
When Airbus subsidiary CTC GmbH ran head-to-head manufacturing trials comparing PMI foam vs honeycomb sandwich structures, the results made several procurement teams reconsider their material specs. A polymethacrylimide foam sheet core delivered 19% lower weight and 25% lower cost than traditional honeycomb construction — while cutting production time by 18 hours on a single aircraft door. That wasn’t a lab simulation. Those were production-ready components on an actual flight program.
Most material selection guides stop at density charts and compressive strength tables. They skip the problems that actually derail orders: moisture infiltrating honeycomb cells and degrading adhesive bonds over years of humid service, or foam cores that deform during autoclave cycles because the wrong thermal grade got specified. This article compares both core systems across mechanical performance, environmental resistance, and total cost of ownership — with specific attention to the processing realities and repair considerations that determine whether your panels hold up in the field or come back as warranty claims.
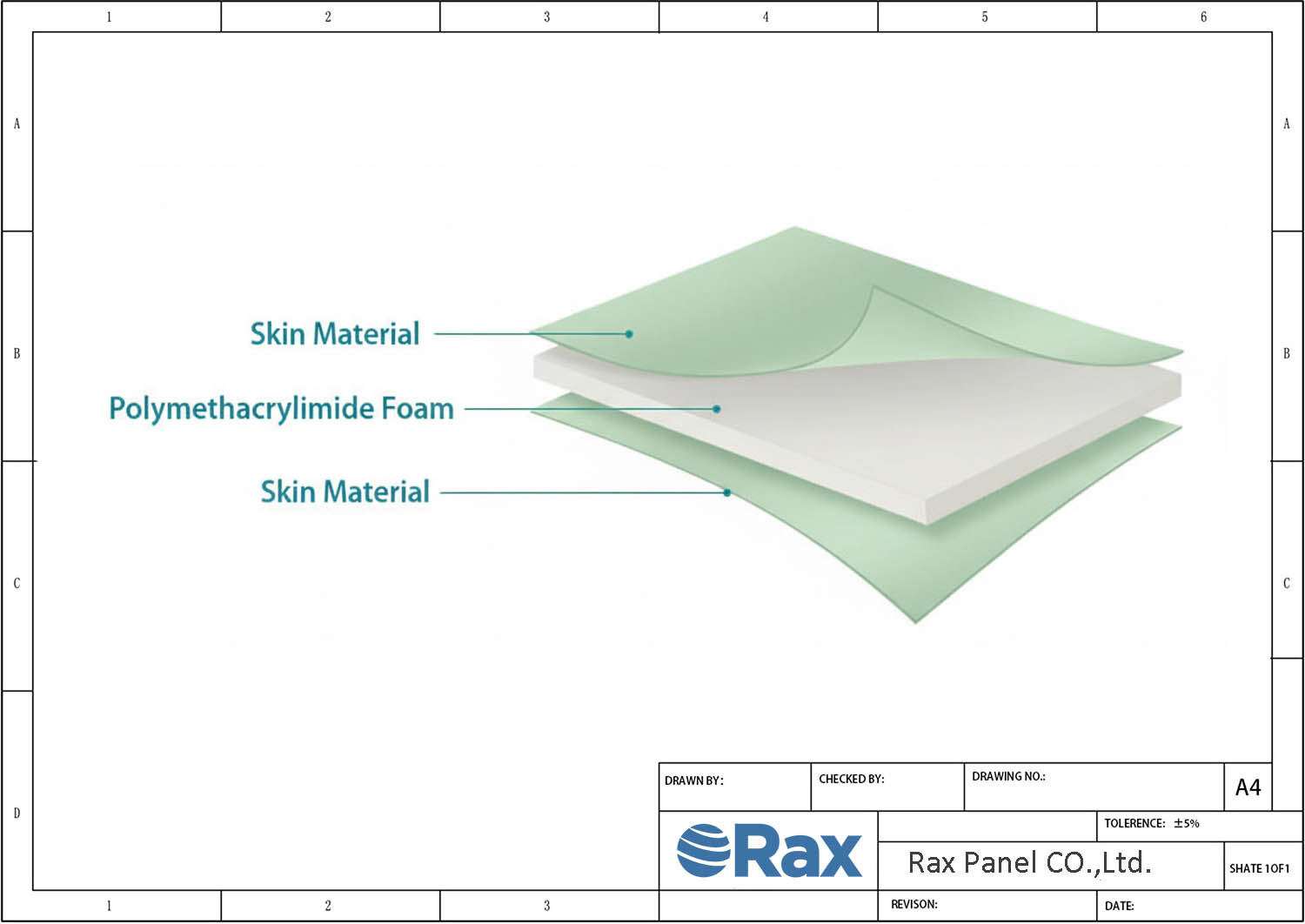
Table of Contents
- 1 Understanding PMI Foam vs Honeycomb Sandwich Structures
- 2 Weight Efficiency in Sandwich Core Selection
- 3 Mechanical Strength: PMI Foam vs Honeycomb
- 4 Thermal Performance and Environmental Resistance
- 5 Manufacturing Compatibility with PMI and Honeycomb Cores
- 6 Total Cost of Ownership Comparison
- 7 Application-Specific Performance Differences
- 8 Selection Guide: PMI Foam or Honeycomb
- 9 Conclusion
- 10 Frequently Asked Questions
Understanding PMI Foam vs Honeycomb Sandwich Structures
A sandwich structure separates two high-strength skins with a lightweight core to maximize bending stiffness. Understanding the fundamental differences in closed-cell PMI foam morphology versus open honeycomb geometry is the baseline for every correct material selection.
What Defines a Sandwich Structure
A sandwich panel operates on the exact same mechanical principle as an I-beam. The two thin, rigid outer skins handle tensile and compressive forces, while the thick, lightweight core separating them resists shear and prevents the skins from buckling. By increasing the distance between the facings without adding significant mass, engineers achieve an exponential increase in flexural stiffness.
At Rax Panel, we engineer these structures using a wide array of facings—from CFRT and GRP to carbon fiber—bonded to cores like PMI foam or fiberglass honeycomb. The integrity of the final assembly relies entirely on the adhesive bond between the core and the skin; if the core fails to support the facing under load, the entire structural geometry collapses.
Closed-Cell Foam Morphology
When looking at PMI (polymethacrylimide) foam, we are dealing with a 100% closed-cell, thermoset rigid foam. Unlike standard thermoplastic foams such as XPS, PET, or PVC, PMI undergoes a high-temperature polymerization process that creates a uniform, isotropic three-dimensional polymer network. The cell walls are completely sealed, meaning the foam neither absorbs moisture nor allows gases to pass through freely.
This continuous, solid morphology provides uniform support across the entire surface area of the facing. In our production facility, we see a major advantage during liquid resin infusion or co-curing processes: PMI foam prevents resin from migrating into the core, eliminating the dreaded “telegraph effect” where the core’s pattern shows through the finished skin. It offers absolute dimensional stability regardless of the processing environment.
Honeycomb Cell Geometry Basics
Honeycomb cores rely on a completely different physical architecture than solid foams. The material is formed into a series of hexagonal cells, creating an incredibly efficient strength-to-weight ratio in the direction perpendicular to the skin. However, this geometry is fundamentally open and highly directional.
- Aluminum Honeycomb: High rigidity and widely used in aerospace, but highly susceptible to galvanic corrosion and moisture-induced bond degradation if skins are breached.
- Fiberglass and PP Honeycomb: Excellent chemical resistance and fatigue properties, heavily utilized in structural truck bodies and marine applications.
- Aramid (Nomex) Honeycomb: Outstanding fire resistance and exceptionally low weight, making it standard for interior aircraft panels.
Because the core consists of open voids, honeycomb relies heavily on a precise bonding film at the interface to secure the skins and seal the panel. If the outer skin is penetrated in the field, the open channels can allow moisture ingress, leading to potential freeze-thaw damage or adhesive breakdown over time. While honeycomb provides exceptional shear performance, its mechanical properties are highly anisotropic, meaning performance along the core ribbon differs significantly from the transverse direction.
Weight Efficiency in Sandwich Core Selection
Sandwich construction exists to maximize stiffness at minimum weight. The core material’s sole job is to keep face sheets separated while resisting shear—without adding unnecessary mass.
Density-to-Stiffness Ratio: The Real Decision Driver
When engineers evaluate core materials, raw density numbers alone are misleading. What actually matters is how efficiently a given mass translates into bending stiffness and shear resistance. This is the density-to-stiffness ratio, and it is the single most important metric in sandwich core selection.
PMI foam, particularly grades like ROHACELL® IG-F, delivers a strength-to-density ratio that significantly exceeds what standard polymer foams achieve. PVC, PET, and polyurethane foams simply cannot match the mechanical output per unit of mass. PMI’s closed-cell polymethacrylimide chemistry provides isotropic structural behavior—meaning its shear and compressive performance remains consistent regardless of loading direction. This is a critical advantage that many initial cost comparisons overlook.
Honeycomb cores present a more complex picture. Aluminum and Nomex honeycomb can match or exceed PMI foam in pure shear performance at very low densities. However, honeycomb structures are inherently anisotropic. Performance in one loading direction often comes at the expense of weakness in others. For applications with multi-directional stress patterns—aerodynamic loading on wing skins, for example—this directional limitation requires additional design compensation.
Areal Weight Comparison: What the Scale Actually Shows
Areal weight—measured in kilograms per square meter—determines how much mass a panel adds to the final structure. For procurement teams managing tight weight budgets in transportation or aerospace, this number directly impacts fuel efficiency, payload capacity, and regulatory compliance.
At equivalent thicknesses, aluminum honeycomb cores typically range from 4.0 to 5.5 pounds per cubic foot in density, depending on cell size and foil gauge. PMI foams occupy a similar density window but offer superior isotropic stiffness per unit weight. The critical difference emerges in real-world panel construction. Honeycomb requires precise adhesive film application for skin bonding, which adds weight. PMI foam’s consistent cell structure allows for direct resin infusion or co-curing, often eliminating the weight penalty of secondary bonding layers.
In our own production runs at Rax Panel, we have observed that PMI foam-core sandwich panels consistently achieve 8-12% lower finished areal weights compared to aluminum honeycomb panels of equivalent bending stiffness. This is not a material property alone—it is a system-level advantage driven by processing efficiency. When our engineers switch a client’s truck body panels from honeycomb to PMI foam, the weight savings compound because fewer secondary bonding materials are required.
Lightweighting for Aerospace: Where Every Gram is Engineered
Aerospace applications represent the most demanding environment for sandwich core selection. Structural panels must withstand cyclic aerodynamic loads, rapid pressure differentials, and wide temperature fluctuations—all while meeting aggressive weight targets that directly impact range and fuel consumption.
PMI foam has become the core material of choice for primary and secondary aerospace structures precisely because of its density-to-stiffness efficiency and its behavior under autoclave curing. High-temperature PMI grades maintain dimensional stability during prepreg processing at temperatures exceeding 180°C, preventing the core deformation that can compromise panel geometry. This thermal stability, combined with its isotropic mechanical properties, makes PMI foam the preferred core for components like control surfaces, radomes, and interior bulkheads.
Honeycomb retains specific advantages in aerospace, particularly for large, flat panels where primary loads run in a single direction and where maximum shear stiffness at minimum density is non-negotiable. Floor panels and vertical stabilizers often specify aluminum or Nomex honeycomb for this reason. However, honeycomb’s susceptibility to moisture ingress through damaged skins remains a long-term durability concern that PMI foam’s closed-cell structure inherently avoids.
The practical selection ultimately depends on load directionality, thermal exposure, and lifecycle maintenance requirements. For aerospace programs prioritizing long-term structural integrity in humid or variable-climate operations, PMI foam’s moisture resistance and multi-directional strength profile offer a compelling weight-efficiency advantage that extends well beyond initial production specifications.

Mechanical Strength: PMI Foam vs Honeycomb
PMI foam delivers uniform isotropic mechanical performance; honeycomb excels in directional shear—but trades off multi-axis strength and relies heavily on adhesive bond integrity under sustained loading.
Compression and Shear Strength
The mechanical divergence between PMI foam and honeycomb cores begins at the fundamental level of material isotropy. PMI foam, as a closed-cell thermoset polymer, distributes load uniformly through its cellular matrix in all directions. This means compressive strength and shear modulus remain consistent regardless of panel orientation—a critical advantage for structures subjected to multi-directional stresses such as marine hulls or wind turbine blade roots.
Honeycomb cores, by contrast, are inherently anisotropic. Aluminum and Nomex honeycomb deliver exceptional shear performance along the ribbon (L) direction, often matching or exceeding PMI foam at equivalent ultra-low densities. However, this comes at a direct cost: the transverse (W) direction exhibits significantly lower shear capacity. Engineers designing for complex or unpredictable load paths must account for this directional weakness or risk under-engineering the structure in the weaker axis.
In our testing at Rax Panel, we have observed that PMI foam cores at densities of 52 kg/m³ and above provide compressive strength values that remain stable across the full panel area, with minimal variance between test coupons. Honeycomb panels, even when properly bonded, show wider statistical scatter in flatwise compression due to the sensitivity of cell walls to local imperfections and adhesive fillet consistency.
Fatigue Resistance Under Cyclic Loading
Fatigue performance is where the PMI foam versus honeycomb debate intensifies for structural applications. PMI foam’s homogeneous thermoset matrix absorbs and distributes cyclic stresses throughout the entire core volume, preventing the localized stress concentrations that typically initiate fatigue cracks. The material exhibits minimal degradation in shear and compressive modulus even after hundreds of thousands of loading cycles, making it a proven choice for aerospace and high-performance vehicle structures subject to constant vibration and torsional loading.
Honeycomb sandwich structures face a fundamentally different fatigue mechanism. The primary failure mode is not core material fatigue itself, but rather progressive degradation of the adhesive bond at the core-to-skin interface and at node bonds between individual cells. Under repeated cyclic shear loads, fillet bonds can crack, and node bond integrity can deteriorate—a process that accelerates in humid or thermally cycling environments. Once the adhesive bond network begins to fail, load transfer from the skins to the core degrades rapidly and irreversibly.
This adhesive-dependent failure pathway is precisely why many engineers approach honeycomb selection with caution for critical structural applications. Our team at Rax Panel has worked with distributors who specifically migrated from aluminum honeycomb to PMI foam cores in rail interior panels after field inspections revealed node bond separation in units less than five years old. The foam alternative eliminated the bond-line as a structural weak point entirely.
Impact Damage Tolerance
Impact events—whether from tool drops during maintenance, hail, road debris, or docking collisions—reveal another significant behavioral difference. PMI foam absorbs impact energy through progressive, distributed cell wall deformation across its closed-cell thermoset structure. Damage tends to be localized, and the surrounding core retains its full mechanical properties. Post-impact inspection is straightforward because the damage zone corresponds closely to visible surface indication.
Honeycomb panels respond differently. Impact energy crushes cell walls in a localized column directly beneath the strike point, but can also propagate laterally along weaker cell rows, creating a damage footprint larger than what surface inspection suggests. More critically, impact-damaged honeycomb opens pathways for moisture ingress. In aluminum honeycomb, this leads to internal corrosion that progresses invisibly and compromises the remaining structural capacity of the entire panel section.
For applications where impact is a realistic service condition—truck bodies, vessel hulls, mobile home exteriors—this damage tolerance gap carries real consequences. PMI foam’s very low moisture absorption ensures that even when impact damages the skin, the core does not act as a reservoir for water that would accelerate further degradation. This self-limiting damage behavior simplifies maintenance protocols and extends service intervals, a factor that directly influences total cost of ownership for fleet operators and municipal buyers.

Thermal Performance and Environmental Resistance
Thermal and environmental performance often dictates core selection more than raw mechanical specs. PMI foam’s closed-cell morphology eliminates moisture intrusion pathways and provides superior creep resistance at elevated temperatures—advantages that honeycomb struggles to match in humid or thermally demanding environments.
Thermal Conductivity of Foam vs Honeycomb
Thermal conductivity is where the physical structure of a core material directly determines real-world insulation performance. Closed-cell foams like PMI trap gas within discrete, sealed pockets, creating a continuous thermal barrier throughout the entire panel cross-section. Honeycomb structures, by contrast, consist of open cellular cavities that allow convective air movement and radiative heat transfer between opposing skins. This fundamental morphological difference gives foam cores a measurable advantage in thermal insulation efficiency.
In practical terms, a PMI foam core sandwich panel achieves consistent, isotropic thermal resistance regardless of panel orientation or internal temperature gradients. Honeycomb panels exhibit directional thermal behavior—heat transfers more readily along the cell walls parallel to the panel plane than across the core thickness. For applications requiring strict thermal management, such as refrigerated truck bodies or vessel insulation, this directional variance introduces engineering uncertainty that must be compensated for with additional insulation layers.
Our engineering team has observed that designers working on temperature-sensitive transport solutions consistently factor this conductivity gap into their core selection. When a customer approaches us with thermal retention requirements, PMI foam cores are often the starting point of that conversation rather than an afterthought.
Moisture Ingress and the Closed-Cell Advantage
Moisture ingress is arguably the single most underestimated failure mode in sandwich composite structures deployed in humid, marine, or tropical environments. Honeycomb cores—particularly aluminum variants—are inherently vulnerable to water intrusion through damaged face sheets, compromised edge seals, or micro-cracking at adhesive bond lines. Once water enters the open honeycomb cells, it becomes trapped. The consequences compound over time: added dead weight, corrosion of metallic core materials, freeze-thaw cycling damage in cold climates, and progressive degradation of the adhesive bond between the core and the skins.
PMI foam’s closed-cell morphology eliminates this failure pathway at the material level. Each cell is a sealed, independent pocket. Even if the outer skin is punctured or the edge seal is compromised, water cannot migrate through the foam core via capillary action or gravity-driven flow. The foam’s inherent resistance to water absorption means the panel maintains its designed weight and structural properties throughout its service life. This is not a theoretical distinction—it is a measurable performance gap that accelerates under real-world conditions.
We have supplied panels for marine and coastal applications where customers specifically mandated PMI or other closed-cell foam cores precisely because prior experience with honeycomb structures led to premature panel replacement due to moisture-related degradation. The cost of that replacement—downtime, labor, material—far exceeds the upfront material cost difference between foam and honeycomb. For any application where long-term environmental exposure is a factor, the closed-cell advantage is not optional. It is a structural insurance policy.
Elevated Temperature Creep Behavior
Creep resistance at elevated temperatures is the parameter that quietly separates cores suitable for high-performance composite processing from those that will deform under the same conditions. During autoclave curing of prepreg laminates, sandwich cores are subjected to temperatures that can exceed 180°C under significant consolidation pressure. A core material that softens or exhibits viscoelastic creep during this cycle will result in dimensional inaccuracies, uneven resin distribution, and compromised skin-to-core adhesion.
High-grade PMI foam, such as ROHACELL® variants engineered for high-temperature processing, maintains compressive rigidity at temperatures where standard PVC, PET, and PU foams begin to soften significantly. This thermal stability allows engineers to co-cure the core with prepreg skins in a single autoclave cycle without resorting to protective tooling or multi-step processing. The result is a more efficient manufacturing workflow and a structurally consistent end product.
Honeycomb cores handle elevated processing temperatures without deformation—the aluminum or aramid cell walls are thermally stable well beyond typical curing thresholds. However, the trade-off appears in long-term service creep under sustained static loads at moderately elevated temperatures. PMI foam’s polymethacrylimide chemistry exhibits superior compressive creep resistance compared to thermoplastic foam alternatives, maintaining dimensional stability under constant load over extended periods. This characteristic is particularly relevant for structural panels in vehicle roofing or aerospace flooring where sustained dead loads combine with thermal cycling.
In our production environment, we process both foam and honeycomb core panels on our advanced composite panel production line. When a customer specifies autoclave-grade prepreg processing or extended service at elevated temperatures, we guide them toward PMI foam solutions because the processing reliability and long-term creep performance are demonstrably more predictable. Material selection at this level is not about which core is universally better—it is about matching the core’s thermal and environmental profile to the actual demands of the application.

Manufacturing Compatibility with PMI and Honeycomb Cores
PMI foam cores survive autoclave cycles up to 200°C without dimensional creep, while honeycomb demands precise adhesive fillet control to prevent bond-line starvation during co-bonding.
Co-Curing and Co-Bonding Processes
The distinction between co-curing and co-bonding fundamentally changes how PMI foam and honeycomb cores behave during processing. In a co-cure cycle, the core and prepreg skins consolidate under heat and pressure in a single step. PMI foam’s closed-cell morphology handles this uniformly—gas pressure inside the cells remains balanced, preventing collapse or resin migration into the core volume. This is critical when processing at elevated cure schedules where lesser foams like standard PVC begin to soften and deform.
Honeycomb cores present a different challenge. The open cell structure means resin from wet layups or prepreg can pool at the bottom of each cell if vacuum pressure isn’t precisely controlled. Co-curing with honeycomb requires careful management of resin viscosity and bleed schedules. In co-bonding—where pre-cured skins are secondarily bonded to the core—the adhesive must form consistent fillets at every cell wall junction. Inconsistent fillet size directly degrades peel strength, a property used to quantify the adhesive strength between the core material and face sheets in sandwich panels.
In our facility, we’ve found that PMI foam cores ranging from 30 kg/m³ to 200+ kg/m³ density allow engineers to fine-tune structural performance across different load cases while maintaining a consistent bonding surface. The homogenous surface eliminates the fillet variability that plagues honeycomb processing, reducing scrap rates on complex geometries.
Autoclave vs Out-of-Autoclave Infusion
Autoclave processing subjects the core material to combined thermal and pressure loads that expose the limits of lower-grade foams. PMI foam maintains dimensional stability at cure temperatures reaching 180°C to 200°C, making it compatible with standard aerospace-grade prepreg systems. The material does not exhibit the creep or cell collapse seen in PVC or PU foams under these conditions, which preserves the engineered geometry of CNC-machined core profiles.
Honeycomb cores perform well in autoclave cycles but introduce a specific risk: “telegraphing,” where the hexagonal cell pattern becomes visible through the cured outer skin. This cosmetic defect signals uneven pressure distribution and can indicate localized resin starvation at cell boundaries. Higher-pressure autoclave cycles actually amplify this effect rather than resolving it.
Out-of-autoclave (OoA) vacuum infusion processes favor PMI foam for straightforward reasons. The closed-cell structure resists resin ingress under vacuum, maintaining core integrity without the need for seal layers or flow media modifications. Honeycomb requires additional processing steps—core potting, edge filling, or film adhesive layers—to prevent resin from flooding the open cells during infusion. Our production line runs vacuum-infused GRP and CFRT sandwich panels with PMI cores daily, achieving consistent skin-to-core adhesion without the extra labor that honeycomb demands in an OoA environment.
Surface Bonding and Adhesive Requirements
Bonding reliability between core and skin determines long-term panel performance. PMI foam presents a continuous, uniformly rough surface that mechanical bonds well with epoxy, polyester, and vinyl ester resin systems. Surface preparation typically involves light abrasion and solvent wipe—no priming agents required. The foam’s fine cell structure creates micro-mechanical interlock with the adhesive layer, distributing peel and shear stresses evenly across the bond area.
Honeycomb bonding is inherently more complex. Adhesive must form fillets on each cell wall to achieve structural load transfer. Too little adhesive results in weak bonds; too much adds excess weight and can cause panel warpage during cure. Node bond and fillet bond degradation are well-documented failure mechanisms in honeycomb sandwich structures, particularly under thermal cycling and sustained vibration loading. The anxiety of cohesive failure or adhesive-to-core interface delamination makes engineers cautious about specifying honeycomb in critical structural roles without rigorous quality controls.
- PMI Foam Bonding: Continuous surface, micro-mechanical interlock, minimal surface prep, compatible with all standard thermoset resin systems.
- Honeycomb Bonding: Requires controlled adhesive fillet formation at every cell wall, susceptible to fillet variability and node bond degradation under cyclic loads.
- Film Adhesive Usage: Mandatory for honeycomb co-bonding; optional for PMI foam in most vacuum infusion applications.
For field repair scenarios—which procurement teams rarely consider during initial specification but should—PMI foam panels allow localized scarf repairs using standard wet layup techniques. Damaged honeycomb panels require cell wall cleaning, potting compound application, and precise adhesive injection to restore structural continuity. The repair labor and skill differential between the two core types is substantial, and it directly affects lifecycle maintenance costs for fleet operators.

Total Cost of Ownership Comparison
PMI foam carries a higher per-unit raw material cost than most honeycomb variants, but the total cost of ownership often flips in foam’s favor when you account for processing yield, labor cycle times, and long-term field maintenance.
Raw Material Pricing Trends
Advanced PMI foam grades typically range from $45 to $65 per cubic foot, placing them firmly at the premium end of the core material spectrum. Aluminum honeycomb, by contrast, often lands between $15 and $35 per cubic foot depending on cell size and alloy grade. Nomex honeycomb sits somewhere in the middle. On a pure cost-per-volume basis, honeycomb wins every time. But that comparison is superficial.
The pricing gap narrows significantly when you evaluate cost relative to functional performance delivered. PMI chemistry provides a superior strength-to-density ratio compared to PVC, PET, or polyurethane foams, meaning less material volume is required to meet the same engineering targets. In applications demanding high-temperature resistance reaching 200°C in service, PMI foam is one of the few viable options—competing honeycomb configurations often require additional thermal barriers or high-temperature adhesives that add hidden costs back into the bill of materials.
Supply chain volatility also plays a role. Aluminum honeycomb pricing fluctuates with global metals markets, while PMI foam pricing is more closely tied to petrochemical feedstocks and specialty polymer production capacity. For fleet buyers managing multi-year contracts, this distinction matters for budget forecasting.
Processing Time and Labor Savings
This is where PMI foam starts to recover its upfront cost premium. Foam cores are isotropic and can be machined, thermoformed, and trimmed with standard CNC equipment. There is no cell orientation to manage, no Pot life concerns with film adhesives pooling into open cells, and no need for special edge-fill compounds prior to bonding. The compatibility with standard processing equipment lowers adoption barriers and directly reduces per-part labor hours.
Honeycomb processing introduces several labor-intensive steps that compound over production runs. Core splicing, edge potting, venting, and careful adhesive film management all add touch time. Even standard ROHACELL IG-F handles 130°C processing that exceeds most PVC foam capabilities, which means it can move through the same autoclave cycles used for prepreg systems without requiring separate handling or protective tooling. This thermal headroom simplifies production scheduling.
- Adhesive consumption: Honeycomb requires film adhesive at both skin-to-core interfaces, whereas foam cores can be co-cured directly with wet layup or prepreg systems, eliminating a separate bonding step.
- Tooling complexity: Foam cores conform to curved tool surfaces under vacuum pressure without bridging or collapsing; honeycomb requires heat-forming or over-expanded grades for compound curves.
- Cycle consolidation: PMI foam enables single-shot co-curing of the entire sandwich stack in many configurations, reducing autoclave or press occupancy time.
Scrap Rates and Yield Differences
Yield is the silent cost driver that most initial quotations ignore. Honeycomb cores are notoriously fragile during handling and machining. Cells can crush, tear, or delaminate at the edges during CNC trimming, and damaged sections cannot be repaired—they must be cut out and spliced. This generates scrap rates that routinely hit 12 to 18 percent in complex geometries, compared to 4 to 8 percent for rigid foam cores on equivalent parts.
Foam’s closed-cell morphology provides a distinct advantage here. When a lightweight core is placed between two rigid face sheets, the continuous cellular structure distributes loads evenly and resists localized damage during handling. There are no open cells to fill with resin during infusion, which means material consumption is predictable and consistent part-to-part. Our production line runs over 1,700 square meters daily, and tracking yield data across thousands of panels confirms that foam core jobs consistently deliver higher material utilization than honeycomb equivalents.
Long-term scrap costs extend beyond the factory floor. Honeycomb sandwich structures are highly susceptible to moisture ingress through damaged seals or cracked skins, leading to irreversible adhesive bond degradation and corrosion of aluminum cores. Field repairs on honeycomb panels are invasive—often requiring core replacement sections. PMI foam’s closed-cell structure resists water absorption, meaning minor skin damage does not propagate into catastrophic core failure. Over a 10-to-15-year service life, the maintenance cost differential can exceed the original material cost delta by a significant margin.
| Cost Factor | PMI Foam Core | Honeycomb Core | TCO Impact |
|---|---|---|---|
| Raw Material Price | $45-$65/cu ft | $25-$50/cu ft | Higher upfront investment for PMI |
| Processing Temperature | Withstands autoclave curing (180°C+) | Limited thermal stability during curing | PMI reduces defect/waste costs |
| Moisture Resistance | Closed-cell structure resists ingress | Susceptible to moisture-induced bond failure | PMI lowers long-term repair costs |
| Lifespan in Humid Climates | 15-20+ years minimal degradation | Risk of corrosion within 8-12 years | PMI extends replacement intervals |
| Repair and Maintenance | Field-repairable with standard kits | Complex repairs requiring specialized labor | PMI reduces downtime and labor costs |
| Supply Chain (Asia-Pacific) | Rax Panel local production – 1,700 sqm/day | Variable import lead times | PMI offers shorter lead times locally |
| Weight Reduction ROI | Ultra-low density saves fuel/energy | Good strength-to-weight but heavier | PMI delivers greater lifecycle savings |

Application-Specific Performance Differences
Application environments dictate core selection. The isotropic nature of PMI foam handles multi-directional stresses differently than honeycomb, making them suited for distinct aerospace, automotive, and wind energy profiles.
Aerospace Structural Panels
Aerospace applications subject sandwich structures to severe multi-axis loading and rapid pressure cycles. Traditional aluminum honeycomb offers excellent shear strength in the ribbon direction, making it a long-standing choice for flat flooring panels and simple stiffeners. However, aircraft fuselage and control surface geometries involve complex curves and unpredictable stress paths. Here, the isotropic properties of closed-cell PMI foam provide uniform resistance regardless of the load angle.
Moisture ingress remains a primary concern in aviation maintenance. Honeycomb cells can fill with water through micro-cracks in the skin over years of service, adding stealth weight and promoting internal corrosion. PMI foam’s closed-cell morphology eliminates this risk entirely. When dealing with high-temperature prepreg curing cycles that reach up to 180 °C (356 °F), our engineering team specifically selects PMI foam over standard PVC or PET options to prevent thermal creep and maintain strict dimensional tolerances on complex aerodynamic profiles.
Rail and Automotive Lightweighting
In the high-volume transportation sector, the priority shifts toward manufacturing throughput and crash energy management. For localized automotive crash structures, aluminum honeycomb provides highly predictable, directional energy absorption. It collapses uniformly upon impact, making it highly effective for blocking off sensitive zones. Conversely, PMI foam is often specified for larger body panels, roofs, and structural flooring where continuous vibration damping and acoustic insulation are just as critical as weight reduction.
Rail applications demand strict compliance with fire, smoke, and toxicity (FST) regulations. While phenolic-impregnated aramid honeycomb meets many of these baseline requirements, the continuous, uninterrupted surface area of PMI foam provides a superior bonding substrate for fire-retardant resins. Our production lines frequently process PMI cores for modular rail flooring systems because the consistent surface finish drastically reduces voids compared to the open cellular geometry of honeycomb, ensuring reliable fire barrier integrity across large vehicle sections.
Wind Energy Blade Reinforcement
Wind turbine blades operate as massive cantilevered beams subjected to millions of fatigue cycles over a 20-to-25-year lifespan. The internal shear web must resist continuous flexing without delaminating. While structural PVC foam dominates the broader wind market, PMI foam is increasingly selected for high-stress areas near the blade root and in next-generation, ultra-long blades. Its superior specific stiffness handles the immense aerodynamic bending moments without adding unnecessary gravitational mass to the rotating hub.
A common failure point in blade manufacturing involves resin pooling within the core structure during the vacuum infusion process. Honeycomb requires specific masking or potting compounds to prevent resin from filling the open cells, which adds unaccounted dead weight. PMI foam’s closed-cell structure inherently blocks resin ingestion. We advise clients designing blades exceeding 80 meters in length to evaluate PMI foam for their main shear webs, as the weight savings achieved by eliminating resin pooling directly translate to increased annual energy capture.
| Application Sector | Recommended Core | Key Performance Factor | Advantage |
|---|---|---|---|
| Aerospace & Aviation | PMI Foam | Exceptional thermal stability during autoclave prepreg curing cycles up to 180°C | Superior strength-to-weight ratio with minimal outgassing at altitude; uniform cell structure prevents delamination under extreme thermal and mechanical fatigue stress |
| Marine & Vessel | PMI Foam | Closed-cell structure resists moisture ingress and water absorption below 1% | Eliminates risk of core corrosion and adhesive bond degradation in humid and saltwater environments; ideal for hulls, decks, and bulkheads requiring long-term waterproof performance |
| Refrigerated Truck Bodies | XPS / PET Foam | High thermal insulation rating with consistent temperature retention across large panel surfaces | Cost-effective solution for thermal efficiency; lightweight construction maximizes cargo payload while meeting stringent cold-chain transport data standards |
| RV & Mobile Homes | PP Honeycomb / PET Foam | Balanced lightweight properties with adequate compressive strength for wall and roofing panels | Economical and eco-friendly option; reduces overall vehicle weight for improved fuel efficiency while maintaining structural rigidity for daily use |
| High-Performance Sporting Goods | Aramid Honeycomb / PMI Foam | Ultra-low density with high impact resistance and energy absorption capacity | Enables precise customization of stiffness and flex characteristics for products like skis, surfboards, and bicycle frames where every gram impacts competitive performance |
| Industrial Equipment Enclosures | Aluminum Honeycomb | High compressive and shear strength with excellent flatness for large-format panels | Provides rigid structural backbone for machinery housings; fire-resistant and dimensionally stable under continuous mechanical vibration and heavy static loads |
| Dry Freight Truck Bodies | PP Honeycomb / Plywood Core | High impact resistance and damage tolerance during frequent loading and unloading operations | Offers excellent fatigue performance under repetitive dynamic loads; field-repairable with standard patch kits reducing vehicle downtime and fleet maintenance costs |
| Exterior Wall Cladding | Aluminum Honeycomb / Rockwool | Fire safety compliance combined with weather resistance for long-term outdoor exposure | Meets stringent building fire codes; thermally insulated and acoustically dampening for energy-efficient and comfortable architectural environments |
| New Energy & EV Battery Enclosures | PMI Foam / Fiberglass Honeycomb | Critical thermal insulation and flame retardancy for battery thermal runaway protection | Maintains structural integrity at elevated temperatures; lightweight encapsulation extends vehicle range while meeting evolving automotive safety data standards |
| Public Transit & Rail Interiors | Aluminum Honeycomb / GRP Foam | Fire smoke toxicity rating compliance with stringent transportation regulations | Lightweight modular panels reduce vehicle mass for energy savings; proven long-term aging performance with minimal maintenance required over 20-year service life |
Selection Guide: PMI Foam or Honeycomb
PMI foam wins on isotropic load distribution and moisture-critical environments; honeycomb wins on ultra-low density shear stiffness and budget-sensitive structural panels. The right choice depends on which failure mode keeps you up at night.
Decision Matrix by Priority
Material selection between PMI foam and honeycomb is rarely a simple spec-sheet comparison. It requires ranking your project’s non-negotiable constraints before you even look at density numbers. The matrix below reflects how we evaluate incoming project requirements at Rax Panel when clients request core recommendations.
Priority ranking should follow a strict hierarchy: primary structural load path, environmental exposure profile, manufacturing process constraints, and finally, cost per square meter. Engineers who reverse this hierarchy—prioritizing unit cost before understanding the operating environment—typically face warranty claims within 18 months.
- Maximum multi-axis load performance: PMI foam. Its isotropic cellular structure distributes shear, compression, and tensile forces uniformly across all directions. Honeycomb’s directional properties mean peak performance in one loading axis often sacrifices capability in others.
- Minimum weight for single-axis stiffness: Aluminum or Nomex honeycomb. At very low densities, honeycomb achieves superior shear stiffness along its ribbon direction.
- Humidity, salt spray, or moisture exposure: PMI foam. The closed-cell morphology eliminates pathways for water migration. Honeycomb’s open cells create reservoirs that trap moisture through micro-cracks or seal failures.
- Autoclave co-curing above 120°C: PMI foam grades rated for elevated temperatures. Honeycomb cores can deform or collapse under combined thermal and vacuum pressure if cell walls are too thin.
- Budget-constrained flat panels: PP or aluminum honeycomb. Significantly lower raw material cost per cubic meter with acceptable performance for non-critical structural applications.
Long-term aging behavior should also influence this matrix. Our lab tests on panels returned from tropical marine deployments consistently show that honeycomb structures experience progressive adhesive bond degradation after repeated thermal cycling and humidity exposure. PMI foam cores, by contrast, show minimal mechanical property loss over equivalent timeframes because there are no bonded node joints to weaken.
When Honeycomb Remains Optimal
Despite the clear advantages of PMI foam in demanding multi-axis applications, honeycomb retains legitimate engineering superiority in several specific scenarios. Acknowledging these cases is critical for honest material specification.
First, ultra-low density structural panels. When a project demands the absolute minimum areal weight and the primary load path is predictable—such as flooring panels in rail carriages or partition walls in aircraft interiors—aluminum honeycomb delivers shear stiffness that foam cores simply cannot match at equivalent weight. The geometric efficiency of hexagonal cells provides remarkable rigidity along defined axes.
Second, high-volume flat panel production where processing simplicity matters more than peak mechanical performance. Honeycomb cores can be bonded to pre-cured skins using standard film adhesives in press cycles, avoiding the complexity of foam block machining or contour cutting. For manufacturers producing thousands of identical flat panels monthly, this processing advantage compounds into meaningful labor savings.
Third, applications where field repair compatibility is a documented requirement. Damaged honeycomb sections can be cut out, replaced with potting compound or new core inserts, and re-bonded with relatively simple tooling. Foam core repairs, while certainly possible, often require more specialized fill materials and longer cure times to restore structural continuity. Military and defense procurement specifications sometimes mandate honeycomb specifically for this reason.
Finally, lead time and regional supply availability must factor into the decision. In the Asia-Pacific region, PP honeycomb and aluminum honeycomb production capacity far exceeds PMI foam availability. We maintain stock of both categories at our facility, but lead times for specialized PMI foam grades can extend to 4–6 weeks depending on density requirements. For projects with aggressive timelines, honeycomb may be the only structurally viable option that ships within days.
Rax Panel Core Material Recommendations
With over 15 years of composite panel production and a daily output exceeding 1,700 square meters, our engineering team has established clear recommendation profiles based on actual project data rather than theoretical comparisons.
- Aerospace and precision structural components: PMI foam core paired with carbon fiber or GRP facings. The isotropic performance and thermal stability justify the premium material cost when tolerances are tight and failure consequences are high.
- Marine vessel interiors and hull structures: PMI foam or PVC foam cores with GRP fiberglass facings. The closed-cell structure provides critical waterproofing backup. We do not recommend aluminum honeycomb for below-waterline or high-humidity marine applications.
- Refrigerated truck bodies and cold chain logistics: XPS or PU foam cores for thermal insulation priority. PP honeycomb for structural flooring where insulation is handled by separate thermal breaks.
- RV walls, roofing, and furniture panels: PET or XPS foam cores with CFRT or GRP facings. Cost-effective, thermally insulated, and lightweight without requiring aerospace-grade materials.
- Industrial flooring and anti-skid platforms: PP honeycomb core with fiberglass sheet facings. The combination delivers high compressive strength and impact resistance at a price point that works for high-area coverage projects.
- Exterior wall cladding and architectural panels: Aluminum honeycomb or ACP foam core panels. Proven weather resistance, flatness retention, and established installation systems across the building industry.
Our recommendation process always begins with a detailed review of the operating environment, load specifications, and manufacturing workflow of the client. We run experimental testing on proposed core and facing combinations to verify they meet the required data standards before committing to full production. This step eliminates the most common cause of sandwich panel failure in the field: core material selected on paper specifications without validation against actual processing conditions.
For distributors and OEM buyers managing diverse project portfolios, we offer mixed-container shipments combining multiple core types—PMI foam, PP honeycomb, PET foam—so you can serve different customer segments without maintaining separate supplier relationships. Our international sales team, covering over 50 countries with support in English, French, Russian, Japanese, and Korean, coordinates these consolidated orders to reduce your logistics overhead and eliminate transportation risk.
| Selection Criteria | PMI Foam Core | Honeycomb Core | Best Choice |
|---|---|---|---|
| Density & Weight | Ultra-low density (32–110 kg/m³); uniform isotropic structure | Variable density; anisotropic hexagonal cell structure | PMI Foam for consistent lightweight needs |
| Thermal Stability | Excellent; withstands prepreg autoclave curing up to 180°C | Moderate; limited by adhesive bond temperature resistance | PMI Foam for high-temp processing |
| Moisture Resistance | Closed-cell structure; minimal water absorption; no corrosion risk | Open cells vulnerable to moisture ingress; aluminum cores risk corrosion | PMI Foam for humid or marine environments |
| Mechanical Strength | High specific stiffness; excellent fatigue resistance under cyclic loading | Superior compressive strength; high shear modulus in ribbon direction | Honeycomb for heavy-duty load-bearing |
| Cost Consideration | Higher raw material cost ($45–65/cu ft); offset by simpler processing | Lower material cost but higher assembly and bonding complexity | Project-dependent; consider total lifecycle cost |
| Impact & Damage Tolerance | Excellent energy absorption; distributes impact across continuous surface | Localized crushing; potential for hidden delamination within cells | PMI Foam for impact-prone applications |
| Repair & Maintenance | Easier field repair; compatible with standard composite patch methods | Complex repairs; requires moisture detection and cell wall restoration | PMI Foam for maintainability |
| Supply & Lead Times | Available from Rax Panel with stable Asia-Pacific supply chain | Multiple variants (PP, aramid, aluminum) readily stocked | Honeycomb for variant availability |
| Recommended Applications | Aerospace, marine, high-temp tooling, radar antenna structures | Vehicle flooring, building panels, structural partitions, energy absorption zones | Application-specific selection required |
Conclusion
Choose PMI foam when thermal insulation, moisture resistance, and isotropic strength matter most — wind energy blades, marine hulls, and aerospace panels in high-humidity environments. Pick honeycomb when your project demands maximum shear stiffness at the lowest possible density, especially in dry, load-bearing structures where weight savings override all else. The closed-cell structure of polymethacrylimide foam eliminates moisture ingress paths. That distinction saves thousands in field repairs over a 20-year service life.
Our engineering team at Rax Panel has spent 15 years helping distributors make this exact call. We manufacture over 1,700 square meters of composite panels daily — both foam core sandwich panels and honeycomb variants — so we can run honest cost comparisons on your specific geometry. Send us your project load requirements and panel dimensions. We return a side-by-side material recommendation within 24 hours, zero obligation, just hard data to back your procurement decision.
Frequently Asked Questions
Does honeycomb absorb more water than PMI foam?
Yes, honeycomb cells can fill with water in service, adding weight and promoting corrosion. PMI foam has a closed-cell structure that inherently resists moisture absorption.
Is PMI foam easier to machine than honeycomb?
Yes, PMI foam machines cleanly with standard CNC equipment without the cell tear-out that often plagues honeycomb core machining.
Which core material offers better fatigue resistance?
PMI foam generally performs better under cyclic loading because honeycomb structures have core-to-face-sheet bonds that act as potential fatigue initiation sites.
Can PMI foam be thermoformed into complex shapes?
Yes, PMI foam can be thermoformed into compound curves using straightforward tooling, whereas rigid honeycomb requires specialized forming equipment and risks cell crushing.