
Most commercial vehicle builders still spec plywood for trailer floors and van interiors. The upfront cost looks reasonable on any quote sheet. But plywood rots in humid and refrigerated environments — and it happens faster than most fleet managers want to admit. Aluminum corrodes under salt exposure. Both materials add dead weight that eats into payload capacity on every single trip. Honeycomb panels for trailer floors built with polypropylene cores achieve densities as low as 0.3 g/cm³ while delivering the compressive strength required for heavy-duty commercial use. The material does not absorb water. It does not support fungal growth. No rot, no delamination, no surprise replacement costs mid-fleet cycle.
This article maps out the specific PP honeycomb panel applications where the economics actually work: commercial vehicle flooring, marine interiors, architectural partitions, and industrial packaging systems. We compare polypropylene honeycomb core directly against plywood, MDF, and aluminum in total cost of ownership — the comparison most suppliers sidestep — and walk through the selection criteria that determine which panel configuration fits your structural requirements. That part matters. Spec the wrong core density or skin material and you either overpay for performance you don’t need or face failures you can’t afford. By the end, you’ll know which panel specifications make sense for your application — and which ones are unnecessary upsells.
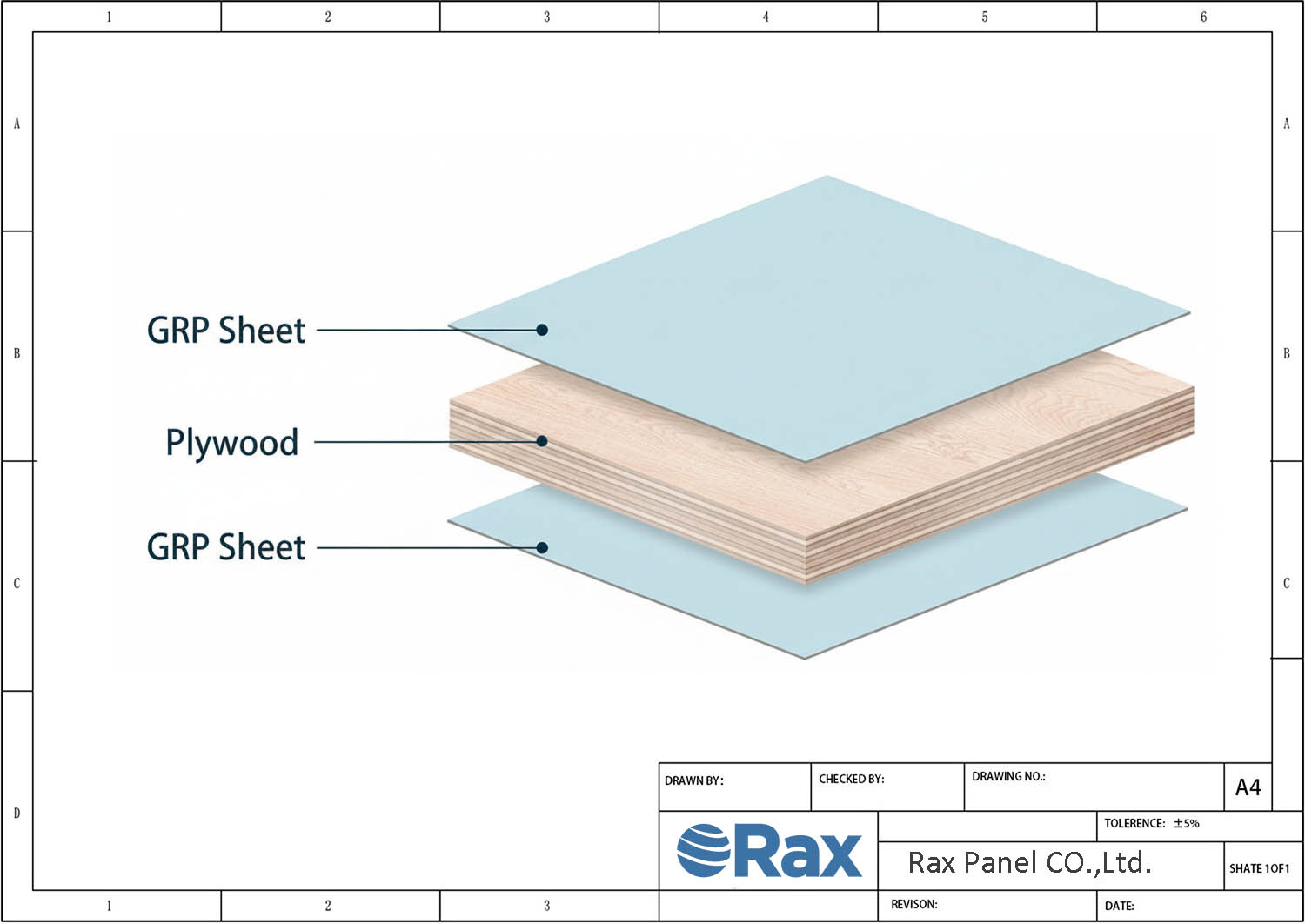
Table of Contents
- 1 What Is the PP Honeycomb Panel Used For?
- 2 Transportation and Automotive PP Honeycomb Uses
- 3 Marine and Aerospace PP Honeycomb Panel Applications
- 4 Construction and Building Applications of PP Honeycomb
- 5 Industrial Packaging and Logistics Uses
- 6 PP Honeycomb Panel vs Plywood and Aluminum Core
- 7 How to Select the Right PP Honeycomb Panel for Your Application
- 8 Sustainability and Recyclability of PP Honeycomb Panels
- 9 Conclusion
- 10 Frequently Asked Questions
What Is the PP Honeycomb Panel Used For?
A PP honeycomb panel is a thermoplastic sandwich composite built around a polypropylene honeycomb core. Its beehive geometry delivers structural rigidity at a fraction of the weight of solid sheet materials.
Definition and Core Structure
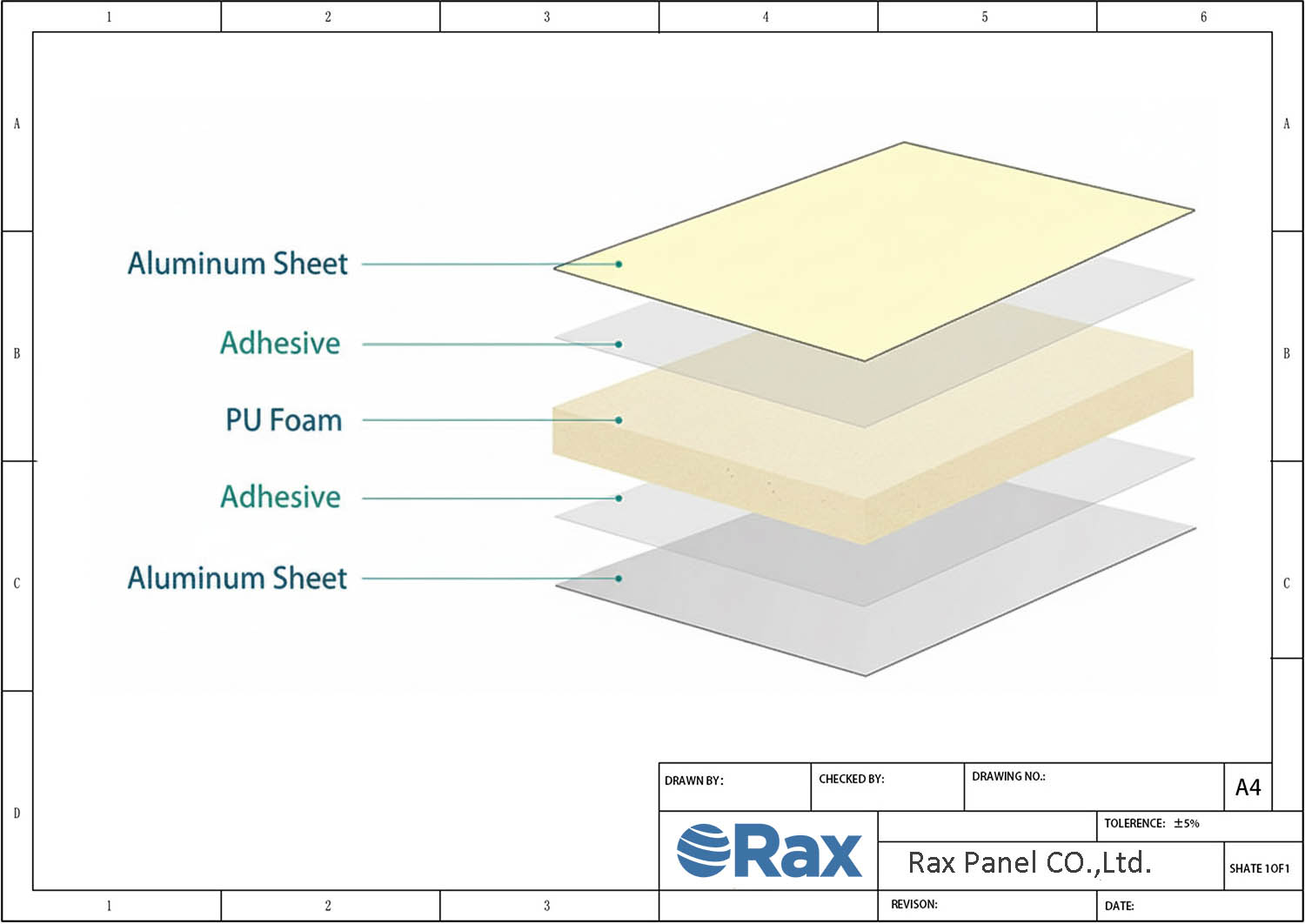
At its simplest, a PP honeycomb panel is a three-layer sandwich composite. The central layer is a polypropylene (PP) honeycomb core, a grid of hexagonal cells that mimics the natural structure of a beehive. This core is bonded between two rigid facing sheets, which can be made from fiberglass reinforced plastic (FRP), aluminum, CFRT, steel, or even plywood depending on the performance profile the application demands. The resulting panel behaves as a single structural unit: the skins handle tensile and compressive loads, while the honeycomb core resists shear forces and prevents the facings from buckling.
The manufacturing logic here is straightforward. Polypropylene is a thermoplastic, meaning the core can be produced continuously, cut to exact thicknesses, and thermally bonded to certain skin materials without adhesives at all. In our own production line, we frequently run PP honeycomb cores with non-woven polyester or PP fleece laminated to both surfaces. This fleece layer serves a critical functional purpose: it prevents liquid adhesives from flowing into and flooding the open honeycomb cells during secondary lamination with FRP or metal facings. Without that barrier, adhesive consumption spikes unpredictably, and the bond line becomes inconsistent.
Cell diameter, wall thickness, and core density are the three variables that dictate mechanical performance. Common cell sizes range from roughly 8 mm to 25 mm. Smaller cells yield higher compressive strength and a more uniform load distribution across the facing sheet. Larger cells reduce material usage and cost, but the facing material must be thicker to bridge the wider spans between cell walls without dimpling under point loads.
Key Material Properties Driving Adoption
Engineers specify PP honeycomb cores for reasons that go well beyond simple weight reduction. The combination of mechanical, chemical, and processing advantages is what has pushed this material into sectors that previously relied on plywood, metal sheet, or rigid foam cores. The following properties are the primary technical drivers behind broad market adoption:
- High strength-to-weight ratio: The hexagonal cell geometry distributes compressive and shear loads efficiently across a large surface area while using minimal polymer material. Panels achieve flatwise compressive strengths suitable for walk-on flooring and structural partitions without the mass penalty of solid polymer or metal sheets.
- Complete moisture and rot resistance: Unlike plywood or MDF, polypropylene absorbs virtually no water. It does not swell, warp, delaminate from humidity cycling, or support fungal growth. This property alone makes it the default core choice in refrigerated truck bodies, marine interiors, and any environment with repeated washdown cycles.
- Chemical and corrosion resistance: PP is inherently resistant to salts, acids, alkalis, and common industrial solvents. In marine applications, this eliminates the galvanic corrosion risks that plague aluminum honeycomb cores when paired with carbon steel or stainless steel fittings.
- Thermoformability: Because the core is thermoplastic, manufacturers can heat-form curved panels in a single operation rather than cutting, joining, and sealing multiple flat segments. This reduces part counts, fastener holes, and potential leak paths in the final assembly.
- Impact energy absorption: The honeycomb cells deform progressively under impact, absorbing kinetic energy through cell wall buckling rather than fracturing catastrophically. This behavior is valuable in crash-protection zones and drop-resistant packaging structures.
- Recyclability: PP honeycomb cores are a single-polymer system. At end-of-life, the core can be separated, shredded, and reprocessed without the complex sorting required for multi-material foam cores that blend thermoset resins with mixed facing materials.
One property that buyers frequently underestimate is acoustic damping. The cellular structure disrupts sound wave transmission more effectively than solid sheet or rigid foam of equivalent thickness. In enclosed spaces like vehicle cabins and vessel interiors, this translates to measurable noise reduction without adding dedicated sound-deadening layers.
It is worth noting the engineering boundaries clearly. PP honeycomb cores are optimized for non-structural and semi-structural applications: interior panels, partitions, flooring substrates, and furniture cores. They are not a direct replacement for aerospace-grade aramid or aluminum honeycomb in primary load-bearing aircraft structures, where operating temperatures and shear modulus requirements exceed what polypropylene can deliver. The value proposition is delivering 80 to 90 percent of the mechanical performance at a fraction of the material cost, with dramatically simpler processing and assembly.
Transportation and Automotive PP Honeycomb Uses
PP honeycomb cores are replacing plywood and metal in transportation because they cut panel weight by up to 60% without sacrificing compressive strength—directly translating to higher payload capacity and lower fuel burn per kilometer.
Automotive Interior and Exterior Panels
Automotive OEMs and Tier 1 suppliers have been phasing out solid plastics and metal substrates in favor of thermoplastic honeycomb sandwich structures. The reasoning is straightforward: every kilogram removed from a vehicle’s body improves fuel efficiency or extends EV battery range. PP honeycomb cores, when bonded to thin fiberglass reinforced polymer (FRP) or thermoplastic facings, produce rigid panels that meet crash-safety and dimensional stability requirements at a fraction of the weight of conventional substrates.
In passenger vehicles, these composite panels are commonly found in:
- Door panel substrates: PP honeycomb provides a rigid backbone for interior trim while absorbing side-impact energy.
- Trunk liners and load floors: The core’s high compressive strength resists deformation under cargo loads, maintaining a flat surface over thousands of load cycles.
- Seat back structures: Thermoplastic honeycomb replaces heavier steel frames, contributing to overall weight reduction targets.
A critical advantage of polypropylene honeycomb over thermoset alternatives is its recyclability. Since PP is a thermoplastic, end-of-life vehicle (ELV) compliance in regulated markets like the European Union becomes significantly easier to manage. Our engineering team at Rax Panel has worked with automotive clients who specifically select PP cores over PVC or PU foams for this regulatory reason alone—meeting ELV Directive 2000/53/EC targets without resorting to downcycling.
Commercial Truck Flooring and Wall Liners
In commercial freight and refrigerated transport, the flooring system is one of the most heavily stressed components in the entire vehicle. It must withstand forklift traffic, pallet jack impacts, concentrated point loads from cargo, and in refrigerated trucks, repeated thermal cycling between ambient and sub-zero temperatures. Traditional marine-grade plywood has been the default choice for decades, but its susceptibility to moisture absorption, fungal growth, and progressive delamination creates a costly replacement cycle.
PP honeycomb panels with fiberglass or aluminum facings offer a structurally superior alternative. The closed-cell nature of the polypropylene honeycomb means zero water absorption—a property that eliminates rot, swelling, and the hidden structural degradation that plywood suffers in high-humidity or wet freight environments. For refrigerated truck bodies specifically, the thermal insulation value of the honeycomb structure, combined with moisture-proof facing materials, reduces thermal bridging compared to aluminum-only floor systems.
The economic argument for fleet operators comes down to total cost of ownership:
- Payload gain: A PP honeycomb floor typically weighs 40–60% less than an equivalent plywood system. For a standard 40-foot trailer, this can translate to 200–400 kg of additional legal payload per trip.
- Service life: Unlike wood, PP honeycomb does not degrade under repeated moisture exposure, chemical spills, or UV exposure through trailer door openings. Fleet operators report service life extending well beyond the plywood replacement cycle.
- Fuel economy: Reduced deadweight directly lowers fuel consumption. Over a fleet of 50+ vehicles, the cumulative savings are substantial.
We manufacture GRP-faced PP honeycomb panels at Rax Panel specifically configured for dry freight and refrigerated truck body applications. Our production line allows us to adjust core density, cell size, and facing thickness to match the exact load-bearing specification the trailer manufacturer requires—whether that is a light-duty delivery van or a heavy-duty refrigerated semi-trailer operating in extreme climates.
RV and Caravan Structural Components
The recreational vehicle industry faces a unique engineering challenge: build a living structure that is strong enough to handle highway speeds, wind loads, and occasional off-road vibration, yet light enough to be towed by a standard consumer vehicle or carried on a light commercial chassis. Every component in the RV—walls, roof, floor, furniture partitions—must contribute to weight savings without compromising the rigidity passengers expect from a permanent dwelling.
PP honeycomb sandwich panels have become the material of choice for premium RV and caravan manufacturers for several structural reasons:
- Wall and roof panels: When PP honeycomb is bonded to thin FRP or CFRT facings, the resulting sandwich panel delivers the bending stiffness of a much thicker solid panel at a fraction of the weight. This allows RV designers to increase interior volume or add insulation without exceeding chassis weight limits.
- Flooring systems: RV floors must support dynamic loads from occupants, furniture, and water tanks. PP honeycomb cores resist fatigue cracking and permanent deformation better than foam cores under repeated point loading.
- Furniture and interior partitions: Lightweight honeycomb panels allow modular interior layouts without the cumulative weight penalty of MDF or particleboard cabinetry.
Moisture management is another decisive factor. Caravans and motorhomes are routinely exposed to condensation, rain ingress at seam points, and humidity from cooking and showering. Plywood and timber framework absorb this moisture, leading to the well-documented “delamination problem” that has plagued the RV industry for years. PP honeycomb is inherently hydrophobic. Even if the outer seal fails, the core does not swell, warp, or lose structural integrity. This single property has driven some of the fastest adoption rates for PP honeycomb in the RV sector—manufacturers market it as a permanent solution to moisture-related structural failure.
From our production floor at Rax Panel, we have observed a clear trend: RV manufacturers who initially specify PP honeycomb for flooring alone often return to expand its use into walls, roofing, and internal furniture within a single model cycle. Once the supply chain is established and the bonding processes are dialed in, the material’s versatility makes it the default substrate across the entire vehicle structure.
Marine and Aerospace PP Honeycomb Panel Applications
PP honeycomb cores are rapidly displacing traditional marine plywood and aluminum cores in semi-structural vessel interiors and non-critical aircraft cabin components, driven by superior moisture immunity and significant weight reduction.
Boat and Ship Interior Bulkheads
In marine construction, interior bulkheads and partitions demand a rare combination of high stiffness and absolute resistance to continuous moisture exposure. Traditional marine-grade plywood, even when treated, eventually succumbs to rot, delamination, and fungal growth at bonded interfaces. Polypropylene (PP) honeycomb cores completely eliminate these failure modes because the thermoplastic structure is inherently closed-cell and hydrophobic.
When integrated with fiberglass reinforced polymer (GRP) or CFRT facing skins, PP honeycomb sandwich panels create bulkheads that withstand continuous saltwater spray, high humidity, and UV exposure without structural degradation. The stiffness-to-weight ratio of these composite assemblies allows naval architects to significantly reduce overall vessel weight, directly improving fuel efficiency and increasing payload capacity without sacrificing rigidity.
Our engineering team has observed that shipbuilders frequently overlook a critical advantage: the thermoformability of PP honeycomb. Because the core can be heat-formed into curved geometries, complex interior components such as curved bulkhead sections and hull-liner panels can be manufactured with far fewer mechanical joints. This reduction in seam count directly lowers the risk of water ingress points—a primary cause of hidden core degradation in marine environments.
For hidden impact damage mitigation, a key concern in dock-side impacts or cargo shifts, PP honeycomb demonstrates superior energy absorption compared to rigid foam cores. The hexagonal cell structure buckles progressively under load rather than fracturing, meaning localized impact energy is distributed across a wider area of the panel, reducing the likelihood of catastrophic through-thickness failure that often goes visually undetected.
Aircraft Cabin Panels and Galley Components
Aerospace interiors have historically relied on aramid (Nomex) and aluminum honeycomb cores for structural cabin components. However, the industry is increasingly adopting PP honeycomb cores for non-structural and semi-structural applications where cost efficiency, chemical resistance, and manufacturing speed are prioritized over ultimate temperature performance.
Common aircraft applications for PP honeycomb sandwich panels include luggage compartment liners, overhead bin substrates, galley splash panels, and non-load-bearing partition walls. In these use cases, the material must meet stringent fire-resistance and smoke-density requirements—standards that PP honeycomb achieves when paired with appropriate flame-retardant skin formulations and specialized surface treatments.
- Galley Components: Trolleys, tray shelves, and spill-containment panels benefit from PP honeycomb’s resistance to cleaning chemicals, hydraulic fluids, and acidic beverage spills that would corrode aluminum cores over time.
- Cabin Liners and Partitions: Thermoplastic processing allows for complex thermoformed shapes with tight tolerances, reducing assembly labor and fastener count during MRO (Maintenance, Repair, and Overhaul) cycles.
- Cargo Area Liners: Lightweight panel substrates for Class C and E cargo compartments where impact resistance from shifting baggage and moisture resistance from condensation are critical service requirements.
A practical consideration for aircraft manufacturers and MRO providers is the total cost of ownership over the component lifecycle. Aluminum and aramid honeycomb panels require careful handling to prevent edge damage and are susceptible to galvanic corrosion when in contact with carbon fiber structures. PP honeycomb, as an electrically insulating thermoplastic, eliminates galvanic corrosion risks entirely and withstands the repetitive impact loads of galley cart traffic without surface denting that necessitates premature panel replacement.
We consistently advise aviation clients that PP honeycomb is not a universal replacement for Nomex or aluminum in primary flight structures or engine nacelle components. Its optimal application envelope lies in cabin interior and galley systems where the combination of weight savings, chemical inertness, thermoformability, and lower raw material cost delivers measurable operational advantages over the aircraft’s service life.
Construction and Building Applications of PP Honeycomb
PP honeycomb cores are rapidly replacing traditional MDF and plywood in construction interiors—delivering equivalent stiffness at a fraction of the weight while eliminating rot, formaldehyde emissions, and moisture-related structural failure.
Interior Partition Walls
Interior partition walls in commercial and institutional buildings face a constant threat from humidity fluctuations, plumbing leaks, and routine cleaning operations. Traditional gypsum board and timber stud assemblies absorb moisture over time, leading to warping, mold colonization, and eventual structural degradation. Polypropylene honeycomb core panels bonded with GRP or aluminum facings provide a completely hydrophobic alternative. The closed-cell nature of the PP thermoplastic structure means zero water absorption, eliminating the conditions that allow fungal growth in the first place.
From an installation standpoint, the weight differential is significant. A standard PP honeycomb sandwich panel with fiberglass skins weighs roughly 60% less than an equivalent MDF partition panel. This translates directly into reduced structural load requirements for the building frame, faster on-site handling by smaller crews, and lower transportation costs to the job site. For multi-story commercial projects, those labor and logistics savings compound quickly across hundreds of partition runs.
We have supplied PP honeycomb core panels for partition wall projects where the specification explicitly demanded zero VOC emissions—a requirement that immediately disqualified standard plywood and particle board options. Polypropylene is an inherently inert, fully recyclable thermoplastic. It requires no formaldehyde-based binders during manufacturing, which means the finished panel off-gasses nothing. For projects pursuing LEED certification or complying with strict indoor air quality standards, this material characteristic eliminates an entire compliance risk category before installation even begins.
Modular and Prefabricated Buildings
The modular construction sector operates on a simple principle: factory-controlled assembly must deliver superior consistency and speed compared to traditional site-built methods. PP honeycomb sandwich panels align directly with this requirement. The thermoplastic core can be cut, routed, and bonded with high precision using CNC equipment, producing wall, floor, and ceiling modules with dimensional tolerances that timber framing simply cannot maintain over production runs of hundreds of units.
Thermal performance is another critical factor. Prefabricated buildings, particularly temporary site offices and modular housing units deployed in extreme climates, demand effective insulation without excessive wall thickness. PP honeycomb panels paired with XPS or PET foam cores in a multi-layer sandwich configuration deliver reliable thermal resistance while maintaining a slim wall profile. The structural honeycomb layer handles compressive and shear loads, while the foam layer manages heat transfer. This separation of function allows engineers to optimize each layer independently for the specific climate zone and structural requirement of the project.
Durability under repeated transport and crane-lifting cycles is a non-negotiable for modular units that may be relocated multiple times during their service life. Our production line outputs PP honeycomb composite panels daily that are engineered to withstand the point loads and vibration stresses of repeated handling without core crushing or skin delamination. The thermoplastic nature of the PP core provides inherent impact energy absorption, meaning minor handling impacts that would permanently dent aluminum sheets or crack gypsum panels are absorbed harmlessly by the honeycomb structure.
Door Core Panels
Door manufacturers face a specific set of challenges that PP honeycomb cores address directly. Interior and exterior doors require a core material that provides rigidity and impact resistance, maintains dimensional stability across temperature and humidity swings, bonds reliably to a wide variety of facing materials, and keeps the total door weight manageable for hardware longevity and user safety. Paper honeycomb has served as the industry default for decades, but it carries well-documented weaknesses in moisture-laden environments.
PP honeycomb core eliminates every one of paper honeycomb’s failure modes. It does not absorb water, so it cannot swell, delaminate, or lose compressive strength when exposed to humidity or direct wetting. This is particularly critical for exterior door applications and for doors in healthcare, hospitality, and food processing facilities where routine washdown protocols expose the door assembly to frequent moisture contact. Door manufacturers using PP honeycomb report consistent flatness and predictable structural performance across production batches, reducing warranty claims related to warping and core collapse.
The bonding interface between the PP core and the door facing material—whether GRP, aluminum, plywood, or PVC laminate—requires careful surface preparation. In our factory, we apply non-woven fabric or specialized film barrier layers to the PP honeycomb surface during production. This step ensures proper adhesive consumption and bond strength without allowing resin to flood into the honeycomb cells and add unnecessary weight. For door manufacturers evaluating a switch from paper or PU foam cores to PP honeycomb, this surface treatment detail is the critical processing parameter that determines whether the final product achieves its designed mechanical performance.
Industrial Packaging and Logistics Uses
PP honeycomb panels have become the default spec in closed-loop logistics systems because they survive thousands of freight cycles without absorbing moisture, rotting, or losing flatness—the exact failure points that force plywood containers into replacement within 18 months.
Returnable Packaging Containers
In high-throughput supply chains, returnable packaging is a simple math equation: the longer the container survives, the lower the per-trip cost. PP honeycomb core panels, typically skinned with thermoplastic composite or fiberglass reinforced sheets, deliver a fatigue life that wooden crates and MDF boxes simply cannot match. The core structure absorbs repeated forklift impacts and stacking loads without permanent deformation, keeping the container flat and dimensionally stable across thousands of cycles.
The critical advantage in this application is moisture immunity. Wash-down cycles, refrigerated storage, and humid warehouse environments degrade plywood and metal fasteners rapidly. Polypropylene is inherently hydrophobic—water absorption sits below 0.1% by weight. This means no swelling, no fungal growth, and no structural degradation after years of exposure to condensation or chemical wash-downs.
At a density as low as 0.3 g/cm³, PP honeycomb containers also slash dead freight costs. For air freight and expedited logistics, every kilogram of packaging weight translates directly into fuel surcharges. Swapping a standard plywood transit container for a PP honeycomb composite unit typically reduces tare weight by 40–60%, depending on the skin configuration selected.
- Aviation transit boxes: Lightweight, impact-resistant enclosures for high-value goods that must survive rough tarmac handling without transmitting shock to the payload.
- Small containers and enclosure boxes: Stackable units used in automotive parts logistics, where dimensional consistency across production batches is non-negotiable.
- Custom dunnage inserts: Precision-cut honeycomb blocks that cradle irregular components, replacing foam inserts that degrade and shed particles into sensitive assemblies.
Our engineering team has configured returnable container systems for automotive tier-one suppliers who previously replaced plywood racks every 12–14 months. After switching to PP honeycomb with GRP skins, those same racks are still in rotation at the 36-month mark. The total cost of ownership difference is not incremental—it is transformative at scale.
Pallets and Dunnage Systems
Wooden pallets dominate global logistics because they are cheap on day one. But the hidden costs accumulate fast: splintering under point loads, nail protrusions that damage goods, moisture absorption that adds weight and promotes bacterial contamination, and eventual disposal fees. PP honeycomb composite pallets eliminate every one of those failure modes in a single material substitution.
Structural performance is where the engineering matters most. A PP honeycomb pallet, constructed with continuous fiber reinforced thermoplastic skins and a polypropylene honeycomb core, distributes concentrated forklift tine loads across a wider area than solid plastic or wood alternatives. This load-spreading behavior prevents localized core crushing—the hidden damage mode that causes sudden, catastrophic pallet failure under heavy static loads in rack storage.
For dunnage systems—the internal bracing and blocking material that secures cargo during transit—PP honeycomb offers a combination that no other material matches simultaneously: high compressive strength, minimal weight, and zero moisture interaction. Dunnage made from honeycomb panels can be cut, routed, and assembled with standard woodworking tools, lowering the barrier to adoption for packaging engineers already familiar with wood-based workflows.
- Hygienic compliance: PP honeycomb is non-porous and resistant to common cleaning agents, making it suitable for food, pharmaceutical, and cleanroom logistics where wooden pallets are prohibited.
- Export readiness: Unlike solid wood, polypropylene requires no ISPM-15 heat treatment or fumigation certification for international shipments, eliminating a compliance step entirely.
- End-of-life value: Thermoplastic honeycomb panels can be ground and reprocessed into lower-grade structural products, recovering material value instead of paying landfill disposal fees.
The economics shift dramatically in multi-trip logistics loops. A wooden pallet survives 5–10 trips on average before requiring repair or disposal. A PP honeycomb composite pallet, when properly specified with the correct skin thickness and core density for the intended load profile, routinely exceeds 50+ rotations. When procurement teams run the numbers on a per-trip basis rather than a unit-cost basis, the composite option wins decisively—particularly in closed-loop systems where return logistics are already built into the supply chain.

PP Honeycomb Panel vs Plywood and Aluminum Core
PP honeycomb cores outperform plywood on moisture immunity and match aluminum on corrosion resistance—but the real deciding factor for buyers is total lifecycle cost, not just the invoice price per square meter.
Weight and Strength Comparison
Transport manufacturers—whether building refrigerated truck bodies, dry freight trailers, or RV flooring—live and die by the payload equation. Every kilogram saved in wall panels or flooring translates directly into usable cargo capacity or reduced fuel burn. This is where the material trinity of plywood, aluminum honeycomb, and PP honeycomb diverges sharply.
Marine-grade plywood typically lands in the 600–800 kg/m³ density range. Aluminum honeycomb cores bring that number down significantly, but the cost of the aluminum skins and the core itself pushes material expenses upward fast. PP (polypropylene) honeycomb core sits in a middle ground that matters: densities between 60–120 kg/m³ depending on cell size and foil thickness, paired with fiberglass reinforced polymer (FRP) or CFRT skins, yield finished sandwich panels that are structurally competitive with aluminum-based assemblies at a notably lower weight-per-square-meter than plywood composites.
The critical nuance here is compressive strength relative to mass. PP honeycomb’s hexagonal cell geometry distributes load across the core uniformly, which means it resists localized deformation under concentrated weights—think pallet jack wheels on a truck floor—without the catastrophic core buckling that can plague poorly bonded foam alternatives. Our lab tests on FRP-skinned PP honeycomb panels confirm stable performance under repeated dynamic load cycles that would permanently compress PU or XPS foam cores in the same thickness class.
Aluminum honeycomb still holds an edge in absolute stiffness for aerospace-grade applications where every gram is engineered to tolerance. But for commercial transport, RV, and marine interiors, PP honeycomb delivers a stiffness-to-weight ratio that more than satisfies structural requirements—without the galvanic corrosion risks inherent in aluminum-to-skin interfaces.
Moisture and Chemical Resistance
This is the category where plywood simply cannot compete, and where aluminum reveals an overlooked vulnerability.
Plywood—even exterior-grade or marine-grade variants—is a porous organic material. Over time, micro-cracks in surface coatings, edge sealant failures, or repeated humidity cycling allow moisture ingress. Once water penetrates the lamination layers, delamination, fungal growth, and structural rot follow. In refrigerated transport applications where condensation is constant, plywood degradation is not a question of “if” but “when.” Maintenance crews in the cold chain logistics sector routinely replace plywood flooring panels every 3–5 years for this exact reason.
PP honeycomb is thermoplastic and inherently hydrophobic. It absorbs virtually zero water. There is no organic substrate for fungal colonization, no lamination layers to delaminate, and no swelling or dimensional change from moisture exposure. In marine applications, this eliminates the wood rot and delamination issues that plague traditional marine plywood, while also reducing overall vessel weight.
Aluminum cores share PP’s moisture immunity on paper, but introduce a different risk: galvanic corrosion. When aluminum honeycomb is paired with certain skin materials—particularly carbon fiber or steel fasteners in salt-laden environments—electrochemical reactions can degrade the core-skin bond over time. This is a well-documented failure mode in marine and coastal transport applications. PP, being non-conductive, completely eliminates galvanic corrosion as a design concern.
On chemical resistance, polypropylene is inert to most acids, alkalis, and solvents encountered in industrial transport environments—cleaning agents, fuel spills, refrigerants, and agricultural chemicals included. Plywood requires protective coatings that must be maintained. Aluminum can pit or oxidize depending on the chemical exposure.
Lifecycle Cost Analysis
Procurement teams evaluating panel materials often default to unit price per square meter. That number is misleading. A true lifecycle cost comparison for PP honeycomb versus plywood and aluminum cores must account for initial material cost, fabrication labor, service life, replacement frequency, and end-of-life disposal or recycling value.
- Initial Material Cost: Plywood composites are typically the cheapest upfront. PP honeycomb panels sit at a moderate price point above plywood but below aluminum honeycomb assemblies. The gap narrows further when you factor in plywood’s need for edge sealing, frequent coating maintenance, and higher shipping costs due to weight.
- Weight Penalty Savings: In commercial trucking, reducing panel weight by even 30–40% compared to plywood flooring adds hundreds of kilograms of payload capacity per vehicle. Over a fleet lifecycle, the fuel savings and additional revenue from payload justify the material premium within 12–18 months for high-utilization vehicles.
- Service Life and Replacement: Plywood in high-moisture or high-traffic applications often requires replacement within 3–5 years. PP honeycomb panels, when properly skinned with FRP or aluminum, routinely exceed 10–15 years of service in comparable conditions. Aluminum cores match or exceed that lifespan but at a significantly higher initial investment and with the caveat of galvanic corrosion risk in certain configurations.
- End-of-Life Value: PP honeycomb is fully recyclable as a thermoplastic. Plywood disposal in many jurisdictions incurs fees, especially when treated with preservatives. Aluminum retains scrap value, but reclamation costs for bonded sandwich panels can offset that advantage.
From a fleet operator’s perspective, the math is straightforward. If you are paneling a single prototype or a low-utilization unit, plywood may still make economic sense on paper. But for any application involving continuous moisture exposure, chemical contact, or high load-cycle frequency—refrigerated trucks, marine interiors, flatbed trailer flooring—the total cost of ownership for PP honeycomb panels consistently undercuts plywood due to elimination of replacement cycles and the payload efficiency gains. Our engineers have walked through these calculations with distributors across Southeast Asia and Europe, and the conclusion holds across vehicle classes and regional cost structures.
Aluminum honeycomb remains the correct specification for applications where maximum absolute stiffness at minimum weight justifies a premium—primarily aerospace and high-end defense. For everything else in the commercial transport and industrial space, PP honeycomb delivers the most efficient balance of upfront cost, durability, and recyclability currently available on the market.
How to Select the Right PP Honeycomb Panel for Your Application
Selecting a PP honeycomb panel is a balancing act between structural load, environmental exposure, and regulatory compliance—get the skin-core combination wrong, and you end up with delamination or hidden core failure that surfaces months later.
Skin Material and Thickness Options
The facing material you choose dictates the panel’s surface durability, bonding behavior, and ultimate application fit. Polypropylene honeycomb cores are thermoplastic by nature, which means they pair naturally with thermoplastic skins through thermal lamination—but they also accept adhesive bonding to non-thermoplastic facings when processed correctly.
For structural and semi-structural applications—truck bodies, trailer flooring, RV wall panels—GRP/FRP fiberglass sheets are among the most common selections. They provide high rigidity, impact resistance, and a gelcoat surface that is waterproof and chemically stable. Thickness typically ranges from 0.5mm to 2.0mm depending on whether the panel serves as a wall liner or a load-bearing floor. CFRT (continuous fiberglass reinforced thermoplastic) sheets offer a newer alternative: lighter, thinner, and more resilient due to their thermoplastic matrix, which makes them fully compatible with thermal bonding to PP cores.
Aluminum and ACP (aluminum composite panel) facings are selected when flatness, fire performance, or architectural finish quality is the priority—common in building partitions and door panels. For marine interiors, where saltwater exposure and humidity are constant threats, our engineering team defaults to GRP with gelcoat or stainless steel facings bonded to PP honeycomb cores because the combination resists corrosion without the rot risk inherent in plywood-cored panels.
One frequent problem manufacturers encounter is poor adhesion when bonding PP honeycomb to certain skins using liquid adhesives. The core’s polypropylene surface is naturally low-energy, meaning adhesives can sink into the open honeycomb cells rather than forming a consistent bond line. The standard industry workaround—also the one we apply in production—is to use PP honeycomb pre-laminated with a non-woven polyester fabric. This fabric layer acts as a barrier that prevents adhesive consumption into the cells and provides a high-surface-energy substrate for reliable bonding with decorative foils, HPL, PVC films, aluminum sheets, or fiberglass.
Cell Size and Density Considerations
PP honeycomb cores are manufactured with hexagonal cell structures, and two parameters define their mechanical behavior: cell diameter (typically ranging from 3mm to 12mm) and wall thickness/density. Smaller cell sizes distribute compressive loads across more contact points per unit area, which increases the core’s crush strength and shear modulus. Larger cells reduce raw material usage and overall weight but trade off some compression performance.
For flooring applications—truck beds, trailer decks, RV flooring—denser cores with smaller cell sizes (3mm to 6mm) are recommended because the panel must resist localized point loads from foot traffic, cargo, and equipment without core buckling. Wall and partition panels, which carry primarily wind loads and handling stresses rather than concentrated weight, can use larger cell sizes (8mm to 12mm) to achieve weight targets without over-engineering the structure.
Core density also affects thermoforming capability. Open-cell PP honeycomb cores supplied in larger cell formats are frequently chosen by tier-one automotive manufacturers who thermoform the panels into complex interior shapes—luggage compartment covers, parcel shelves, door panels—because the open cells allow air movement during heating and vacuum forming. Closed-cell variants, by contrast, are preferred where moisture ingress is a concern and the panel must remain sealed over its service life.
In our experience testing panels for hidden impact damage, we have found that undersized cores under thick, stiff facings create a particularly dangerous failure mode: the skin shows no visible dent after impact, but the honeycomb cells buckle internally, leaving a structurally compromised panel with no external warning signs. Selecting the right density for the expected impact energy—not just the static load—is critical to avoiding this scenario.
Certification and Compliance Requirements
Regulatory requirements for PP honeycomb panels vary significantly by industry and geography, and specifiers must confirm compliance at the project’s outset rather than treating it as a late-stage checklist item.
- Automotive (FMVSS 302 / DIN 75201): Interior panels in passenger vehicles sold in the U.S. must meet Federal Motor Vehicle Safety Standard 302 for flammability. European OEMs reference DIN 75201 for fogging and emission limits. PP honeycomb itself is naturally resistant to ignition compared to many alternatives, but the full sandwich assembly—including adhesives and facings—must be tested as a unit.
- Marine (ISO 12215 / DNV-GL): Structural bulkheads and interior panels in recreational and commercial vessels are subject to ISO 12215 standards for small craft hull construction and scantlings. Classification societies like DNV-GL, Lloyd’s Register, and RINA may require additional fire performance documentation depending on vessel size and operating zone.
- Building and Construction (EN 13501-1 / ASTM E84): Interior partition panels and door cores installed in commercial buildings in Europe are classified under EN 13501-1 for fire reaction. In North America, ASTM E84 (the Steiner tunnel test) assigns surface burning characteristics. PP honeycomb cores typically achieve B-class or C-class fire ratings depending on thickness and skin material, but they rarely reach A-class without fire-retardant additives or mineral-based facings.
- Environmental and Recyclability Standards: Because PP is a single-polymer thermoplastic, it aligns with automotive end-of-life vehicle (ELV) directives and ISO 14001 environmental management frameworks. Non-woven-laminated variants complicate the recycling stream slightly, but the PP core itself remains fully recyclable. Projects targeting LEED certification or EU Green Public Procurement criteria should verify recycled content percentages and VOC emission data with the manufacturer.
One practical point buyers often overlook: certification testing is performed on a specific panel configuration—defined core density, defined skin material, defined adhesive system. Changing any one of these components voids the existing test report. If your project requires certified panels, lock in the exact bill of materials before testing begins, or request that your supplier provide pre-certified configurations that match your structural requirements. Our standard practice is to conduct experimental testing on customer-specified configurations and issue full test data documentation so that compliance is verifiable before the panels ship.
Sustainability and Recyclability of PP Honeycomb Panels
PP honeycomb panels are among the few sandwich core materials that can re-enter the manufacturing cycle without downgrading material properties, making them a practical choice for manufacturers facing tightening end-of-life regulations.
Closed-Loop Recycling Potential
Polypropylene (PP) is a thermoplastic polymer, which means it can be melted, reprocessed, and reformed multiple times without the irreversible chemical degradation that plagues thermoset materials like PU foam or epoxy-bonded honeycombs. This characteristic is the foundation of closed-loop recycling for PP honeycomb panels. When a PP honeycomb core reaches end-of-life—whether it comes from a truck body, an RV wall, or a returnable logistics container—it can be shredded, pelletized, and fed directly back into the extrusion or thermoforming process to produce new core material or secondary thermoplastic products.
In our experience working with European automotive suppliers, the recycling pathway for PP honeycomb is significantly cleaner than for multi-material composite assemblies. A PP honeycomb core bonded to thermoplastic skins (such as CFRT or thermoplastic UD tape) can theoretically be recycled as a single stream. However, when the skins are dissimilar materials—fiberglass reinforced polyester, for example—the panel must be separated before recycling. This is a critical design-for-recyclability consideration that engineers must address at the specification stage, not after the product is in the field.
Unlike PVC foam or phenolic-impregnated paper honeycomb, PP does not release halogenated gases or formaldehyde during reprocessing. This eliminates a major compliance headache for manufacturers operating under strict emission limits. The material also bypasses the VOC concerns that regulatory bodies increasingly scrutinize in enclosed applications such as vehicle interiors and modular buildings.
Environmental Certifications and LEED Contribution
PP honeycomb panels contribute to green building certification frameworks through several measurable pathways. Under the LEED rating system, these panels can generate credits in categories including Materials and Resources (MR) and Indoor Environmental Quality (IEQ). The recyclability of PP supports MR credit requirements for building product disclosure and optimization, particularly in projects that mandate recycled content thresholds or material reuse strategies.
- Recycled Content Documentation: PP honeycomb cores can incorporate post-industrial recycled polypropylene, which is quantifiable and certifiable for LEED MR credits. Manufacturers should request recycled content declarations from their suppliers to validate these claims.
- Low VOC Emissions: Pure PP honeycomb does not off-gas formaldehyde, styrene, or volatile organic compounds under normal service conditions. This aligns with IEQ credit requirements for low-emitting materials, particularly in interior fit-out applications.
- Regional Material Sourcing: For projects prioritizing regional material credits, PP honeycomb panels manufactured domestically or sourced within the defined radius can contribute to MR Regional Materials credits.
Beyond LEED, PP honeycomb panels align with broader regulatory and certification frameworks that industrial buyers evaluate during procurement. ISO 14001 environmental management systems apply to the manufacturing process itself, and responsible suppliers maintain documented waste reduction and energy efficiency protocols. In automotive applications, the material’s compatibility with existing end-of-life vehicle (ELV) directives—particularly EU Directive 2000/53/EC on recyclability and recoverability rates—gives manufacturers a documented compliance path that thermoset alternatives cannot match without costly separation steps.
Our team has observed that distributors serving the European and North American markets increasingly require environmental product declarations (EPDs) or equivalent third-party documentation before approving new panel suppliers. PP honeycomb’s single-polymer chemistry simplifies this documentation process considerably compared to hybrid core materials that combine multiple resin systems. For manufacturers specifying materials into regulated sectors—automotive interiors, modular construction, marine—the recyclability of PP honeycomb is not a marketing advantage but a baseline requirement for market access.
Conclusion
Polypropylene honeycomb core belongs in trailer floors, truck bodies, and RV wall panels — anywhere plywood rots and aluminum bends. Everything else is a downgrade that surfaces as warranty claims. Your customers hauling cargo through rain and road salt need thermoplastic composite, not wood that swells.
- Spec thermal lamination over adhesive bonding for structural panels — skipping the non-woven barrier layer causes delamination failures within the first year of service.
- Demand physical drop-test certificates for your exact panel thickness, not generic data sheet numbers, because hidden core buckling destroys load-bearing capacity with zero visible warning.
- Run a 10-year total cost comparison against plywood including replacement labor, vehicle downtime, and rotted-floor disposal — the upfront price gap disappears by year three.
Send your load requirements and operating conditions to our technical team. We’ll spec the exact core density and facing combination that survives your worst-case scenario before you commit to a full order.
Frequently Asked Questions
What skin materials can be bonded to PP honeycomb cores?
PP honeycomb cores can be integrated with fiberglass reinforced plastics (FRP), aluminum sheets, plywood, thermoplastic composites, and PVC-based laminates.
Can PP honeycomb cores be thermoformed for custom shapes?
Yes, open-cell PP honeycomb cores can be thermoformed by manufacturers to create complex interior components that match precise contours while reducing assembly time.