facility energy consumption by over 60%.
- HVAC Optimization: Superior insulation properties allow for smaller, more cost-effective air handling units without compromising ISO 5 environmental controls.
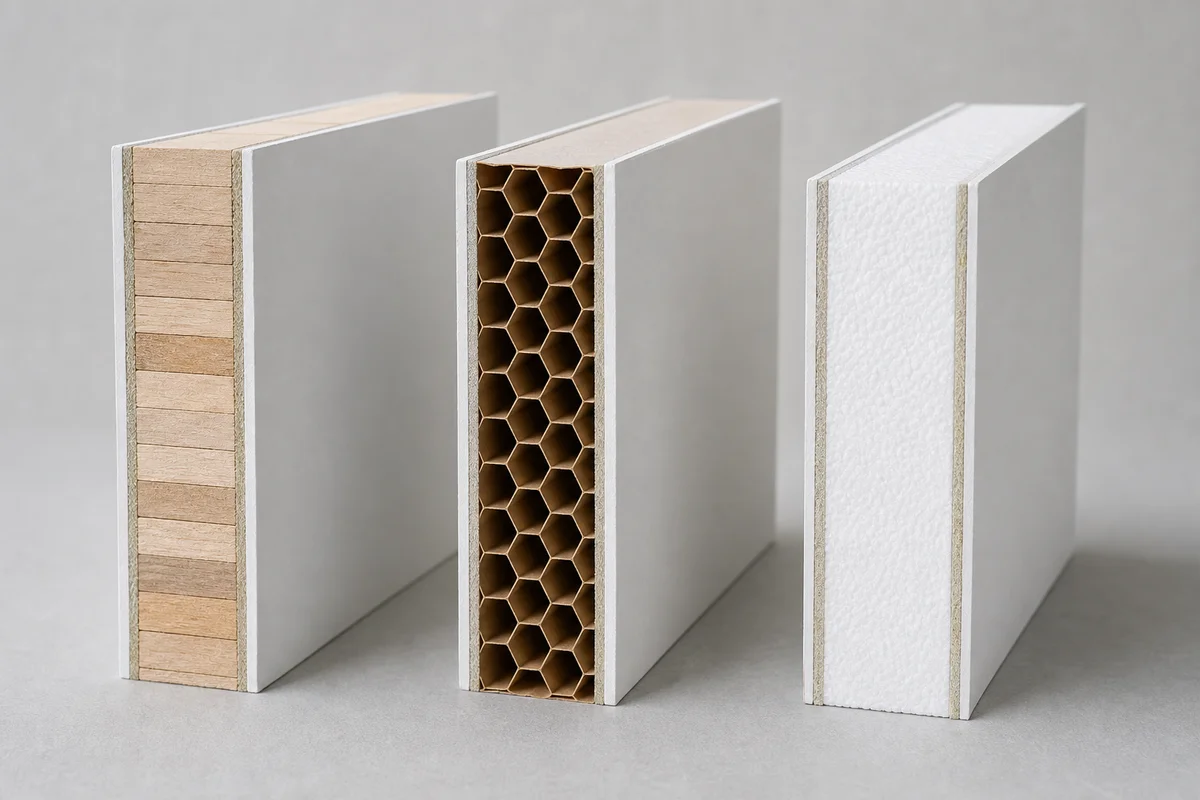
Comparing Balsa vs. Honeycomb and Foam Cores
Balsa offers unmatched stiffness-to-weight for ISO 5 labs, while foam provides cost efficiency and honeycomb ensures total moisture immunity.
Structural Rigidity and Vibration Sensitivity
In high-tech environments like ISO 5 cleanrooms, structural rigidity is paramount. Specifiers often struggle to balance the need for high stiffness with weight constraints for mounting systems. Traditional foam cores frequently lack sufficient compressive strength, risking panel deformation under heavy load.
Balsa wood stands out here due to its organic cellular structure, which provides superior structural rigidity. This makes it ideal for sensitive equipment that requires minimal vibration transmission. However, because it is hygroscopic, proper sealing is mandatory to prevent swelling that could compromise this rigidity over time.
Conversely, honeycomb cores—especially aluminum or aramid variants—offer excellent dimensional stability and resistance to delamination. They are impermeable to moisture, making them safer for high-humidity zones, though they come with higher manufacturing complexity and cost premiums.
Cost Efficiency and Supply Chain Realities
From a procurement standpoint, foam cores generally represent the most budget-friendly option. Closed-cell structures like XPS or PET are inexpensive to mass-produce and offer decent thermal efficiency, making them a default choice for standard partition walls where extreme stiffness isn’t critical.
Balsa sits in a mid-range tier. While the raw material costs more than basic foam, the savings in reduced framing support and lower risk of post-installation deformation often justify the initial investment for specialized labs.
Aluminum honeycomb remains the premium option. While the upfront cost is significantly higher, its longevity in harsh environments can offset expenses by eliminating the need for future panel replacements caused by rot or fungal growth.
Weight Reduction Strategies
All three core types contribute to significant weight reduction compared to solid masonry or metal walls. This is crucial for modular construction and retrofitting existing buildings where floor load limits are tight.
- Balsa Wood: Offers a high stiffness-to-weight ratio but is sensitive to environmental moisture if not sealed.
- Honeycomb: Provides exceptional lightness with zero moisture absorption, ideal for marine or high-humidity applications.
- Foam (XPS/PET): Extremely lightweight and waterproof, though it sacrifices some compressive strength compared to wood or honeycomb.
At Rax Panel, we integrate high-stiffness balsa with custom-engineered sealing protocols to eliminate thermal bridging and moisture risks. Our team conducts rigorous experimental testing to ensure our composites meet stringent data standards, allowing us to deliver panels that are lighter, stronger, and more reliable than generic alternatives.
| Core Type | Key Specs | Performance | Risk Factor | Rax Panel Advantage |
|---|---|---|---|---|
| Balsa Wood | Organic material; High stiffness-to-weight ratio | Superior structural rigidity for ISO 5 labs; Vibration sensitive | Hygroscopic; Absorbs moisture leading to swelling/rot if unsealed | Custom-engineered sealing protocols; Eliminates thermal bridging; 24/7 technical support |
| Honeycomb (Al/PP/Fiberglass) | Inorganic structure; Impermeable; Zero moisture absorption | Excellent dimensional stability; Resistant to delamination and fungal growth | Higher manufacturing complexity; Potential cost premium over basic foams | Tailored core selection (e.g., Aluminum for marine zones); Optimized for hygiene standards |
| Foam (XPS/PET/PU/PVC/GPS) | Closed-cell structure; Lightweight; Thermal insulation | Good thermal efficiency (+20% R-value with GPS); Waterproof | Lower compressive strength/stiffness compared to balsa or honeycomb | Integrated with high-strength facings; Meets stringent fire ratings and hygiene standards |

Surface Materials for Balsa Core Cleanroom Panels
Stainless steel, pre-coated aluminum, and antimicrobial finishes are the primary surface skins for balsa core cleanroom panels, each balancing durability, cost, and hygiene for ISO 5 compliance.
Stainless Steel Skins
For the most demanding ISO 5 cleanrooms, stainless steel skins offer unparalleled structural integrity and chemical resistance. Unlike standard aluminum, stainless steel does not dent or scratch easily during assembly, preserving the smooth surface required to prevent particle accumulation. In our experience working with semiconductor and biopharmaceutical clients, the rigid nature of stainless steel complements the high stiffness of balsa cores, creating a panel system that resists deformation under heavy HVAC loads.
We utilize high-grade 304 or 316L stainless steel for these applications. These grades provide excellent corrosion resistance against the aggressive cleaning agents and sterilants used in cleanrooms. The surface is typically finished with a #4 brush or mirror polish to eliminate micro-grooves where bacteria could hide. While the initial capital expenditure is higher than aluminum, the lifecycle cost is significantly lower due to reduced maintenance and replacement frequency.
- Corrosion Resistance: 316L grade withstands harsh sanitizers and humidity fluctuations without pitting.
- Durability: Highly resistant to impact and abrasion, maintaining surface smoothness over decades of use.
- Hygiene: Non-porous finish prevents bacterial adhesion, meeting strict ISO 5 particulate limits.
Pre-Coated Aluminum
Pre-coated aluminum remains the industry standard for general-purpose cleanrooms and laboratories where budget constraints exist alongside hygiene requirements. Our factory applies a specialized fluoropolymer coating, typically PVDF, to the aluminum sheets before bonding them to the balsa core. This coating process ensures a uniform, consistent surface free from the oil canning effects often seen in bare metal panels.
The pre-coating is baked on at high temperatures, creating a chemical bond that is far superior to post-installation painting. This results in a surface that is highly resistant to UV degradation, color fading, and chemical attack. We offer a wide palette of colors, allowing facility managers to use visual cues for zoning different cleanroom classes or airflow directions within the ISO 5 environment.
- Chemical Stability: PVDF coatings resist degradation from common laboratory acids and bases.
- Aesthetic Consistency: Factory-applied coating ensures uniform color and texture across large installations.
- Cleanability: Smooth, non-absorbent surface allows for rapid wiping and sterilization without damaging the finish.
Antimicrobial Finishes
In healthcare and advanced biotech applications, standard cleanability is not always enough. Antimicrobial finishes incorporate silver-ion or copper-based technology directly into the surface coating. These agents actively disrupt the cellular structure of bacteria and viruses, preventing them from multiplying on the panel surface.
Our engineering team has tested these finishes to ensure they do not compromise the adhesion between the skin and the balsa core. The antimicrobial layer is integrated into the topcoat, meaning it remains effective even after repeated cleaning cycles. This feature provides an additional layer of defense against contamination, which is critical in ISO 5 environments where airborne microbial counts must be strictly controlled.
- Active Protection: Silver-ion technology inhibits the growth of bacteria, mold, and mildew.
- Durability: Resistant to wear from frequent cleaning, maintaining efficacy throughout the panel’s lifespan.
- Safety: Non-toxic and compliant with international health and safety standards for medical facilities.
Fire Safety and Certification for Organic Cores
Organic cores like balsa are inherently combustible, creating legitimate hesitation for cleanroom specifiers. Compliance depends not on the raw core alone, but on certified flame retardant treatments and the fire performance of the complete encapsulated panel assembly.
Flame Retardant Treatment Realities for Balsa
End-grain balsa, in its natural state, carries a Euroclass E fire rating — essentially combustible. This is an uncomfortable truth that suppliers sometimes gloss over. Achieving compliance for cleanroom applications requires that the raw balsa block undergo industrial flame retardant treatment before it ever enters a panel press.
The standard industry method is vacuum pressure impregnation (VPI), where balsa blocks are submerged in fire retardant chemicals — typically monoammonium phosphate, borax-boric acid blends, or similar phosphorus-based compounds — and placed under vacuum to force deep penetration into the end-grain cellular structure. Surface coating alone is insufficient and will not pass fire testing.
Properly treated balsa can achieve a Class B or Class C rating under ASTM E84, with flame spread indices below 75. However, specifiers must understand that treatment loading levels directly affect mechanical properties. Over-treatment can reduce compressive strength by 8-12%, which is why core density selection and chemical loading must be engineered together — not specified independently.
Our engineering team at Rax Panel does not manufacture raw balsa blocks or apply VPI treatment ourselves. We source pre-certified, fire-retardant-treated balsa from specialized core material suppliers, then integrate it into complete composite panel assemblies with non-combustible facings such as Stainless Steel, Aluminum, or FRP sheets. The fire rating of the final delivered panel is validated through third-party testing of the entire assembly — core, adhesive layer, and skins together — not theoretical calculations based on individual components.
Smoke Density Ratings and Toxicity Thresholds
Smoke generation is often the more dangerous variable in enclosed cleanroom environments than flame spread itself. A fire that produces heavy, toxic smoke can trigger catastrophic contamination events and evacuation failures long before structural compromise occurs.
Two standards dominate smoke density evaluation for composite panels:
- ASTM E662: Measures specific optical density (Ds) of smoke generated by flaming and non-flaming decomposition. Cleanroom-grade panels typically must achieve Ds max values below 100 at 4 minutes for the flaming mode.
- ISO 5659-2: The European counterpart, measuring smoke production under controlled heat flux. Many pharmaceutical and semiconductor facilities require Ds values within specific bands depending on the ISO 14644 cleanroom classification.
Organic cores inherently produce more smoke than mineral alternatives like rockwool or MgO. This is not a defect — it is a material characteristic. The mitigation strategy relies on the non-combustible facing skins acting as a physical barrier, delaying smoke release during the critical initial minutes of a fire event. This is why skin material selection is not merely an aesthetic or hygienic decision in cleanroom construction; it is a life-safety engineering choice.
ISO 5 Cleanroom Compliance Pathway
It must be stated clearly: ISO 14644-1 Class 5 (formerly Federal Standard 209E Class 100) governs airborne particulate cleanliness, not fire performance directly. Fire safety in ISO 5 facilities falls under NFPA, FM Approvals, and local building codes such as GB, UL, or CE frameworks.
The compliance question for organic-core panels in ISO 5 environments is therefore twofold: Does the panel assembly meet the fire rating required by the authority having jurisdiction, and does it maintain particulate integrity after fire-retardant treatment without off-gassing contamination?
Fire-retardant chemicals can migrate under high humidity or temperature cycling, potentially releasing volatile compounds that compromise cleanroom classification. This is why our Rax Panel assemblies undergo both fire performance certification and material off-gassing verification during the qualification process. We provide complete documentation packages — including fire test reports, smoke density data, and material safety certificates — so that cleanroom validation engineers can verify compliance with their specific regulatory framework rather than relying on generic manufacturer claims.
For projects where the authority having jurisdiction mandates non-combustible cores regardless of assembly performance, mineral alternatives like rockwool remain the correct specification. Balsa-core panels are appropriate when the fire code allows for treated combustible assemblies enclosed within non-combustible facings — a pathway permitted under most international standards for controlled-environment construction.

Installation and Sealing Protocols for ISO 5
ISO 5 certification is won or lost at the joints. Even the highest-specification balsa core panels will fail particle count validation without precision modular alignment, multi-stage sealing, and quantified leak testing protocols.
Modular Assembly Precision
Achieving a sterile ISO 5 environment requires a rigid framework where every panel interlocks with sub-millimeter accuracy. Unlike standard construction, cleanroom modular assembly relies on specialized aluminum profiles that act as the structural skeleton. These profiles must be pre-drilled and calibrated to match the exact dimensions of our high-stiffness balsa core panels.
When installing stainless steel or FRP-faced panels, the goal is to eliminate any “dead zones” or crevices where particulate matter could accumulate. Our engineering team ensures that the panel edges are perfectly square during the lamination process. This allows the modular walls to slide into the track profiles smoothly, preventing the need for excessive force that could crack the balsa core or delaminate the skin.
We recommend using a laser level during the initial track installation to guarantee vertical plumb. Even a slight deviation in the floor track can compound over the height of the wall, forcing panels to bow or gap at the seams. Properly aligned modular systems distribute the structural load evenly across the balsa core, maximizing its natural stiffness-to-weight ratio without stressing the adhesive bonds.