
Specifying panel thickness for transportation systems is a high-stakes engineering decision. Engineers often specify thicker panels than structural requirements demand. This over-engineering adds unnecessary weight and slashes payload capacity. Under-engineer the build, and the panels fail under dynamic road stress. Finding the exact FRP honeycomb panel thickness means balancing strict load requirements against strict weight limits.
At Rax Panel, our 15 years of manufacturing and testing data prove that application zones dictate mechanical requirements. Many buyers fail to realize that non-load-bearing sidewalls typically require only 0.4 MPa of compressive strength. Load-bearing floors and structural bulkheads demand 0.8 MPa or higher. Applying a uniform thickness across an entire assembly wastes capital or invites structural failure.
This guide breaks down exactly how to map specific application zones to optimal thickness specs. We detail engineering deflection calculations for non-homogeneous materials and analyze PP honeycomb core density selection within the 80 to 120 kg/m³ range. You will walk away with a precise framework to eliminate guesswork and lock in DOT-compliant vehicle panel costs.

Table of Contents
- 1 Balancing Structural Safety With Over-Engineering Risks
- 2 Evaluate Load-Bearing Capacity and Thickness Correlation
- 3 Match Application Zones to Optimal Thickness Specs
- 4 Analyze Cost and Weight Thickness Trade-offs
- 5 Engineering Methods for Deflection and Thickness Calculations
- 6 How to Choose the Right PP Honeycomb Core Density
- 7 Conclusion
- 8 Frequently Asked Questions
Balancing Structural Safety With Over-Engineering Risks
Over-engineering is not an insurance policy; it is a tax on your payload capacity. Precise mapping of compressive strength to application zones eliminates waste without compromising safety.
Manufacturers and procurement teams often default to a heavier-is-better philosophy when selecting composite panels for truck bodies or RV structures. This approach usually stems from uncertainty regarding the specific dynamic loads of different application zones. However, in transportation applications, every kilogram of unnecessary material directly reduces the vehicle’s earning potential and increases operational fuel costs.
Defining Compressive Strength Thresholds
Safety protocols must be dictated by the specific stress profile of each panel zone, not a blanket maximum specification. Non-structural elements like sidewalls and roofing panels primarily resist wind shear and vibration, typically requiring a minimum compressive strength of approximately 0.4 MPa. Conversely, flooring and structural bulkheads endure concentrated heavy impacts, demanding a significantly higher threshold ranging from 0.8 MPa to 1.5 MPa to prevent core crushing or permanent deformation.
Penalties of Unnecessary Density
The financial risk of over-specification extends beyond the initial material purchase price. When engineers select high-density aluminum honeycomb cores for sidewalls simply to match the floor’s durability, they introduce severe weight penalties that erode payload capacity over the vehicle’s lifespan. Our analysis indicates that utilizing a PP honeycomb core within the 80–120 kg/m³ density range for sidewalls can yield 15–30% cost savings compared to metallic cores while maintaining sufficient rigidity for non-load-bearing applications.
Evaluate Load-Bearing Capacity and Thickness Correlation
| Application | Core Type & Density | Thickness Range | Load-Bearing Capacity | Engineering Benefit |
|---|---|---|---|---|
| RV & Truck Sidewalls | PP Honeycomb / PET (80-120 kg/m³) | 15mm – 30mm | ~0.4 MPa Compressive Strength | Balances flexural rigidity with significant weight reduction |
| RV Flooring & Bulkheads | High-Density Foam / Plywood Core | 25mm – 50mm+ | 0.8 MPa+ Compressive Strength | Withstands dynamic road stress and high-impact point loads |
| Refrigerated Truck Bodies | PU / XPS / PIR Foam Core | 50mm – 100mm+ | Moderate to High Structural Support | Combines strict thermal insulation with load-bearing integrity |
| Marine Vessels & Boats | PVC Foam / Balsa / Aramid Honeycomb | 20mm – 50mm | High Flexural Rigidity | Waterproof, resilient, and performs well in stringent marine conditions |
| Heavy Industrial & Transit | Aluminum / Carbon Fiber Honeycomb | 10mm – 100mm | Maximum (>1.0 MPa) | Extreme load distribution and structural dimensional stability |

Match Application Zones to Optimal Thickness Specs
Zone 1: Sidewalls and Roofs
📋 Actionable Steps
- Step 1: Target Thickness: 20mm to 25mm is typically sufficient for dry freight and RV walls.
- Step 2: Core Material: Standard PP honeycomb or XPS foam in the 80 kg/m³ density range.
- Step 3: Compressive Strength: A 0.4 MPa threshold is adequate to handle handling and installation stresses.
Zone 2: Flooring and Structural Bulkheads
The floor is the workhorse of the assembly, subjected to intense dynamic point loads from pallet jacks, forklifts, and cargo vibration. Applying sidewall specs here is a critical failure point; the core will crush under concentrated pressure, leading to delamination. These zones require significantly higher compressive strength and panel rigidity.
📋 Actionable Steps
- Step 1: Target Thickness: 30mm to 40mm is standard to manage deflection under heavy loads.
- Step 2: Core Material: High-density PP honeycomb (120 kg/m³) or PET foam cores are necessary.
- Step 3: Compressive Strength: Must exceed 0.8 MPa, ideally reaching 1.5 MPa for high-frequency logistics applications.
Analyze Cost and Weight Thickness Trade-offs
We have observed that procurement teams often fixate on the price per square meter, overlooking the economic impact of deadweight. In our 15 years of manufacturing experience, we have found that reducing a vehicle’s overall weight by just 10% through optimized panel thickness can yield a return on investment that far exceeds the premium paid for advanced lightweight cores like PP honeycomb or CFRT. This shift in perspective transforms material selection from a cost center into a profit-generation strategy.
Utilizing advanced materials allows for smarter trade-offs where thickness is reduced without sacrificing stiffness. For instance, replacing traditional plywood or heavier foam cores with high-performance PP honeycomb or fiberglass foam cores enables the construction of thinner panels that maintain equivalent flexural rigidity. Our engineering team specifically designs these configurations to ensure that every millimeter of thickness contributes directly to the structural requirements of the application, eliminating wasteful material spend.
Ultimately, the goal is to find the “minimum viable thickness” that meets safety standards without over-engineering. By leveraging our R&D capabilities and production capacity exceeding 1,700 square meters daily, we provide tailored solutions that balance raw material costs against operational efficiency. This approach ensures that clients receive a panel that is cost-effective to purchase and profitable to operate, avoiding the common trap of over-specification that plagues the industry.
| Application Zone | Core Density | Compressive Strength | Cost & Weight Benefit | Performance Trade-off |
|---|---|---|---|---|
| Sidewalls & Non-Structural | 80 – 100 kg/m³ | ≥ 0.4 MPa | Optimized lightweighting prevents costly over-specification | Lower flexural rigidity, suitable primarily for static loads |
| Flooring & Structural | 100 – 120 kg/m³ | ≥ 0.8 MPa | Balanced material spend targeted specifically for high-load zones | Increased thickness required to manage dynamic deflection |
| Heavy-Duty Bulkheads | > 120 kg/m³ | 1.0 – 1.5 MPa | Higher raw cost offset by extreme safety and impact margins | Maximum panel stiffness adds overall vehicle weight |
Engineering Methods for Deflection and Thickness Calculations
You cannot calculate sandwich panel deflection using standard isotropic beam formulas. You must account for core shear modulus or your design will fail.
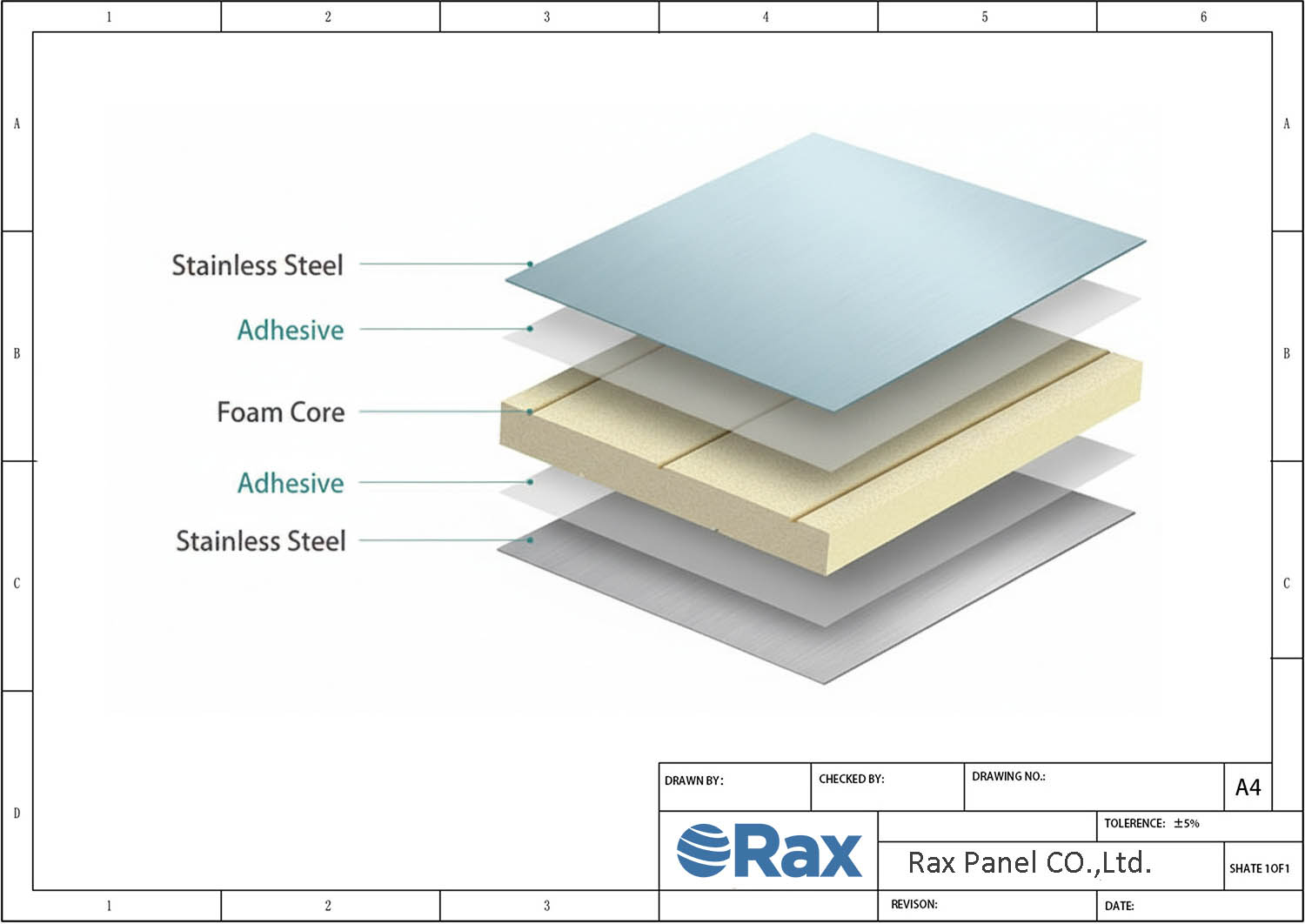
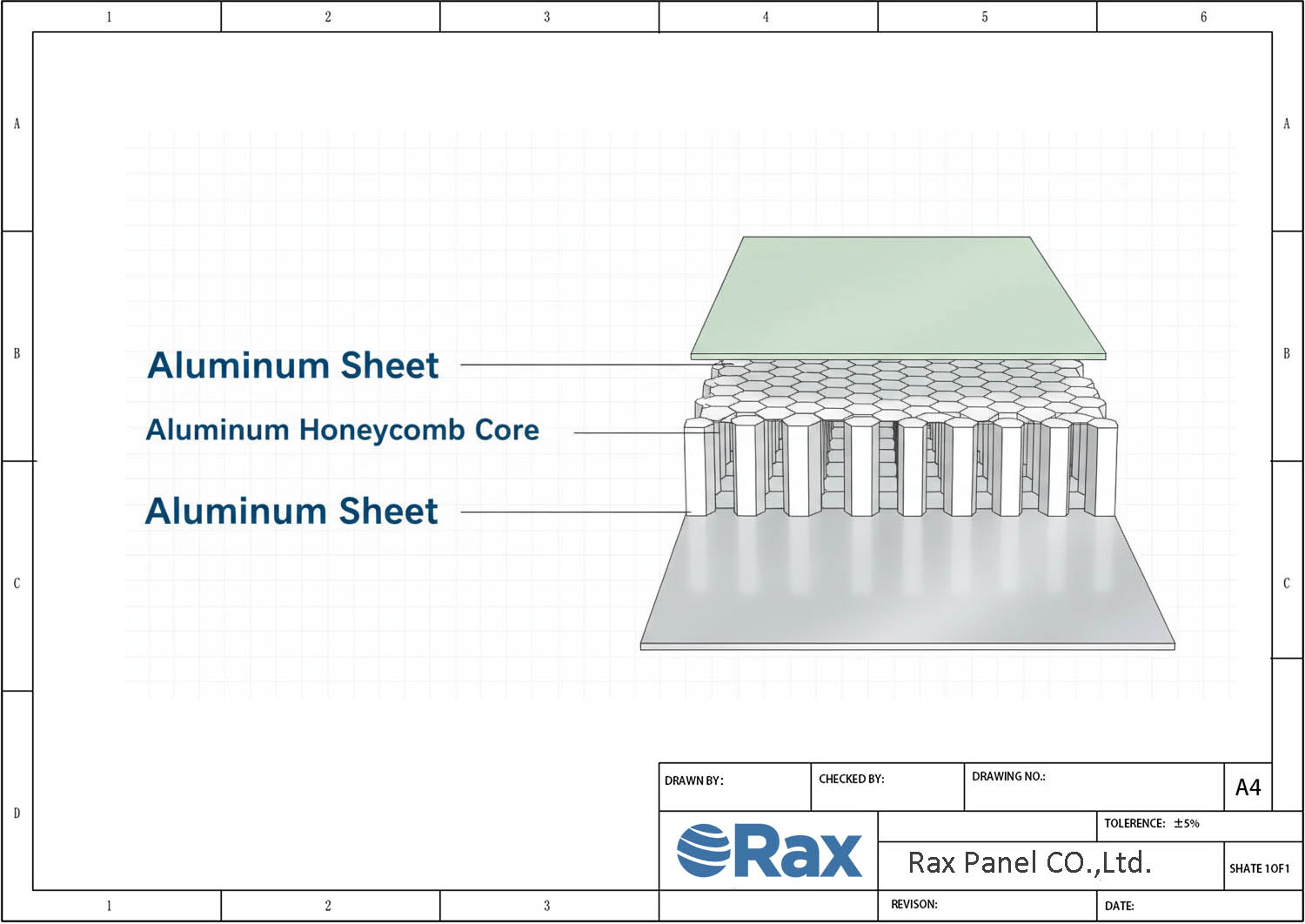
The Sandwich Effect: Leveraging Core Thickness
In composite engineering, stiffness is not linear with material thickness but exponential with distance. Unlike solid steel or aluminum plates where the entire cross-section contributes uniformly, sandwich panels rely on the ‘Sandwich Effect.’ The high-strength skins (GRP or CFRT) resist tension and compression, while the core (PP Honeycomb or Foam) maintains the distance between them. This geometric separation drastically increases the Moment of Inertia (I) with negligible weight addition.
To calculate stiffness (Flexural Rigidity, D), engineers use the simplified equation: D = Ef * (t * h^2) / 2, where Ef is the modulus of the facing, t is the skin thickness, and h is the distance between the centroids of the two skins. Because h is squared, increasing the core thickness is significantly more effective for reducing deflection than increasing the skin thickness. For example, doubling the core thickness can quadruple the stiffness, whereas doubling the skin thickness only doubles it.
The Critical Role of Core Shear Modulus
The most common error in thickness calculation is neglecting shear deflection. In a sandwich panel, total deflection is the sum of bending deflection and shear deflection. While the skins handle bending, the core must resist shear forces. If the core has a low shear modulus (Gc), the skins will slide past each other, causing excessive sagging even if the bending stiffness is theoretically sufficient.
Therefore, calculating the required thickness involves verifying the core’s capability. The formula must include the shear term: Total Deflection = (5 * w * L^4) / (384 * D) + (w * L^2) / (8 * U), where U is the shear stiffness. Shear stiffness is directly proportional to the core density and the panel area. A low-density PP honeycomb core (e.g., 60 kg/m³) will fail this check in high-load flooring applications, whereas a higher density PET or PU foam core would pass despite having a similar geometric thickness.
How to Choose the Right PP Honeycomb Core Density
Selecting the correct PP honeycomb core density is a multi-variable engineering decision, not a procurement shortcut. The 80–120 kg/m³ range represents the proven sweet spot for vehicle panels, delivering 0.4–1.5 MPa compressive strength while eliminating unnecessary weight penalties and inflated material costs.
Cost-Performance Analysis of the 80–120 kg/m³ Density Range
PP honeycomb cores between 80 and 120 kg/m³ dominate vehicle panel manufacturing because they hit the structural and economic equilibrium point. Below 80 kg/m³, the cell walls become too thin to resist shear forces during road vibration, risking core crush under localized point loads. Above 120 kg/m³, the marginal strength gain drops off sharply while resin consumption and raw material costs climb linearly. Procurement teams that blindly specify 130+ kg/m³ cores for sidewalls are essentially paying for compressive performance that will never be mobilized in service.
Within this validated band, incremental density increases produce measurable, non-linear returns. Moving from 80 to 95 kg/m³ typically yields a 20–30% improvement in shear modulus, making it the most cost-efficient upgrade path for panels transitioning from non-structural to semi-structural duty. However, pushing from 110 to 120 kg/m³ delivers diminishing returns—often less than 8% additional rigidity for a proportional cost increase. Engineers must map the exact load case to the density tier rather than defaulting to the upper limit out of caution.
Matching Core Density to Dynamic Vehicle Panel Stress Requirements
Vehicle panels do not experience static loads. They face continuous dynamic stress from road irregularities, chassis torsion, cargo shifting, and aerodynamic pressure fluctuations. Core density selection must therefore align with the specific stress profile of each application zone. Sidewalls on box truck bodies typically operate under 0.4 MPa compressive requirements—well within the capacity of an 80–90 kg/m³ core. Flooring systems and structural bulkheads, however, endure concentrated forklift and cargo loads that demand 0.8 MPa or higher, pushing the specification toward the 110–120 kg/m³ upper band.
The failure mode for under-specified cores is not immediate collapse but progressive fatigue. Low-density cores subjected to cyclic dynamic loads beyond their design threshold experience cell wall micro-buckling, which degrades the skin-to-core bond line over thousands of road hours. This is why matching density to actual operational stress—not theoretical averages—is critical for long-term field performance and DOT compliance documentation.
📋 Actionable Steps
- Step 1: Identify the application zone: sidewall (low dynamic load), roof (moderate wind/aerodynamic load), floor (high point and rolling load), or bulkhead (structural shear transfer).
- Step 2: Determine the peak compressive stress requirement: 0.4 MPa zones accept 80–95 kg/m³ cores; 0.8+ MPa zones require 110–120 kg/m³ cores.
- Step 3: Verify shear modulus against expected chassis torsion frequency—heavy-duty long-haul trailers need higher density margins than local delivery vehicles.
- Step 4: Validate the selection through panel-level deflection testing rather than core-only datasheet values, since skin thickness and adhesive bonding significantly alter real-world performance.
Conclusion
Look, I know this is a lot of engineering detail to absorb in one conversation, but here’s what I want you to take away: stop letting suppliers push you into over-spec’d panels that inflate your project costs. Match the thickness and core density to the actual application zone — sidewalls, flooring, and bulkheads each have distinct thresholds. If your current vendor can’t hand you deflection calculations and compressive strength documentation, that’s a red flag. Here’s your quick action plan before your next bulk order: – Demand zone-specific thickness specs — don’t accept one-size-fits-all quoting – Lock core density between 80–120 kg/m³ unless you have a verified engineering reason not to – Require DOT compliance data and long-term moisture resistance testing up front – Run total cost-of-ownership math, not just per-square-meter pricing – Choose a manufacturer like Rax Panel with 15+ years of honeycomb expertise who can back every spec with lab-tested data Call me when you’re ready to spec your next truck body or RV project — I’ll make sure you get it right the first time.Frequently Asked Questions
What is the standard total panel thickness?
Standard total panel thicknesses typically range from 10mm to 100mm depending on the specific structural requirements. At Raxpanel, we assess the required strength, stiffness, and insulation to recommend the optimal overall thickness. Thicker panels are generally utilized for heavy-duty applications, while thinner profiles suit interior components. Selecting the right total thickness ensures maximum weight efficiency without compromising structural integrity.
What are the available face sheet thicknesses?
Face sheet thicknesses for FRP honeycomb panels generally vary between 0.3mm and 3.0mm. The exact thickness required depends on the anticipated impact resistance and load-bearing needs of your project. Raxpanel can customize the FRP skin thickness to match your specific engineering and manufacturing standards. Thicker skins provide better puncture resistance and localized strength for demanding environments.
What core thicknesses are available for FRP panels?
Honeycomb core thicknesses for FRP panels usually span from 5mm up to 80mm. Increasing the core thickness dramatically improves the panel’s flexural strength and overall stiffness. During the design phase, our engineers balance core depth with the face sheet thickness to achieve the target mechanical performance. A thicker core also enhances thermal and acoustic insulation properties.
What is the weight range of FRP honeycomb panels?
The weight of FRP honeycomb panels varies widely based on total thickness and skin material, typically ranging from 2 to 15 kilograms per square meter. This high strength-to-weight ratio makes them ideal for vehicle and marine applications. At Raxpanel, we optimize the core density and skin thickness to achieve your exact weight targets. Lighter panels improve fuel efficiency and increase payload capacity.
How to choose thickness for RV walls?
RV walls typically utilize FRP honeycomb panels ranging from 18mm to 30mm in total thickness. This specific range provides optimal structural integrity while maximizing interior living space and reducing vehicle weight. Our engineering team can simulate wind loads and road vibrations to pinpoint the precise thickness needed. Choosing the correct profile ensures long-term durability and insulation for recreational vehicles.